一种连续冲压模具的制作方法
1.本实用新型涉及冲压模具技术领域,尤其涉及一种连续冲压模具。
背景技术:
2.现在社会是一个无时无刻不在追求更好、更高、更快效益的时代。随着人类的不断创新和发展,时间变得越来越宝贵。人类也不在是日出而作日落而息的生活了。对于现在的生产商来说,生产一个产品,除了销量以外,成本和效益就是最重要的。而所有的产品都是由模具生产而成,想要提高效益和降低成本,首先就是需要降低模具上的成本,并且让模具在生产中有最高的效率,这样才能达到最低的成本、最高的效益。传统的模具都是一道工序接一道工序的进行加工,无法在同一时间对不同工序进行同时的冲压完成。这样在生产过程中,生产时间就被延长了,也延长了操作者的工作时间和强度,自然要付的费用就增加了,而且需要较多的人工,如果大量生产,那么这笔费用就非常的大了,直接影响了生产成本。而且这种生产模式,不但影响生产成本,还让生产效益非常的低。
技术实现要素:
3.本实用新型的目的是为了提供一种结构简单,连续冲压的模具。
4.为了达到上述目的,本实用新型采用以下方案:一种连续冲压模具,包括有上模座与下模座,在所述上模座与下模座上分别设有相对应的上模固定板与下模固定板,在所述上模固定板与下模固定板上依次分别设有相对应设置的铆接孔开孔模、切割模、铆接孔成型模、产品折弯成型模。
5.进一步地,所述铆接孔开孔模包括有前后对称设置在所述下模固定板上的长条凹孔,在所述上模固定板上设有能与所述长条凹孔配合的长条切刀。
6.进一步地,所述切割模包括有前后对称设置在所述下模固定板上的方形凹槽,在所述上模固定板上设有能与所述方形凹槽配合的方形切刀。
7.进一步地,所述铆接孔成型模包括有前后对称设置所述下模固定板上的弧形凸块,在所述上模固定板上设有能与所述弧形凸块配合的弧形凹槽。
8.进一步地,所述产品折弯成型模包括有设置在所述下模固定板前后两侧及左侧上呈凹字形的凹形空置区,在所述上模固定板上设有能与所述凹形空置区配合的折弯压块。
9.进一步地,在所述下模固定板右侧上前后对称设有导向柱,前后设置的导向柱之间形成一让板料通过的过道。
10.综上所述,本实用新型相对于现有技术其有益效果是:通过在一副模具上设有铆接孔开孔模、切割模、铆接孔成型模、产品折弯成型模,进而节省的模具成本,同时节省的人工,现只需一个操作即可,提高了生产效率、缩短加工时间、降低了加工成本。
附图说明
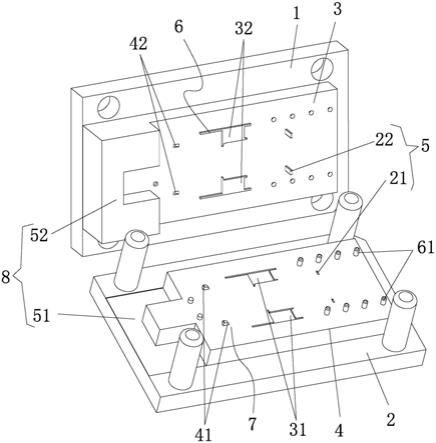
11.图1为本实用新型上模座与下模座合模时的示意图。
12.图2为本实用新型上模座与下模座开模时的示意图。
13.图3为本实用新型产品成型时的示意图。
具体实施方式
14.以下具体实施内容提供用于实施本实用新型的多种不同实施例或实例。当然,这些仅为实施例或实例且不希望具限制性。另外,在不同实施例中可能使用重复标号标示,如重复的数字及/或字母。这些重复是为了简单清楚的描述本发明,不代表所讨论的不同实施例及/或结构之间有特定的关系。
15.此外,其中可能用到与空间相关的用词,像是“在
…
下方”、“下侧”、“由内而外”、“上方”、“上侧”及类似的用词,这些关系词为了便于描述附图中一个些元件或特征与另一个些元件或特征之间的关系,这些空间关系词包括使用中或操作中的装置之不同方位,以及附图中所描述的方位。装置可能被转向不同方位旋转90度或其他方位,则其中使用的空间相关形容词也可相同地照着解释,因此不能理解为对本发明的限制,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
16.下面图说明和具体实施方式对本实用新型作进一步描述:如图1至3所示的一种连续冲压模具,包括有上模座1与下模座2,在所述上模座1与下模座2上分别设有相对应的上模固定板3与下模固定板4,在所述上模固定板3与下模固定板4上依次分别设有相对应设置的铆接孔开孔模5、切割模6、铆接孔成型模7、产品折弯成型模8,通过在一副模具上设有铆接孔开孔模5、切割模6、铆接孔成型模7、产品折弯成型模8,进而节省的模具成本,同时节省的人工,现只需一个操作即可,提高了生产效率、缩短加工时间、降低了加工成本。
17.具体地,所述铆接孔开孔模5包括有前后对称设置在所述下模固定板4上的长条凹孔21,在所述上模固定板3上设有能与所述长条凹孔21配合的长条切刀22。
18.具体地,所述切割模6包括有前后对称设置在所述下模固定板4上的方形凹槽31,在所述上模固定板3上设有能与所述方形凹槽31配合的方形切刀32。
19.具体地,所述铆接孔成型模7包括有前后对称设置所述下模固定板4上的弧形凸块41,在所述上模固定板3上设有能与所述弧形凸块41配合的弧形凹槽42。
20.具体地,所述产品折弯成型模8包括有设置在所述下模固定板4前后两侧及左侧上呈凹字形的凹形空置区51,在所述上模固定板3上设有能与所述凹形空置区51配合的折弯压块52。
21.具体地,在所述下模固定板4右侧上前后对称设有导向柱61,前后设置的导向柱61之间形成一让板料通过的过道。
22.本实用新型的具体工作原理如下:同板材从过道处放入,首先通过铆接孔开孔模5中的长条切刀22进行对板材冲出一道口,后由切割模6将需折弯多余的部分冲切掉,再由铆接孔成型模7中的弧形凸块41对由长条切刀22冲切的一道口进行折弯,形成铆接口98,最后由产品折弯成型模8进行最后的折弯成型,得出产品挡火盖99。
23.结合附以上显示和描述了本实用新型的基本原理和主要特征以及本实用新型的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明
书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种连续冲压模具,其特征在于:包括有上模座(1)与下模座(2),在所述上模座(1)与下模座(2)上分别设有相对应的上模固定板(3)与下模固定板(4),在所述上模固定板(3)与下模固定板(4)上依次分别设有相对应设置的铆接孔开孔模(5)、切割模(6)、铆接孔成型模(7)、产品折弯成型模(8)。2.根据权利要求1所述的连续冲压模具,其特征在于:所述铆接孔开孔模(5)包括有前后对称设置在所述下模固定板(4)上的长条凹孔(21),在所述上模固定板(3)上设有能与所述长条凹孔(21)配合的长条切刀(22)。3.根据权利要求1所述的连续冲压模具,其特征在于:所述切割模(6)包括有前后对称设置在所述下模固定板(4)上的方形凹槽(31),在所述上模固定板(3)上设有能与所述方形凹槽(31)配合的方形切刀(32)。4.根据权利要求2所述的连续冲压模具,其特征在于:所述铆接孔成型模(7)包括有前后对称设置所述下模固定板(4)上的弧形凸块(41),在所述上模固定板(3)上设有能与所述弧形凸块(41)配合的弧形凹槽(42)。5.根据权利要求1所述的连续冲压模具,其特征在于:所述产品折弯成型模(8)包括有设置在所述下模固定板(4)前后两侧及左侧上呈凹字形的凹形空置区(51),在所述上模固定板(3)上设有能与所述凹形空置区(51)配合的折弯压块(52)。6.根据权利要求1所述的连续冲压模具,其特征在于:在所述下模固定板(4)右侧上前后对称设有导向柱(61),前后设置的导向柱(61)之间形成一让板料通过的过道。
技术总结
本实用新型公开一种连续冲压模具,包括有上模座与下模座,在所述上模座与下模座上分别设有相对应的上模固定板与下模固定板,在所述上模固定板与下模固定板上依次分别设有相对应设置的铆接孔开孔模、切割模、铆接孔成型模、产品折弯成型模,通过在一副模具上设有铆接孔开孔模、切割模、铆接孔成型模、产品折弯成型模,进而节省的模具成本,同时节省的人工,现只需一个操作即可,提高了生产效率、缩短加工时间、降低了加工成本。降低了加工成本。降低了加工成本。
技术研发人员:陈绪举
受保护的技术使用者:中山市万利燃具五金有限公司
技术研发日:2020.12.18
技术公布日:2021/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1