金属制箱体的制作方法
1.本发明涉及金属制箱体。
背景技术:
2.以往,作为能够收纳各种物品的金属制箱体,广泛使用通过冲压机对金属板进行拉深加工而形成的箱体。但是,存在难以使用不锈钢,钛等一般延展性低的金属材料以高精度进行所谓的深拉伸成型的情况。另外,在拉深加工中,拉伸深度存在限度,当超过该深度的限度进行拉深加工时,会导致在箱体产生龟裂,因此,在深拉伸成型中箱体的深度被限制。于是,在专利文献1中公开了一种如下箱体的构成:即,代替深拉伸成型,准备出将金属板折曲成筒状并将端部彼此焊接而成的筒状的侧壁部和从金属板切出而成的板状的底部,以覆盖筒状的侧壁部的开口端的方式对底部焊接而成型出的箱体的构成。作为其他构成,还考虑设为对通过挤压、拉制而形成的没有接缝的管状构件焊接底部而得到的构成。在这些构成中,不需要拉深加工,因此,箱体的深度不被限制,同时能抑制壁厚的不均。现有技术文献专利文献
3.专利文献1:日本特开2001-236929号公报
技术实现要素:
(发明要解决的课题)
4.但是,在专利文献1公开的构成或上述其他构成中,在底部与侧壁部的边界部出现在侧周面的情况下,需要一边在对两者进行焊接时沿着筒状的侧周面使焊接装置沿周向较大地移动,一边使成为焊接对象的侧壁部以及底部沿着筒状的侧周面绕周向旋转,因此操作性差。另一方面,在底部与侧壁部的边界部出现在底面的情况下,由于不需要一边使焊接装置沿着侧周面较大地移动,一边使侧壁部以及底部旋转,因此,操作性提高。然而,由于变成由焊接产生的不规则的形状的焊缝出现在底面并从底部鼓起的状态,因此,在载置箱体时,焊缝对载置面造成干扰,载置箱体时的稳定性降低。
5.本发明鉴于相关的背景而提出,想要提供一种焊接时的操作性好并能够稳定地载置于载置面的金属制箱体。(用于解决课题的技术方案)
6.本发明的一实施方式是一种金属制箱体,具有由金属板构成的底部以及由从该底部的外周缘竖立设置的金属板构成的侧壁部,上述底部和上述侧壁部的边界部分包括对两者进行焊接而成的焊接部,该焊接部露出于上述金属制箱体中的上述侧壁部的竖立设置方向下方的表面,上述底部具有比上述焊接部更靠上述竖立设置方向下方的下端部,上述底部位于金属制箱体中。(发明效果)
7.在上述金属制箱体中,底部与从其外周缘竖立设置的侧壁部之间的边界部分所含有的焊接部露出于侧壁部的竖立设置方向下方的表面,而底部具有比焊接部更靠竖立设置方向下方的下端部,因此,即使从竖立设置方向下方进行焊接而形成焊接部,也不会出现焊接部含有的不规则的形状的焊缝从底部的下端部向下方突出的情况。因此,当将该金属制箱体载置于载置面时,底部的下端部与载置面抵接,焊接部的焊缝不与载置面抵接。由此,焊接操作性良好,同时能够稳定地载置金属制箱体。
8.如上所述,根据本发明,能够提供一种焊接时的操作性好并能够稳定地载置于载置面的金属制箱体。
附图说明
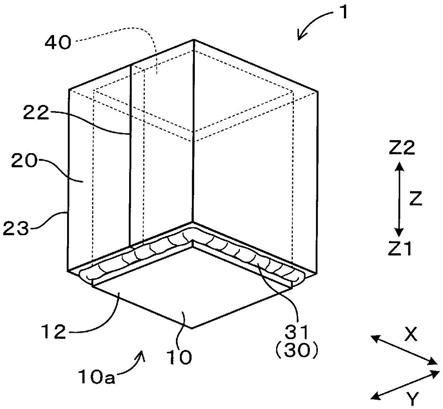
9.图1是实施例1中的金属制箱体的底面侧立体图。图2是实施例1中的金属制箱体的侧视图。图3是实施例1中的焊接前的金属制箱体的底面侧分解立体图。图4a是实施例1中的焊接前的金属制箱体的剖视图。图4b是实施例1中的焊接后的金属制箱体的剖视图。图5a是实施例1中的图4a的局部放大图。图5b是实施例1中的图4b的局部放大图。图6a是变形例1中的焊接前的金属制箱体的剖视图。图6b是变形例1中的焊接后的金属制箱体的剖视图。图7a是变形例2中的焊接前的金属制箱体的剖视图。图7b是变形例2中的焊接后的金属制箱体的剖视图。图8a是变形例3中的焊接前的金属制箱体的剖视图。图8b是变形例3中的焊接后的金属制箱体的剖视图。图9a是变形例4中的焊接前的金属制箱体的剖视图。图9b是变形例4中的焊接后的金属制箱体的剖视图。图10a是实施例2中的焊接前的金属制箱体的剖视图。图10b是实施例2中的焊接后的金属制箱体的剖视图。图11a是变形例5中的焊接前的金属制箱体的剖视图。图11b是变形例5中的焊接后的金属制箱体的剖视图。图12a是变形例6中的焊接前的金属制箱体的剖视图。图12b是变形例6中的焊接后的金属制箱体的剖视图。图13a是变形例7中的焊接前的金属制箱体的剖视图。图13b是变形例7中的焊接后的金属制箱体的剖视图。图14a是变形例8中的焊接前的金属制箱体的剖视图。图14b是变形例8中的焊接后的金属制箱体的剖视图。图15a是变形例9中的焊接前的金属制箱体的剖视图。图15b是变形例9中的焊接后的金属制箱体的剖视图。图16a是实施例3中的金属制箱体的展开体的立体图。图16b是实施例3中的焊接前的金属制箱体的剖视图。
图16c是实施例3中的焊接后的金属制箱体的剖视图。
具体实施方式
10.优选地,上述底部的外周缘具有位于比上述底部的下端部更靠上述竖立设置方向上方的法兰部,该法兰部与上述侧壁部被相互焊接而形成上述焊接部。在此情况下,能够将法兰部作为焊接时的引导部进行利用,焊接的操作性得以提高。
11.优选地,上述法兰部形成为比上述底部的中央部更薄的壁。在此情况下,容易使法兰部位于比底部的下端部更靠竖立设置方向上方,法兰部的成型的操作性得以提高。
12.优选地,上述法兰部具有弯曲部,该弯曲部向竖立设置方向上方折曲并且向上述底部的俯视时的外侧折曲。在此情况下,能够使法兰部以简易的结构位于比底部的下端部更靠竖立设置方向上方的位置,法兰部的成型性得以提高。
13.优选地,上述下端部在上述侧壁部的竖立设置方向上,位于与上述焊接部相比在0.2~5.0mm的范围内更靠竖立设置方向下方的位置。在此情况下,能够在载置该金属制箱体时焊接部的焊缝与载置面不抵接,并且能够抑制金属制箱体的底部在竖立设置方向上过度地变厚。
14.优选地,上述底部的下端部由向上述竖立设置方向下方突出而成的突出部构成。在在此情况下,在将该金属制箱体载置于载置面时,底部的作为下端部的突出部与载置面可靠地抵接,因此,能够可靠地防止焊接部与载置面抵接,能够进一步提高在载置该金属制箱体时的稳定性。
15.优选地,上述底部具有与上述侧壁部的内周面抵接的内周抵接部。在在此情况下,在将底部焊接于侧壁部时,底部的定位变得容易且焊接时的操作性得以提高。
16.(实施例1)使用图1~图5来说明上述金属制箱体的实施例。如图1所示,本实施例的金属制箱体1具有:由金属板构成的底部10、以及由从底部10的外周缘11竖立设置的金属板构成的侧壁部20。底部10与侧壁部20的边界部分30包括对两者进行焊接而成的焊接部31。焊接部31露出于金属制箱体1中的侧壁部20的竖立设置方向下方z1的表面10a。而且,如图2所示,底部10中的作为侧壁部20的竖立设置方向下方z1的端部的下端部12位于比焊接部31更靠竖立设置方向下方z1的位置。
17.以下,详细说明本实施例的金属制箱体1。本实施例的形成金属制箱体1的材料是金属材料,能够考虑收纳在金属制箱体1中的收纳物的性质、金属制箱体1的使用环境、形成材料的成型性等进行适当选择。例如,作为电池的壳体来使用的情况下,考虑到耐腐蚀性、焊接性等,能够设为不锈钢、钢铁、钛、钛合金、铝、铝合金等。
18.金属制箱体1的外形形状不特别限定,能够将底部10的形状设为矩形、圆、椭圆、使长方形的短边呈圆弧状的形状、或者使矩形的角部倒圆后的形状等。而且,侧壁部20设为在底部10的外周缘竖立设置后的形状。
19.在本例中,如图1所示,金属制箱体1是大致长方体形状,具备底部10和侧壁部20。底部10的相反一侧敞开,形成开口部40。在本例中,如图3所示,底部10和侧壁部20是将相互
分开单独成型后的部件进行焊接并一体化的部件。底部10呈大致平板状,俯视时呈矩形。而且,将底部10的面方向之中与底部10的一边平行的方向设为宽度方向x,将底部10的面方向之中与宽度方向x正交的方向设为进深方向y。而且,侧壁部20为筒状且侧壁部20的底面的外形呈四边形,从底部10的各边竖立设置有侧壁部20。侧壁部20的竖立设置方向z是与宽度方向x和进深方向y正交的方向。
20.在本例中,如图3所示,侧壁部20通过将金属板折曲成筒状并将端部彼此抵靠后的状态下进行焊接而被成型。由此,形成侧壁焊接部22。在本例中,侧壁焊接部22构成为不位于侧壁部20的角部23。而且,侧壁部20的侧壁下端部21形成开口成四边形状的下端开口部41。
21.如图3所示,在底部10的外周缘11设置有法兰部13。法兰部13从底部10的外周缘11向底部10的面方向外方突出。在底部10的外周缘11形成法兰部13的方法没有特别限定,能够设为冲压加工、切削加工等。而且,如图5a所示,底部10以法兰部13与侧壁部20的下端侧壁即下端部21的下端面21a抵接的方式贴靠于侧壁部20的侧壁下端部21,如图4a所示,从附图中的竖立设置方向z的下侧朝向竖立设置方向上方z2如箭头l所示照射激光,对法兰部13和侧壁下端部21进行焊接而形成焊接部31。照射激光的方向不限于与竖立设置方向z平行的方向,还可以是从金属制箱体1的斜下方的位置朝向法兰部13的方向。另外,在各图中,虽然照射激光的方向是从附图的下方朝向上方的方向,但是实际上设为进行上下翻转而从重力方向的上方朝向下方的方向。另外,焊接方法不进行限定,还可以代替激光焊接而设为tig焊接等。
22.如图4b所示,焊接部31露出于金属制箱体1的竖立设置方向下方z1的表面10a。在本例中,边界部分30的整体成为焊接部31。而且,焊接部31成为焊缝,如图1所示,沿着底部10的外缘在全周向上形成,整体上呈不规则的形状。在本例中,如图4b所示,在宽度方向x上,位于比侧壁部20的外周面20b更靠内侧的位置。
23.而且,如图5b所示,下端部12在竖立设置方向z上位于比焊接部31靠竖立设置方向下方z1达高度h1的位置。高度h1例如能够设成0.2~5.0mm的范围内,在本例中,设成0.2~1.0mm的范围内。
24.如图4a所示,底部10具备进入侧壁部20的下端开口部41并与侧壁部20的内周面20a抵接的内周抵接部14。内周抵接部14构成为在侧壁部20的内周面20a中至少分别与相互对置的一对面抵接,在本例中,内周抵接部14与内周面20a的4个面全部抵接。
25.形成金属制箱体1的金属材料的厚度不特别限定,能够设为约0.1mm~约2.0mm。在本例中,如图5a所示,底部10的厚度t1是1.5mm,侧壁部20的厚度t2是1.0mm。而且,法兰部13的厚度t3能够设为0.5mm以上且小于底部10的厚度t1,在本例中厚度t3是0.5mm。即,法兰部13形成为比底部10的中央部更薄的壁。而且,法兰部13的宽度w即下端部12与法兰部13的阶梯差部15的宽度方向x的长度w能够设为0.5mm以上且小于侧壁部20的厚度t2,在本例中宽度w是0.8mm。
26.另外,如图5a所示,下端部12与法兰部13在竖立设置方向z上的距离t4,即下端部12与法兰部13的阶梯差部15的深度t4能够设为0.5mm以上且小于底部10的厚度t1,在本例中厚度t3是0.5mm。而且,内周抵接部14的在竖立设置方向z上的从法兰部13起的厚度t5能够设为0.5mm以上且小于底部10的厚度t1,在本例中厚度t5是0.5mm。
27.对本例的金属制箱体1的作用效果进行说明。在本例的金属制箱体1中,底部10和从其外周缘11竖立设置的侧壁部20之间的边界部分30所包括的焊接部31在侧壁部20的竖立设置方向下方z1的表面10a外露,底部10具有位于比焊接部31更靠竖立设置方向下方z1的下端部12,因此,即使从竖立设置方向下方z1进行焊接而形成焊接部31,焊接部31所包括的不规则的形状的焊缝也不会从底部10的下端部12向竖立设置方向下方z1突出。因此,在将金属制箱体1载置于载置面时,底部10的下端部12与载置面抵接,焊接部31的焊缝不与载置面抵接。由此,焊接操作性好,并且能够稳定地载置金属制箱体1。
28.另外,在本例中,底部10的外周缘11具有位于比底部10的下端部12更靠竖立设置方向上方z2的法兰部13,法兰部13和侧壁部20相互被焊接而形成了焊接部31。由此,能够将法兰部13作为焊接时的引导部进行利用,焊接的操作性得以提高。
29.另外,在本例中,法兰部13在底部10的外周缘11被形成为比底部10的中央部更薄的壁。由此,容易使法兰部13位于比底部10的下端部12更靠竖立设置方向上方z2的位置,法兰部13的成型的操作性得以提高。
30.另外,在本例中,下端部12在侧壁部20的竖立设置方向z上位于比焊接部31靠竖立设置方向下方z10.2~5.0mm的范围内的位置。由此,在载置了金属制箱体1时,焊接部31的焊缝不与载置面抵接,并且能够抑制金属制箱体1的底部10在竖立设置方向z上过度地变厚。
31.另外,在本例中,底部10具有与侧壁部20的内周面20a抵接的内周抵接部14。由此,在将底部10向侧壁部20焊接时,容易进行底部10的定位,接时的操作性得以提高。
32.另外,在本例中,虽然设为底部10具有内周抵接部14,但也可以取而代之,如图6a、图6b示出的变形例1所示,是底部10不具有内周抵接部14的构成。
33.另外,在本例中,虽然设为法兰部13与侧壁部20的侧壁下端部21的下端面21a抵接,但也可以代替该构成,如图7a、图7b示出的变形例2所示,是底部10的一部分进入到侧壁部20的下端开口部41内且法兰部13与侧壁部20的内周面20a抵接的构成。
34.作为进一步的变形例3,在变形例2的构成中,如图8a、图8b所示,还可以在侧壁部20中的下端开口部41附近的内周面20a形成有突起24。根据该变形例3,通过使法兰部13与突起24抵接,由此,能够容易地进行底部10在竖立设置方向z上的定位。
35.作为进一步的变形例4,如图9a、图9b所示,还可以是使法兰部13的前端向竖立设置方向下方z1侧弯曲的构成。在该变形例4中,在法兰部13的前端的内侧形成有凹部16,在使法兰部13的前端面13a与侧壁部20的下端面21a共面的状态下进行焊接。另外,即使在该变形例4中,也可以与图8a、图8b示出的变形例3相同地形成有突起24。
36.如上所述,根据本实施例1以及变形例1~4,能够提供一种焊接时的操作性好且能够稳定地载置于载置面的金属制箱体1。
37.(实施例2)在本例的金属制箱体1中,如图10所示,在底部10,中央部18的厚度t1与法兰部13的厚度t3成为相同厚度,均为1.0mm。在底部10,对金属板冲压加工,使外周缘11向竖立设置方向上方z2侧折曲而形成阶梯差部15,并且形成了法兰部13。由此,法兰部13具有向竖立设置方向上方z2折曲的同时向底部10的俯视时的外侧即宽度方向x以及进深方向y折曲的弯曲部
131。另外,在本例中,对与实施例1相同的构成赋予相同的符号,并省略其说明。
38.根据本例的金属制箱体1,通过具有弯曲部131,由此能够以简易的结构使法兰部13位于比底部10的下端部12更靠竖立设置方向上方z2的位置,法兰部13的成型性得以提高。而且,即使在本例中,也起到与实施例1的情况同等的作用效果。
39.另外,如图11a、图11b示出的变形例5所示,还可以在实施例2的构成中的底部10设置与侧壁部20的内周面20a抵接的内周抵接部14。该内周抵接部14能够设为与实施例1的情况相同的构成。
40.另外,如图12a、图12b示出的变形例6所示,还可以是实施例2的构成中的底部10的一部分进入到侧壁部20的下端开口部41内且法兰部13与侧壁部20的内周面20a抵接的构成。
41.另外,作为进一步的变形例7,在变形例6的构成中,还可以如图13a、图13b所示在侧壁部20的下端开口部41附近的内周面20a突出形成有突起24。根据该变形例7,通过使法兰部13与突起24抵接,由此,能够容易地进行底部10在竖立设置方向z上的定位。
42.另外,作为变形例8,如图14a、图14b所示,还可以是使实施例2的构成中的法兰部13的前端向竖立设置方向下方z1侧弯曲的构成。在该变形例8中,在法兰部13的前端的内侧形成有凹部16,在使法兰部13的前端面13a与侧壁部20的下端面21a共面的状态下进行焊接。另外,即使在该变形例8中,也可以与图13a、图13b示出的变形例7相同地突出形成有突起24。
43.另外,作为进一步的变形例9,还可以如图15a、图15b所示,将底部10设为平板状,并且设置从底部10向竖立设置方向下方z1突出的突出部121来作为底部10的下端部12。在本例中,突出部121在底部10的外周缘11的内侧的位置沿着外周缘11整周地形成。突出部121的高度不特别限定,例如,能够设为0.5~2.0mm的范围内。而且,在底部10的外周缘11的端面11a与侧壁部20的内周面20a抵接的状态下,两者从底部10的下方朝向竖立设置方向上方z2被焊接。另外,还可以代替将突出部121整周地形成,而在底部10的四角分别设置。另外,即使在该变形例9中,也可以与图13a、图13b示出的变形例7相同地突出形成有突起24。
44.在本变形例9的金属制箱体1中,如图15a、图15b所示,底部10的下端部12由向竖立设置方向下方z1突出而成的突出部121构成。由此,在将金属制箱体1载置于载置面时,底部10的作为下端部12的突出部121可靠地抵接于载置面,因此,能够可靠地防止焊接部31与载置面抵接,并且能够进一步提高载置该金属制箱体1时的稳定性。
45.与实施例1的情况相同地,通过本实施例2以及变形例5~9,也能够提供一种焊接时的操作性好并且能够稳定地载置于载置面的金属制箱体1。
46.(实施例3)另外,虽然在实施例2中分别单独地准备出底部10和侧壁部20,并将两者通过焊接进行连接,但是,代替该构成,在实施例3中如图16a所示,在焊接前的金属制箱体的展开体1a中,由底部10和侧壁部20连在一起的金属板构成,底部10的一边经由折曲部32与侧壁部20相连。而且,如图16b所示,对于底部10,由折曲部32进行折曲的同时,使法兰部13与侧壁部20的侧壁下端部21重叠并如箭头l所示照射激光,如图16c所示,对底部10和侧壁部20进行焊接而形成焊接部31。
47.如图16c所示,本实施例的金属制箱体1中,底部10和侧壁部20的边界部分30包括
焊接部31和折曲部32。而且,边界部分30之中的焊接部31位于比底部10的下端部12更靠竖立设置方向上方z2的位置,因此,起到与实施例1、2的情况同等的作用效果。
48.本发明并不限定于上述各实施例以及变形例,在不脱离其主旨的范围中能够应用于各种实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1