一种用于电锤组件的轮芯钢球组装装置的制作方法
1.本实用新型涉及一种用于电锤组件的轮芯钢球组装装置,属于机械设备领域。
背景技术:
2.电锤是附有气动锤击机构的一种带安全离合器的电动式旋转锤钻。电锤是利用活塞运动的原理,压缩气体冲击钻头,不需要手使多大的力气,可以在混凝土、砖、石头等硬性材料上开6
‑‑
100mm的孔,电锤在上述材料上开孔效率较高,但它不能在金属上开孔。轮芯、钢球等零部件为电锤中的重要零部件,目前在对电锤中的零部件组装时常采用人工手动组装,人工组装效率低,工作强度大,安全性能也难以保证。
3.有鉴于此,在申请号为201520512663 .1的专利文献中公开了电锤专用吸尘器与电锤的组装结构。
技术实现要素:
4.本实用新型的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理的用于电锤组件的轮芯钢球组装装置。
5.本实用新型解决上述问题所采用的技术方案是:该用于电锤组件的轮芯钢球组装装置,用于将轮芯、弹簧、钢珠和齿轮进行组装,其包括弹簧组装机构、钢珠组装机构、齿轮组装机构和压装机构,所述弹簧组装机构与钢珠组装机构配合,所述钢珠组装机构与齿轮组装机构配合,所述齿轮组装机构与压装机构配合,其结构特点在于:所述弹簧组装机构包括弹簧上料震动缸、弹簧上料座、弹簧上料槽、弹簧上料气缸、弹簧上料推块和弹簧组装座,所述弹簧上料震动缸与弹簧上料槽配合,所述弹簧上料槽设置在弹簧上料座上,所述弹簧上料推块的一端安装在弹簧上料气缸上,所述弹簧上料推块的另一端位于弹簧上料槽内,所述弹簧组装座位于弹簧上料座的侧部。
6.进一步地,所述钢珠组装机构包括钢珠上料震动缸、钢珠上料挡板、钢珠上料通槽和钢珠组装座,所述钢珠上料震动缸与钢珠组装座通过钢珠上料通槽连通,所述钢珠上料挡板安装在钢珠上料震动缸上、且钢珠上料挡板与钢珠上料通槽的一端配合。
7.进一步地,所述齿轮组装机构包括齿轮上料仓、齿轮上料机械手和齿轮上料夹具,所述齿轮上料仓位于齿轮上料机械手的侧部,所述齿轮上料夹具安装在齿轮上料机械手上。
8.进一步地,所述压装机构包括压装底座、压装顶板、压装导向杆、压装导向套、压装滑板、压装气缸和压装顶头,所述压装底座和压装顶板分别安装在压装导向杆的两端,所述压装导向套安装在压装滑板上、且压装导向套套装在压装导向杆外,所述压装气缸安装在压装顶板上,所述压装滑板与压装气缸连接,所述压装顶头安装在压装滑板上。
9.进一步地,所述压装机构还包括压装限位环,所述压装限位环安装在压装导向杆上、且压装限位环与压装导向套接触。
10.进一步地,所述弹簧组装机构用于将弹簧和轮芯组装,所述钢珠组装机构用于将
钢珠、弹簧和轮芯组装,所述齿轮组装机构用于将齿轮、钢珠、弹簧和轮芯组装,所述压装机构用于将组装后的齿轮、钢珠、弹簧和轮芯压合。
11.进一步地,所述钢珠组装机构还包括用于驱动组装弹簧后的轮芯转动的轮芯驱动机构,所述轮芯驱动机构与组装弹簧后的轮芯连接。
12.相比现有技术,本实用新型具有以下优点:在通过该用于电锤组件的轮芯钢球组装装置对轮芯、弹簧、钢珠和齿轮进行组装时,轮芯置于弹簧组装座上,弹簧有弹簧上料震动缸有序的震落到弹簧上料槽内,通过弹簧上料气缸推动弹簧上料推块,通过弹簧上料推块将弹簧推出,并组装在轮芯上,将组装弹簧后的轮芯置于钢珠组装座上、并驱动轮芯转动,通过钢珠上料震动缸对钢珠上料,轮芯在转动的同时,钢珠通过钢珠上料通槽组装在安装弹簧后的轮芯上,将组装钢珠、弹簧后的轮芯置于压装底座上,通过齿轮上料机械手上的齿轮上料夹具夹持住齿轮,将齿轮套装在组装钢珠、弹簧后的轮芯上,通过压装气缸驱动压装滑板使得压装导向套沿着压装导向杆向下移动,通过压装顶头将齿轮与组装钢珠、弹簧后的轮芯压合,压合过程中可通过压装限位环对压装滑板起到限位的作用,避免因施力过大将工件压坏,进而可保证产品的质量,同时也提高了组装效率。
附图说明
13.图1是本实用新型实施例的用于电锤组件的轮芯钢球组装装置的立体结构示意图。
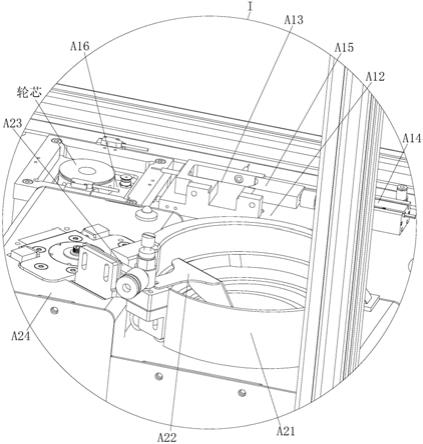
14.图2是图1中的i部放大结构示意图。
15.图中:弹簧组装机构a1、钢珠组装机构a2、齿轮组装机构a3、压装机构a4、
16.弹簧上料震动缸a11、弹簧上料座a12、弹簧上料槽a13、弹簧上料气缸a14、弹簧上料推块a15、弹簧组装座a16、
17.钢珠上料震动缸a21、钢珠上料挡板a22、钢珠上料通槽a23、钢珠组装座a24、
18.齿轮上料仓a31、齿轮上料机械手a32、齿轮上料夹具a33、
19.压装底座a41、压装顶板a42、压装导向杆a43、压装导向套a44、压装滑板a45、压装气缸a46、压装顶头a47、压装限位环a48。
具体实施方式
20.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
21.实施例
22.参见图1至图2所示,须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容能涵盖的范围内。同时,本说明书中若有引用如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
23.本实施例中的用于电锤组件的轮芯钢球组装装置,用于将轮芯、弹簧、钢珠和齿轮进行组装,其包括弹簧组装机构a1、钢珠组装机构a2、齿轮组装机构a3和压装机构a4,弹簧组装机构a1与钢珠组装机构a2配合,钢珠组装机构a2与齿轮组装机构a3配合,齿轮组装机构a3与压装机构a4配合。
24.本实施例中的弹簧组装机构a1包括弹簧上料震动缸a11、弹簧上料座a12、弹簧上料槽a13、弹簧上料气缸a14、弹簧上料推块a15和弹簧组装座a16,弹簧上料震动缸a11与弹簧上料槽a13配合,弹簧上料槽a13设置在弹簧上料座a12上,弹簧上料推块a15的一端安装在弹簧上料气缸a14上,弹簧上料推块a15的另一端位于弹簧上料槽a13内,弹簧组装座a16位于弹簧上料座a12的侧部。
25.本实施例中的钢珠组装机构a2包括钢珠上料震动缸a21、钢珠上料挡板a22、钢珠上料通槽a23、钢珠组装座a24和用于驱动组装弹簧后的轮芯转动的轮芯驱动机构,钢珠上料震动缸a21与钢珠组装座a24通过钢珠上料通槽a23连通,钢珠上料挡板a22安装在钢珠上料震动缸a21上、且钢珠上料挡板a22与钢珠上料通槽a23的一端配合,轮芯驱动机构与组装弹簧后的轮芯连接。
26.本实施例中的齿轮组装机构a3包括齿轮上料仓a31、齿轮上料机械手a32和齿轮上料夹具a33,齿轮上料仓a31位于齿轮上料机械手a32的侧部,齿轮上料夹具a33安装在齿轮上料机械手a32上。
27.本实施例中的压装机构a4包括压装底座a41、压装顶板a42、压装导向杆a43、压装导向套a44、压装滑板a45、压装气缸a46、压装顶头a47和压装限位环a48,压装底座a41和压装顶板a42分别安装在压装导向杆a43的两端,压装导向套a44安装在压装滑板a45上、且压装导向套a44套装在压装导向杆a43外,压装气缸a46安装在压装顶板a42上,压装滑板a45与压装气缸a46连接,压装顶头a47安装在压装滑板a45上,压装限位环a48安装在压装导向杆a43上、且压装限位环a48与压装导向套a44接触。
28.本实施例中的弹簧组装机构a1用于将弹簧和轮芯组装,钢珠组装机构a2用于将钢珠、弹簧和轮芯组装,齿轮组装机构a3用于将齿轮、钢珠、弹簧和轮芯组装,压装机构a4用于将组装后的齿轮、钢珠、弹簧和轮芯压合。
29.具体的说,在通过该用于电锤组件的轮芯钢球组装装置对轮芯、弹簧、钢珠和齿轮进行组装时,轮芯置于弹簧组装座a16上,弹簧有弹簧上料震动缸a11有序的震落到弹簧上料槽a13内,通过弹簧上料气缸a14推动弹簧上料推块a15,通过弹簧上料推块a15将弹簧推出,并组装在轮芯上,将组装弹簧后的轮芯置于钢珠组装座a24上、并驱动轮芯转动,通过钢珠上料震动缸a21对钢珠上料,轮芯在转动的同时,钢珠通过钢珠上料通槽a23组装在安装弹簧后的轮芯上,将组装钢珠、弹簧后的轮芯置于压装底座a41上,通过齿轮上料机械手a32上的齿轮上料夹具a33夹持住齿轮,将齿轮套装在组装钢珠、弹簧后的轮芯上,通过压装气缸a46驱动压装滑板a45使得压装导向套a44沿着压装导向杆a43向下移动,通过压装顶头a47将齿轮与组装钢珠、弹簧后的轮芯压合,压合过程中可通过压装限位环a48对压装滑板a45起到限位的作用,避免因施力过大将工件压坏,进而可保证产品的质量,同时也提高了组装效率。
30.此外,需要说明的是,本说明书中所描述的具体实施例,其零、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本实用新型结构所作的举例说明。
凡依据本实用新型专利构思所述的构造、特征及原理所做的等效变化或者简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1