管子自动定尺切割和打标扫码系统的制作方法
1.本实用新型涉及管料加工技术领域,尤其涉及一种管子自动定尺切割和打标扫码系统。
背景技术:
2.目前,管子切割都是人工摆放+人工测量的切割方式,存在着工作强度大、生产效率低的缺点,且无检测、打标、扫码、输送环节。
技术实现要素:
3.有鉴于此,本实用新型提供了一种管子自动定尺切割和打标扫码系统,用于解决现有技术中指纹头安装比较繁琐,安装效率低下的问题。
4.为达上述之一或部分或全部目的或是其他目的,本实用新型提出一种管子自动定尺切割和打标扫码系统,其特征在于,包括:
5.管料切割装置,用于切割管料,包括用于固定管料的管料固定组件和用于定尺切割所述管料的管料切割组件;
6.打标扫码装置,设置在所述管料切割装置一侧,用于对所述管料进行打标,包括固定架和设置在所述固定架上的打标组件;
7.运输装置,用于自动运输所述管料,包括运输台、设置在所述运输台上的运输机械手、和用于检测所述管料的检测组件;所述运输台上具有运输通道,所述运输机械手带动所述管料沿所述运输通道运动;
8.管料存储装置,设置在运输装置一侧,用于自动将所述管料运输至所述运输通道上。
9.在本实用新型所述的管子自动定尺切割和打标扫码系统中,所述管料存储装置与所述运输台通过水平出料组件连接;
10.所述水平出料组件包括用于带动所述管料移动的出料移动件和驱动所述出料移动件移动的出料驱动件;
11.所述出料驱动件设置在所述水平出料组件两端;
12.所述出料移动件包括围绕所述出料驱动件设置的出料固定部和均匀设置在所述出料固定部的出料存储部。
13.在本实用新型所述的管子自动定尺切割和打标扫码系统中,所述管料存储装置与所述运输台通过水平出料组件连接;
14.所述水平出料组件包括若干组链轮、设置在链轮上的链条,所述链条的相邻链牙之间具有存料凹槽;所述管料设置在所述存料凹槽内;所述链轮转动,带动所述链条转动,从而带动存料凹槽内的管料移动至所述运输台上。
15.在本实用新型所述的管子自动定尺切割和打标扫码系统中,所述运输台另远离所述管料存储装置的一侧设置有可伸缩的管料挡板;
16.所述管料挡板预设第一工作位和第二工作位;
17.当所述管料挡板位于第一工作位时,所述管料挡板收缩,所述管料挡板顶端位于所述运输台下方或与所述运输台平齐设置;
18.当所述管料挡板位于第一工作位时,所述管料挡板伸出,所述管料挡板顶端高出所述运输台,用于阻挡所述管料出所述运输台。
19.在本实用新型所述的管子自动定尺切割和打标扫码系统中,所述运输通道上设置有可伸缩的定位架,所述定位架顶部设置具有第一导向凸起和第二阻挡凸起;所述第一导向凸起和第二阻挡凸起之间形成有用于定位所述管料的管料定位槽;
20.所述定位架预设有第一工作位、第二工作位和第三工作位;
21.所述定位架位于第一工作位时,所述定位架收缩,所述定位架顶端位于所述运输通道下方或与所述运输通道平齐设置,所述运输通道上无所述管料;
22.当所述定位架位于第二工作位时,所述定位架伸出,所述定位架顶端高出所述运输台,所述管料定位槽内有所述管料;
23.所述定位架位于第三工作位时,所述定位架收缩,所述定位架顶端位于所述运输通道下方或与所述运输通道平齐设置,所述运输通道上有所述管料。
24.在本实用新型所述的管子自动定尺切割和打标扫码系统中,所述第一导向凸起的顶面为第一导向斜面,所述第二阻挡凸起的顶面为第二阻挡斜面;所述第一导向斜面和第二阻挡斜面相应设置。
25.在本实用新型所述的管子自动定尺切割和打标扫码系统中,所述运输通道上分布设置有运料滚筒;
26.所述管料通过所述运料滚筒设置在所述运输通道上;
27.当所述运输机械手带动所述管料沿所述运输通道运动时,所述管料带动所述运料滚筒滚动。
28.在本实用新型所述的管子自动定尺切割和打标扫码系统中,所述运输装置一侧设置有运输齿条,所述运输机械手底部设置有运输齿轮;所述运输机械手通过所述运输齿条和所述运输齿轮传动,带动所述管料运动。
29.在本实用新型所述的管子自动定尺切割和打标扫码系统中,所述固定架上设置有打标滑轨,所述打标组件通过滑轨可滑动的设置在所述固定架上;且所述固定架上设置有感应器,用于检测所述管料的位置。
30.在本实用新型所述的管子自动定尺切割和打标扫码系统中,所述运输通道一侧设置有尾料回收装置;且所述尾料回收装置通过斜面与所述运输通道连接。
31.在本实用新型所述的管子自动定尺切割和打标扫码系统中,所述管料切割装置后侧可拆卸的设置有用于回收废料的废料回收容器;所述废料回收容器为扩口型,便于废料的收集;且所述废料回收容器的底部还设置有轮子,顶部一侧设置有把手,便于推拉。
32.实施本实用新型实施例,将具有如下有益效果:本实施例通过运输装置自动的将管料运输至管料切割装置进行切割,运输至打标扫码装置进行打标,全过程智能自动化运行,提高了切割管料和对管料进行打标的效率,且大大节省了工作人员的劳动强度,节约了人力资源。
附图说明
33.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
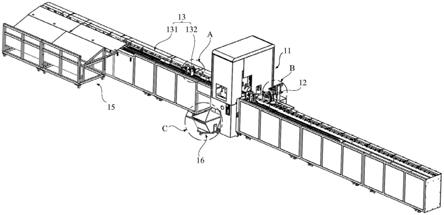
34.图1为一个实施例中管子自动定尺切割和打标扫码系统的结构示意图。
35.图2为图1中b处的放大图。
36.图3为一个实施例中管子自动定尺切割和打标扫码系统中水平出料组件的结构示意图。
37.图4为图1中a处的放大图。
38.图5为图1中c处的放大图。
39.其中,
40.管料切割装置11;
41.打标扫码装置12、固定架121、打标组件122、打标滑轨123;
42.运输装置13、运输台131、运输机械手132、运输通道133、管料挡板134、定位架135、第一导向凸起1351、第二阻挡凸起1352、管料定位槽1353、运料滚筒136、运输齿条137;
43.水平出料组件141、链轮1411、链条1412、存料凹槽1413;
44.尾料回收装置15、废料回收容器16、轮子161、把手162。
具体实施方式
45.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
46.请参考图1和图2,一种管子自动定尺切割和打标扫码系统,包括:管料切割装置11、打标扫码装置12、运输装置13和管料存储装置。
47.管料切割装置11用于切割管料,包括用于固定管料的管料固定组件和用于定尺切割管料的管料切割组件。
48.打标扫码装置12设置在管料切割装置11一侧,用于对管料进行打标,包括固定架121和设置在固定架121上的打标组件122。
49.运输装置13用于自动运输管料,包括运输台131、设置在运输台131上的运输机械手132、和用于检测管料的检测组件。运输台131上具有运输通道133,运输机械手132带动管料沿运输通道133运动。
50.管料存储装置设置在运输装置13的一侧,用于自动将管料运输至运输通道133上。
51.本实施例通过运输装置13自动的将管料运输至管料切割装置11进行切割,运输至打标扫码装置12进行打标,全过程智能自动化运行,提高了切割管料和对管料进行打标的效率,且大大节省了工作人员的劳动强度,节约了人力资源。
52.请参考图1、图2和图3,管料存储装置与运输台131通过水平出料组件连接141。
53.所述水平出料组件包括用于带动所述管料移动的出料移动件和驱动所述出料移
动件移动的出料驱动件;
54.所述出料驱动件设置在所述水平出料组件两端;
55.所述出料移动件包括围绕所述出料驱动件设置的出料固定部和均匀设置在所述出料固定部的出料存储部。
56.具体的,在本实施例中,出料驱动件为链轮1411,出料固定部为链条1412、出料存储部为链条1412上的相邻链牙组成的存料凹槽1413。
57.水平出料组件141包括若干组链轮1411、设置在链轮1411上的链条1412,链条1412的相邻链牙之间具有存料凹槽1413。管料设置在存料凹槽1413内。链轮1411转动,带动链条1412转动,从而带动存料凹槽1413内的管料移动至运输台131上。
58.另外,还可以采用在传送带上设置放置管料的存储部的带传动,进行管料的运输。
59.本实施例中的管料存储装置取出管料也是通过智能控制,从管料存储装置中下料,通过水平出料组件141运输至运输台131,之后运动到运输通道133上,从而被运输机械手132检测到,并运输至管料切割装置11进行切割。由于运输机械手132上设置有检测组件,可以对管料的外径、内径和运动的长度进行检测,因此,可以确定管料切割的长度。
60.请参考图4,运输台131远离所述管料存储装置的一侧设置有可伸缩的管料挡板134。管料挡板134预设第一工作位和第二工作位。
61.当管料挡板134位于第一工作位时,管料挡板134收缩,管料挡板134顶端位于运输台131下方或与运输台131平齐设置。
62.当管料挡板134位于第一工作位时,管料挡板134伸出,管料挡板134顶端高出运输台131,用于阻挡管料出运输台131。
63.运输通道133上设置有可伸缩的定位架135,定位架135顶部设置具有第一导向凸起1351和第二阻挡凸起1352。第一导向凸起1351和第二阻挡凸起1352之间形成有用于定位管料的管料定位槽1353。第一导向凸起1351的顶面为第一导向斜面,第二阻挡凸起1352的顶面为第二阻挡斜面。第一导向斜面和第二阻挡斜面相应设置。
64.定位架135预设有第一工作位、第二工作位和第三工作位。
65.定位架135位于第一工作位时,定位架135收缩,定位架135顶端位于运输通道133下方或与运输通道133平齐设置,运输通道133上无管料。
66.当定位架135位于第二工作位时,定位架135伸出,定位架135顶端高出运输通道133,管料定位槽1353内有管料。
67.定位架位135于第三工作位时,定位架135收缩,定位架135顶端位于运输通道133下方或与运输通道133平齐设置,运输通道133上有管料。
68.在本实施例中,当管料从水平运输组件141上运输到运输台131上后,管料挡板134先顶出,随后定位架135顶出,由于第一导向凸起1351的顶面为导向斜面,将其上方的管料顶至管料定位槽1353内。随后定位架135收缩,管料落至运输通道上,通过运输机械手132运输至管料切割装置11进行切管。
69.请参考图4,进一步的,为了减少运输阻力,提高运输效率,减少能量消耗,运输通道上分布设置有运料滚筒136。管料通过运料滚筒136设置在运输通道133上。当运输机械手132带动管料沿运输通道133运动时,管料带动运料滚筒136滚动。
70.请参考图4,为了提高运动的精度,提高管料切割装置11的切管的精度,运输装置
13一侧设置有运输齿条137,运输机械手132底部设置有运输齿轮。运输机械手132通过运输齿条137和运输齿轮传动,带动管料运动。
71.进一步的,运输机械手132分别设置在管料切割装置11的两侧。运输机械手132上设置有感应器。
72.请参考图2,固定架121上设置有打标滑轨123,打标组件122通过打标滑轨123可滑动的设置在固定架121上。固定架121上设置有感应器,用于检测管料的位置。感应器检测到管料的外径和位置后,打标组件122通过沿打标滑轨123移动调整位置,对管料进行打标。
73.请参考图1,为了完成管料尾料的接收存储和再利用,运输通道133一侧设置有尾料回收装置15。且为了简化结构,节省成本,尾料回收装置15通过斜面与运输通道133连接。
74.请参考图5,管料切割装置11后侧可拆卸的设置有用于回收废料的废料回收容器16。废料回收容器16为扩口型,便于废料的收集。且废料回收容器16的底部还设置有轮子161,顶部一侧设置有把手162,便于推拉。
75.以上所揭露的仅为本实用新型较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1