一种全自动高速冷挤铝壳设备的制作方法
1.本实用新型涉及冲压设备技术领域,涉及一种全自动高速冷挤铝壳设备。
背景技术:
2.铝壳是通过铝片冲压成型的,而铝片体积小,重量轻,冲压时需要将其稳固,一般企业中都是通过手工手动操作将铝片放入固定的位置,冲压成型后再手动拿出,将冲压后的铝壳再搬运至其他位置进行切口、冲防爆加工,这样操作费时费力,增加了劳动成本,工作效率低。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种无需人工手动操作,节省了大量人力,降低了生产成本,提高了工作效率的全自动高速冷挤铝壳设备。
4.为了解决上述技术问题,本实用新型解决其技术问题所采用的技术方案是:
5.一种全自动高速冷挤铝壳设备,包括冲头机构、冲压模具、放料机构以及运载机构,所述放料机构、运载机构分别设置在所述冲压模具两侧,所述冲头机构设置在所述冲压模具的正上方,所述冲头机构上设置有冲头部件,冲头机构驱动冲头部件对放料机构放置在冲压模具上的铝饼冲压成型,通过运载机构对冲压得到的铝壳进行搬运;
6.所述放料机构设置在第一滑板上,所述第一滑板与冲头机构驱动连接,通过所述冲头机构带动所述第一滑板做往复直线运动;
7.所述运载机构设置在第二滑板上,所述第二滑板与运载驱动部件驱动连接,通过运载驱动部件带动所述第二滑板与第一滑板做相对运动。
8.进一步地,所述冲头机构上设置有放料驱动架,所述第一滑板上设置有竖架,所述竖架上设置有导向架,所述放料驱动架与所述导向架抵接。
9.进一步地,所述放料驱动架上设置有导向斜面,所述导向斜面斜向导向架,所述导向架上设置有导向轮,所述导向轮与所述导向斜面抵接。
10.进一步地,所述冲头机构包括冲压板,所述冲压板上设置有冲压驱动部件,所述冲头部件设置冲压板上,所述冲压驱动部件带动所述冲压板上冲头部件做往复直线运动。
11.进一步地,所述冲头部件包括冲头板,所述冲头板上依次设置有冲杆、防爆杆和切杆,所述冲压模具上设置有冲压模、防爆冲压模和切断模,所述冲杆、防爆杆、切杆分别与冲压模、防爆冲压模和切断模相对设置。
12.进一步地,所述放料机构包括放料杆,所述放料杆通过放料架与所述第一滑板连接,所述放料杆一端设置有推料块,另一端设置有放料弹簧,所述放料弹簧与所述第一滑板连接。
13.进一步地,所述运载机构包括两运载杆,两运载杆中部铰接在一起,所述运载杆上设置有夹块,所述夹块上设置有与铝壳相匹配的夹槽,所述夹块自由端设置有两个开口槽,两运载杆之间设置有运载弹簧,使得两运载杆上的两夹块抵接在一起。
14.进一步地,所述运载驱动部件包括驱动轴,所述驱动轴上设置有凸轮,所述凸轮与所述第二滑板抵接,所述驱动轴与驱动器驱动连接。
15.进一步地,还包括导向支架,所述导向支架设置在所述冲头机构以及冲压模具之间,所述导向支架上设置有供冲杆、防爆杆和切杆穿过的导向孔。
16.进一步地,所述导向支架包括导向板以及导向杆,所述导向板通过导向杆与冲压模具连接,所述导向杆上设置有导向弹簧,所述导向弹簧一端与所述导向板抵接,另一端与所述冲压模具抵接,所述导向孔设置在所述导向板上。
17.本实用新型的有益效果:
18.本实用新型具有结构简单,操作方便,加工效率高,加工稳定性好等优点,通过冲头机构带动放料机构对铝饼上料至冲压模具上,冲头机构驱动冲头部件对冲压模具上的铝饼冲压成型后,运载驱动部件带动第二滑板上的运载机构对冲压得到的铝壳进行搬运,自动完成铝壳的快速加工,无需人工手动操作,节省了大量人力,不仅减轻了工人的劳动强度,降低了生产成本,节省了劳动成本,提高了工作效率。
附图说明
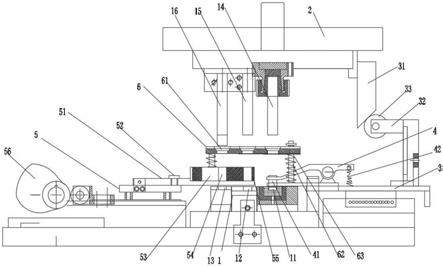
19.图1是本实用新型的一种全自动高速冷挤铝壳设备示意图。
20.图2是本实用新型的夹块示意图。
21.图中标号说明:1、冲压模具;11、冲压模;12、防爆冲压模;13、切断模; 14、冲杆;15、防爆杆;16、切杆;2、冲压板;3、第一滑板;31、放料驱动架;32、导向架;33、导向轮;4、放料杆;41、推料块;42、放料弹簧;5、第二滑板;51、运载杆;52、连接杆;53、夹块;54、夹槽;55、开口槽;56、凸轮;6、导向支架;61、导向孔;62、导向杆;63、导向弹簧;
具体实施方式
22.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
23.参照图1
‑
2所示,一种全自动高速冷挤铝壳设备,包括冲头机构、冲压模具1、放料机构以及运载机构,所述放料机构、运载机构分别设置在所述冲压模具1两侧,所述冲头机构设置在所述冲压模具1的正上方,所述冲头机构上设置有冲头部件,冲头机构驱动冲头部件对放料机构放置在冲压模具1上的铝饼冲压成型,通过运载机构对冲压得到的铝壳进行搬运;
24.所述放料机构设置在第一滑板3上,所述第一滑板3与冲头机构驱动连接, 通过所述冲头机构带动所述第一滑板3做往复直线运动;
25.所述运载机构设置在第二滑板5上,所述第二滑板5与运载驱动部件驱动连接,通过运载驱动部件带动所述第二滑板5与第一滑板3做相对运动。
26.所述第一滑板3和第二滑板5上均设置有驱动弹簧,使得第一滑板3始终朝向冲压模具1方向运动,第二滑板5始终远离冲压模具1。
27.本实用新型具有结构简单,操作方便,加工效率高,加工稳定性好等优点,通过冲头机构带动放料机构对铝饼上料至冲压模具1上,冲头机构驱动冲头部件对冲压模具1上的铝饼冲压成型后,运载驱动部件带动第二滑板5上的运载机构对冲压得到的铝壳进行搬运,
自动完成铝壳的快速加工,无需人工手动操作,节省了大量人力,不仅减轻了工人的劳动强度,降低了生产成本,节省了劳动成本,提高了工作效率。
28.所述冲头机构上设置有放料驱动架31,所述第一滑板3上设置有竖架,所述竖架上设置有导向架32,所述放料驱动架31与所述导向架32抵接。
29.所述放料驱动架31上设置有导向斜面,所述导向斜面斜向导向架32,所述导向架32上设置有导向轮33,所述导向轮33与所述导向斜面抵接。
30.所述冲头机构包括冲压板2,所述冲压板2上设置有冲压驱动部件,所述冲头部件设置冲压板2上,所述冲压驱动部件带动所述冲压板2上冲头部件做往复直线运动。
31.所述冲头部件包括冲头板,所述冲头板上依次设置有冲杆14、防爆杆15 和切杆16,所述冲压模具1上设置有冲压模11、防爆冲压模12和切断模13,所述冲杆14、防爆杆15、切杆16分别与冲压模11、防爆冲压模12和切断模 13相对设置。
32.所述放料机构包括放料杆4,所述放料杆4通过放料架与所述第一滑板3 连接,所述放料杆4一端设置有推料块41,另一端设置有放料弹簧42,所述放料弹簧42与所述第一滑板3连接。
33.所述运载机构包括两运载杆51,两运载杆51中部铰接在一起,两运载杆 51的铰接处通过连接杆52与所述第二滑板5连接,所述运载杆51上设置有夹块53,所述夹块53上设置有与铝壳相匹配的夹槽54,所述夹块53自由端设置有两个开口槽55,两运载杆51之间设置有运载弹簧,使得两运载杆51上的两夹块53抵接在一起。
34.所述运载驱动部件包括驱动轴,所述驱动轴上设置有凸轮56,所述凸轮56 与所述第二滑板5抵接,所述驱动轴与驱动器驱动连接。
35.还包括导向支架6,所述导向支架6设置在所述冲头机构以及冲压模具1 之间,所述导向支架6上设置有供冲杆14、防爆杆15和切杆16穿过的导向孔 61。
36.所述导向支架6包括导向板以及导向杆62,所述导向板通过导向杆62与冲压模具1连接,所述导向杆62上设置有导向弹簧63,所述导向弹簧63一端与所述导向板抵接,另一端与所述冲压模具1抵接,所述导向孔61设置在所述导向板上,通过导向弹簧63带动导向板回位,可对冲压成型的铝壳进行快速脱料,避免与冲头部件连接,影响冲压质量。
37.使用过程
38.铝饼送料至推料块41位置,在第一滑板3的带动下将铝饼推料至冲压模11内,冲头机构带动冲杆14下降,同时放料驱动架31上的导向斜面推动与第一滑板3连接的导向架32远离冲压模具1,冲杆14对铝饼冲压成铝壳后,凸轮56大径端推动第二滑板5上的运载机构向铝壳方向移动,开口槽55与冲杆 14、防爆杆15、切杆16抵接后两夹块53张开,并对铝壳进行夹持,夹取铝壳后,冲头机构带动冲杆14回退至初始位置,第二滑板5带动运载机构上的铝壳移动至防爆冲压模12内,冲头机构下降,防爆杆15对铝壳进行冲防爆操作,冲防爆后,凸轮56大径端推动第二滑板5上的运载机构向冲防爆后的铝壳方向移动,开口槽55与冲杆14、防爆杆15、切杆16抵接后两夹块53张开,并对铝壳进行夹持,夹取铝壳后,冲头机构带动防爆杆15回退至初始位置,第二滑板5带动运载机构上的铝壳移动至切断模13内,冲头机构下降,切杆16对铝壳进行切断成型操作,切杆16进行竖直方向的活动,在切断模13里面将铝壳多余的废料切除,成型后的铝壳从冲压模具1上排出,上述只针对一个铝壳进行描述,本实用新型可同步对冲压模11、防爆冲压模12和切断模133个位置进行同步加工,有效提高生
产效率。
39.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1