组合工具以及用于此类钻孔/倒角工具的钻头的制作方法
1.本发明涉及一种组合工具,具体而言是钻孔/倒角工具,其具有沿着旋转轴线在纵向方向上延伸的钻头且具有夹紧套筒,所述夹紧套筒被设计成接收钻头且以可变长度紧固钻头,所述夹紧套筒还具有用于切削刀片的保持座,其中钻头具有设置有凹槽的切削区域,并且所述凹槽以扭转角成螺旋形延伸,其中具有弯曲周边表面的成螺旋形延伸的钻头背面形成于两个凹槽之间,并且所述钻头背面中的至少一个部分地平坦化以形成用于切削刀片的平坦的调节表面。本发明还涉及用于此类组合工具的此类钻头。
背景技术:
2.在本发明中,“组合工具”是指组合的工具,其由钻头和布置在钻头周边的额外切削刀片组成,所述切削刀片例如是倒角刀片(chamfering insert)、锪削刀片(countersinking insert)或铰孔刀片(reaming insert)等。在组合工具中,提供长度调节,使得对于机械加工操作,能可变地调节钻头的钻头切削刃与切削刀片的切削刃之间在纵向方向上的距离。在这种情况下,“可调节”具体是指在钻头的至少一半标称直径的纵向方向上的可调节性。
3.此类钻孔/倒角工具以及此类钻头可在us 8142115b2中找到。在从所述专利已知的工具中,调节表面平行于纵向方向延伸,并且允许在夹紧套筒内进行钻头的可变长度调节和紧固。
4.此类钻孔/倒角工具用于钻孔,且同时用于形成倒角或对在一个工作过程中形成的钻孔进行锪削处理。例如,倒角或锪削区域用于接收螺钉的螺钉头或接收铆钉头。
5.切削刀片所附接到的夹紧套筒的可变长度调节允许相同的工具用于不同的应用,且特别用于不同的钻孔深度。
6.在先前描述的钻孔/倒角工具中,例如,钻头上的调节表面用于但不一定必须用于抵接切削刀片。由于平坦化,切削刀片的切削刃可以朝向中心径向地进一步引导。然而,仅可能进行有限长度的调节。
技术实现要素:
7.由此继续,本发明所基于的任务是指定组合工具和用于此类组合工具的钻头,其中有可能在最大可能范围内进行长度调节。
8.根据本发明,所述任务借助于组合工具、具体而言是钻孔/倒角工具来实现,所述工具具有沿着旋转轴线在纵向方向上延伸的钻头且具有夹紧套筒,所述夹紧套筒被设计成接收钻头且以可变长度紧固钻头。夹紧套筒具有用于例如倒角工具等切削刀片的保持座。钻头包括设置有凹槽的切削区域,其中凹槽以扭转角成螺旋形延伸。在两个相邻凹槽之间,对应地形成具有弯曲周边表面的成螺旋形延伸的钻头背面。至少一个、替代地若干或所有钻头背面部分地平坦化,使得形成调节表面。调节表面成螺旋形延伸,即,也以扭转角延伸。这应理解为意指边界线,即表面的横向界定线,成螺旋形延伸且因此沿着螺旋线延伸。
9.术语“部分地”应理解为意指平坦化至少是在钻头背面的长度子区域上延伸。
10.术语“平坦化”通常理解为意指具体地当在垂直于旋转轴线的横截面中观察时调节表面上(每个)点到旋转轴线的距离小于从钻头背面、具体地从钻头背面的弯曲周边线到旋转轴线的距离。
11.切削刀片具有侧表面,所述侧表面面对组装状态下的调节表面。例如,此侧表面是组装状态下切削刀片抵靠调节表面的抵接表面。优选地,在组装状态下形成切削刀片、即此侧表面与调节表面之间的间隙。为了精确对准切削刀片,特别是在这种情况下,在夹紧套筒上形成用于切削刀片的限定的抵接轮廓或抵接表面。夹紧套筒上的此抵接表面优选地平行于工具纵向轴线且因此平行于旋转轴线延伸。替代地,其与旋转轴线成一定角度对准。
12.当在垂直于旋转轴线的横截面中观察时,朝向调节表面定向的切削刀片的侧表面优选地平行于调节表面延伸,且具体地设计成平面表面。
13.当也在垂直于旋转轴线的横截面中观察时,调节表面优选地设计成线性地延伸。替代地,其是弯曲的。
14.切削刀片一般可沿着调节表面移动。在优选实施例中,切削刀片的侧面或抵接表面设计成平面表面,例如,所述平面表面在组装状态下平行于调节表面延伸且抵靠调节表面。
15.根据本发明,所述任务另外借助于用于组合工具、具体而言用于钻孔/倒角工具的钻头实现,所述钻头包括设置有凹槽的切削刀片,其中所述凹槽以扭转角成螺旋形延伸,并且具有弯曲周边表面的成螺旋形延伸的钻头背面形成于两个凹槽之间,其中所述钻头背面中的至少一个部分地平坦化以形成成螺旋形延伸的平坦的调节表面。
16.凹槽的扭转角是不等于零的角。通常,扭转角>5
°
,且进一步优选地>10
°
,并且通常在25
°
与45
°
之间的范围内。
17.成螺旋形延伸的调节表面的特殊优点在于,与平行于纵向方向定向的调节表面相比,当在纵向方向上观察时,调节表面可设计成总体上显著更长,使得产生可能进行长度调节的最大可能长度范围。这尤其提供了相对较大、甚至是常规扭转角可用于凹槽并且同时仍产生足够大的轴向调节范围的优点。
18.在现有技术已知的设计中,扭转角限制调节范围。对于足够的调节范围,在已知设计中需要凹槽的特殊的极低扭转角。
19.适当地,设置调节表面以与凹槽相同的扭转角延伸。因此,调节表面实际上平行于凹槽延伸。确切地,调节表面在其整个长度上具有恒定的宽度。替代地,调节表面具有与凹槽不同的扭转角。例如,通过后续研磨过程引入调节表面。
20.在优选实施例中,调节表面逐渐变细,进入凹槽之一中。确切地,其逐渐变细,进入前导凹槽中。前导凹槽是在操作期间沿预期旋转方向布置在钻头背面之前的凹槽。当在周边方向上观察时,调节表面因此具有径向内端,所述径向内端逐渐变细,进入前导凹槽中。因此,切削刀片及其切削刃通常也可以在一定程度上延伸到凹槽中。
21.正如上文已经提到的,具体通过研磨另外弯曲的钻头背面来产生调节表面。在这样做时,当在周边方向上观察时,从前导凹槽开始研磨钻头背面的仅一个子区域。当在周边方向上观察时,钻头背面的常规圆形区域因此仍然邻接平坦化区域。因此,当在横截面中观察时,形成调节表面的平坦化区域仅覆盖钻头背面的整个预定角度范围的一部分。例如,其
覆盖钻头背面的整个角度范围的至少25%,且覆盖例如30%到60%。例如,在具有两个凹槽的钻头的实施例中,由钻头背面覆盖的整个角度范围通常在80
°
与120
°
之间,这取决于凹槽的设计。因此,平坦化调节表面通常覆盖总共30
°
与60
°
之间的角度范围。
22.此外,调节表面的定向选择为当在横截面中观察时,所述调节表面与弯曲周边表面围封优选钝角,所述角具体在80
°
或90
°
到160
°
的范围内,并且特别是在115
°
到145
°
的范围内。在这种情况下,角度测量为调节表面与在调节表面和弯曲周边表面相接的点处弯曲周边表面的切线之间的内部角度。
23.由于所选择的钝角,因此调节表面的表面法线定向成与径向方向成倾斜角。因此,调节表面的宽度总体上选择为尽可能大。
24.调节表面在纵向方向上延伸并且包括前端,所述前端朝向钻头的钻头尖端定向,并且在所述前端处所述调节表面具体经由阶状物过渡到弯曲周边表面中。
25.另外,调节表面在纵向方向上在优选地为钻头的标称直径的倍数的长度上延伸。例如,所述长度是标称直径的至少两倍,且例如大于标称直径的三倍或四倍。原则上,存在将调节表面引入到钻头背面直到钻头尖端或几乎钻头尖端的可能性。为了确保可靠的钻孔结果,调节表面在钻头尖端之前的至少一倍、优选地至少两倍标称直径处终止。然而,调节表面优选地为切削区域的总长度的至多70%。术语“切削区域”应理解为意指设置有凹槽的钻头的区域。
26.术语“钻头尖端”在本发明中是指在其中形成用于钻孔过程的主刀片的钻头正面。标称直径是相应主刀片的径向最外切角到钻头的旋转轴线的距离的两倍。
27.在有利的开发中,扭转角选择为>5
°
且具体地>20
°
,且具体地在20
°
到45
°
的范围内。因此,使用有利于高效芯片传输的常规扭转角。同时,实现最大可能的调节长度。
28.除了夹紧套筒在纵向方向上沿着钻头的轴向移动之外,长度调节一般还需要夹紧套筒的旋转移动,使得附接到夹紧套筒的切削刀片定向在相对调节表面的限定角位置。
29.根据第一设计变型,提供夹紧套筒的自由可旋转性。因此,夹紧套筒本身可以围绕此设计变型中的钻头自由旋转。如果切削刀片附接在夹紧套筒的保持座中,则通常经由切削刀片提供某种引导,因为切削刀片具有抵接侧,所述抵接侧平行于调节表面延伸并且抵靠调节表面或与调节表面仅略微间隔开。为了避免切削刀片、且具体地此抵接侧与钻头背面的圆形区段的碰撞,因此需要使夹紧套筒围绕旋转轴线旋转,即具体地根据调节表面的扭转角旋转。
30.在有利的开发中,在引导元件的帮助下,在钻头与夹紧套筒之间提供与自由可调节性相反的强制引导。这意味着钻头和夹紧套筒由引导元件以机械方式强制性地引导在一起,其方式为使得在夹紧套筒相对于钻头的长度调节的情况下,执行夹紧套筒围绕旋转轴线且因此围绕钻头的旋转移动。这具体通过对应引导销接合的引导凹槽来完成。优选地,引导凹槽形成于钻头上,且引导销形成于夹紧套筒的内部上。在这种情况下,引导凹槽同样适当地成螺旋形延伸,即具体地,以与调节表面相同的扭转角延伸。
31.在优选实施例中,引导元件、即具体地引导凹槽,也形成于钻头的钻头背面中的一个上。这原则上可以是形成调节表面的钻头背面。然而,优选地,其是在其上不形成调节表面的另一钻头背面。
32.总的来说,调节表面仅形成于一个钻头背面上。引导元件适当地仅形成于一个钻
头背面上。
33.对于夹紧套筒中的钻头的夹紧和紧固,夹紧套筒例如以膨胀卡盘的方式设计,或包括例如夹紧螺钉等具体径向紧固元件。在优选实施例中,其具有带槽套筒轴,所述带槽套筒轴被设计成接收到工具保持器中,其中经由工具保持器施加夹紧力。确切地,使用如de 102017210986a1中描述的夹紧套筒。
附图说明
34.下文基于附图更详细地解释本发明的示例性实施例。这些图部分地示出了简化的图示:
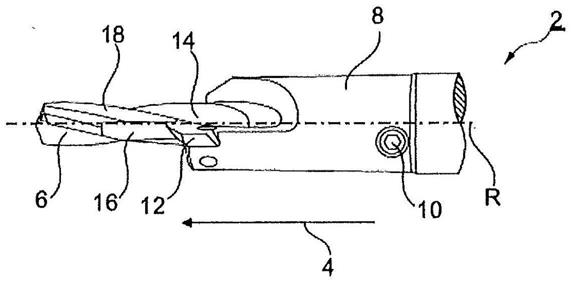
35.图1根据现有技术的钻孔/倒转工具的侧视图,
36.图2根据本发明的钻头的透视图,
37.图3a根据图3b的沿着剖面线a
‑
a穿过钻头的横截面的截面图,
38.图3b根据本发明的钻头的侧视图,
39.图4用于接收和紧固钻头的夹紧套筒的透视图。
具体实施方式
40.图1所示的组合工具2被设计为钻孔/倒角工具。其沿着旋转轴线r在纵向方向4上延伸。所述组合工具包括在纵向方向4上延伸的钻头6,以及夹紧套筒8。夹紧套筒8用于接收和紧固钻头6,即,将所述钻头固定在限定长度位置处。在现有技术中,有可能对钻头6进行可变长度调节和紧固。例如,借助于径向夹紧螺钉10进行夹紧。在其前端,夹紧套筒另外包括切削刀片12,所述切削刀片被设计为具有切削刃的倒角工具。在示例性实施例中,切削刃倾斜于纵向方向4或替代地垂直于所述纵向方向定向。其用于在使用钻头6形成的钻孔末端形成倒角/斜面或甚至是加宽的锪削孔。切削刀片12包括抵接侧(未更详细地描述),所述抵接侧平行于纵向方向且因此也平行于调节表面16延伸。切削刀片12布置在保持座38中(这点参见图4)。
41.钻头6是带槽钻头6,即具有凹槽14的钻头。确切地,提供了两个凹槽,所述凹槽被设计成以扭转角γ成螺旋形延伸(这点参考图3b)。还可以看到调节表面16。根据现有技术,图1所示的钻头中的所述调节表面平行于纵向方向4延伸。其并入到形成于凹槽14之间的钻头背面18中的一个中。
42.图2示出根据本发明的钻头6。其也在纵向方向4上延伸,并且包括后轴区域20,所述后轴区域邻接设置有凹槽14的切削区域22。在其前端,钻头具有钻头尖端24。在所述钻头尖端上形成用于钻孔过程的主刀片。从前侧主刀片开始,凹槽14在切削区域的长度上延伸。
43.在根据本发明的钻头中,调节表面16还被设计为钻头背面18的平坦化局部表面。在根据本发明的钻头6中,调节表面16成螺旋形延伸,即具体地,以凹槽14也如此定向的相同扭转角γ成螺旋形延伸。此处,扭转角γ由凹槽的倾斜/定向或调节表面相对于纵向方向4的横向界定线确定,如侧视图所示(这点参考图3b)。
44.调节表面16被设计成平坦的。这具体应理解为意指所述调节表面在其表面的每个点处由两个线性矢量跨越,其中一个矢量平行于纵向方向4延伸且另一矢量垂直于纵向方向4延伸。通常,调节表面采用螺旋平坦侧的设计方式。与普通钻头背面18相比,它不具有曲
率,尤其不具有凸形弯曲表面区域。
45.具体地,调节表面16在钻头背面18的后端处开始,并且优选地经由切削区域20的较大子区域在纵向方向4上延伸。例如,调节表面16在切削区域20的长度的30%至70%上延伸;在示例性实施例中,调节表面16在切削区域22的长度的大致50%上延伸。
46.调节表面16在其整个长度上具有优选地恒定的宽度或至少大致恒定的宽度。这意味着其横向界定边界线均彼此平行地延伸。
47.具体地,通过研磨两个钻头背面18中的一个来形成调节表面16。调节表面16的位置和定向具体从图3a可见。如从此图可见,调节表面16在一侧上逐渐变细,进入前导凹槽14中。在其相对边缘上,所述调节表面过渡到钻头背面18的弯曲周边侧26中。尤其利用切线28,使用所述调节表面,其围封钝角α,在示例性实施例中为大致135
°
。
48.还可以看出,调节表面16覆盖角度范围β1,所述角度范围是钻头背面18所覆盖的总角度范围β的大致一半。
49.在优选实施例中,钻头2还具有引导凹槽29,所述引导凹槽在图3a中以举例方式指示。此引导凹槽29为夹紧套筒8提供强制引导。将引导凹槽29引入到与将调节表面16引入其中的钻头背面18相对的钻头背面18中。引导凹槽29从外部引入周边侧26中,并且以与凹槽14相同的扭转角γ成螺旋形延伸。此处未示出的引导销接合在此引导凹槽29中,且形成于夹紧套筒8的内部上。引导凹槽29和引导销限定夹紧套筒8在钻头6上的强制引导,使得在夹紧套筒8沿着钻头6的纵向移动中,夹紧套筒8自动旋转。
50.如图3a中也可看到,钻头6一般还具有冷却通道30,在每个钻头背面18中分别延伸一个冷却通道。因此,冷却通道30也成螺旋形延伸。
51.此外,借助于图3a中的截面图可以看到,与具有钻头标称直径d的圆形相比,两个钻头背面18的周边侧略微径向凹入。
52.两个钻头背面18在朝向前导凹槽14定向的一侧上各自仅具有一个支撑倒角32,所述支撑倒角通常具备侧刀片。标称直径d由钻头6的端部上的主刀片限定。
53.支撑倒角32在调节表面16的区域中被移除且不存在。
54.图4还示出优选的夹紧套筒8。其对应于de 10 2017 210 986 a1中描述的已知夹紧套筒。所述夹紧套筒包括后部带槽夹紧轴34以及前部加工头36,在所述前部加工头中形成用于接收切削刀片12的保持座38。保持座38被设计成高度准确地接收切削刀片12。切削刀片12和切削刃13即使相对于调节表面16的布置和定向都与关于图1所描述的类似。
55.总的来说,夹紧套筒8包括圆柱形插座,钻头可以可变长度插入到所述圆柱形插座中。图4中所示的夹紧套筒8由工具保持器接收并夹紧在其中。同时,钻头6也经由带槽夹紧套筒夹紧。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1