带耳部的冲模及其动作方法与流程
1.本公开涉及在对板状的工件(金属板)进行箱弯曲等弯曲加工时使用的带耳部的冲模、以及用于使带耳部的冲模动作的方法。
2.在基于折弯机的弯曲加工的领域中,有时将板状的工件的多个被弯曲部依次折弯,进行金属板w的箱弯曲,由此制作具有横凸缘(内凸缘)的箱状的产品。在对工件进行箱弯曲时,为了避免与工件或产品的横凸缘的干涉而使用带耳部的冲模。带耳部的冲模保持在冲头支架上,该冲头支架固定于折弯机的上部工作台的下端部。
3.带耳部的冲模具备:固定冲头,其具有相对于铅垂方向倾斜的倾斜部;以及可动冲头,其以能够向沿着倾斜部的方向升降的方式设置于固定冲头。可动冲头具有向宽度方向外侧伸出的耳部。另外,带耳部的冲模大致分为两种类型。第一类型的带耳部的冲模构成为,在与工件接触之前,可动冲头相对于固定冲头向下方突出(参照专利文献1及专利文献2)。第二类型的带耳部的冲模构成为,在与工件接触之前,可动冲头的前端部与固定冲头的前端部匹配(参照专利文献3)。
4.第一类型的带耳部的冲模具备连结固定冲头和可动冲头的连结连杆。连结连杆的一端部旋转自如地连结于固定冲头,连结连杆的另一端部旋转自如地连结于可动冲头。另外,第一类型的带耳部的冲模构成为,当可动冲头的前端部通过上部工作台的下降动作而与工件接触时,可动冲头相对于固定冲头相对地上升,直至可动冲头的前端部与固定冲头的前端部匹配。
5.并且,在第一类型的带耳部的冲模中,在刚将工件的被弯曲部折弯之后,若通过上部工作台的上升动作而使固定冲头上升,则可动冲头一边因其自重而相对于固定冲头相对地下降,一边以避免耳部与横凸缘的干涉的方式向宽度方向内侧移动。由此,即使横凸缘位于耳部的正上方,也能够避免耳部与横凸缘的干涉,并且将带耳部的冲模从工件或者产品拔出(参照专利文献1以及专利文献2)。
6.第二类型的带耳部的冲模具备:气缸,其设置于固定冲头,且具有能够向沿着固定冲头的倾斜部的方向升降的可动件;以及钩部件,其设置于可动件且能够从下方卡定于可动冲头的被卡定部。气缸在使钩部件卡定于可动冲头的被卡定部的状态下,使可动冲头向沿着固定冲头的倾斜部的方向相对于固定冲头相对地升降。第二类型的带耳部的冲模构成为,在与工件接触之前,在使钩部件卡定于可动冲头的被卡定部的状态下,可动冲头的前端部与固定冲头的前端部匹配。
7.而且,在第二类型的带耳部的冲模中,在刚将工件的被弯曲部折弯之后且横凸缘位于耳部的正上方的情况下,首先,通过气缸的驱动使可动件下降,解除钩部件与被卡定部的卡定状态。之后,若通过上部工作台的上升动作而固定冲头上升,则可动冲头由于其自重而相对于固定冲头相对地下降,并且以避免耳部与横凸缘的干涉的方式向宽度方向内侧移动。由此,能够避免耳部与横凸缘的干涉,并且将带耳部的冲模从工件或者产品拔出(参照专利文献3)。
8.另外,作为与本公开有关的现有技术,除了专利文献1至专利文献3以外,还有专利
文献4至专利文献8所示的技术。
9.现有技术文献
10.专利文献
11.专利文献1:日本特开2004-58106号公报
12.专利文献2:日本特开2002-178038号公报
13.专利文献3:日本特开2018-20335号公报
14.专利文献4:日本特开2015-3330号公报
15.专利文献5:日本特开2007-203310号公报
16.专利文献6:日本专利第4672868号公报
17.专利文献7:日本专利第5947861号公报
18.专利文献8:日本特开2016-112667号公报
技术实现要素:
19.然而,在第一类型的带耳部的冲模中,在折弯机装备有光学式安全装置(参照专利文献4以及专利文献5等)的情况下,可动冲头遮挡来自光学式安全装置的投光器的监视光。因此,无法进行基于光学式安全装置的监视动作,与此相伴,上部工作台只能以低速下降。
20.另外,在第二类型的带耳部的冲模中,虽然可动冲头不遮挡来自光学式安全装置的投光器的监视光,但是使可动冲头相对于固定冲头相对地升降的气缸成为必须的结构要素。因此,带耳部的冲模大型化,并且包含向气缸供给空气的空气配管的带耳部的冲模的结构复杂化。
21.即,存在如下问题:在抑制带耳部的冲模的大型化以及结构的复杂化的同时,在折弯机装备有光学式安全装置的情况下,难以稳定地进行光学式安全装置的监视动作。
22.因此,本公开的目的在于提供一种带耳部的冲模及其动作方法,在从结构要素中除去致动器、且折弯机装备有光学式安全装置的情况下,不会遮挡来自光学式安全装置的投光器的监视光。
23.根据一个或一个以上的实施方式的第一方案,提供一种带耳部的冲模,其具备:固定冲头,其具有相对于铅垂方向倾斜的倾斜部;可动冲头,其以能够在沿着所述倾斜部的方向上升降的方式设置于所述固定冲头,且具有向宽度方向外侧伸出的耳部;连动部件,其与所述可动冲头的相对的升降动作连动;动作部件,其能够在宽度方向上移动地设置于所述固定冲头,并通过外部操作部件的移动动作(移动操作)而在宽度方向上移动,且具有能够与所述连动部件抵接的抵接件,该动作部件用于进行所述可动冲头的相对的升降动作;以及施力部件,其以所述抵接件与所述连动部件抵接的方式对所述动作部件向宽度方向内侧施力。带耳部的冲模在与板状的工件接触之前,在使所述抵接件与所述连动部件抵接的状态下,所述可动冲头的前端部与所述固定冲头的前端部匹配。
24.根据一个或一个以上的实施方式的第二方案,提供一种带耳部的冲模的动作方法,该带耳部的冲模具备:固定冲头,其具有相对于铅垂方向倾斜的倾斜部;可动冲头,其以能够在沿着所述倾斜部的方向上升降的方式设置于所述固定冲头,且具有向宽度方向外侧伸出的耳部;连动部件,其与所述可动冲头相对于所述固定冲头的相对的升降动作连动;动作部件,其能够在宽度方向上移动地设置于所述固定冲头,且具有能够与所述连动部件抵
接的抵接件,并且用于进行所述可动冲头的相对的升降动作;以及施力部件,其以所述抵接件与所述连动部件抵接的方式对所述动作部件向宽度方向内侧施力,其中,在将板状工件(金属板)的被弯曲部刚折弯之后且工件或产品的横凸缘(内凸缘)位于所述耳部的正上方的情况下,在使所述带耳部的冲模相对于压模相对地上升时,通过外部操作部件的移动动作使所述动作部件抵抗所述施力部件的作用力而向宽度方向外侧移动,从而所述可动冲头一边因其自重而相对于所述固定冲头相对地下降,一边以避免所述耳部与横凸缘的干涉的方式向宽度方向内侧移动。
25.根据一个或一个以上的实施方式,能够抑制所述带耳部的冲模的大型化以及结构的复杂化,并且在折弯机装备了所述光学式安全装置的情况下,稳定地进行所述光学式安全装置的监视动作。
附图说明
26.图1是实施方式的箱弯曲用冲模组及其周边的主视图。
27.图2是实施方式的箱弯曲用冲模组及其周边的左侧视图。
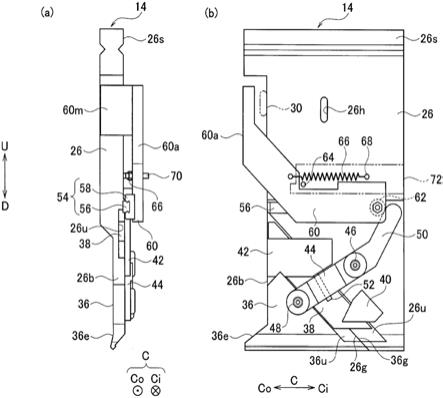
28.图3(a)是实施方式的带耳部的冲模的侧视图,图3(b)是实施方式的带耳部的冲模的主视图。图3(a)及图3(b)分别表示可动冲头位于固定冲头上的上升端的状态。
29.图4(a)是实施方式的带耳部的冲模的侧视图,图4(b)是实施方式的带耳部的冲模的主视图。图4(a)及图4(b)分别表示可动冲头位于固定冲头上的下降端的状态。
30.图5(a)是实施方式的带耳部的冲模的立体图,表示可动冲头位于固定冲头上的上升端的状态。图5(b)是实施方式的带耳部的冲模的立体图,表示可动冲头位于固定冲头上的下降端的状态。
31.图6(a)、图6(b)、图6(c)及图6(d)是说明带耳部的冲模的动作方法的图。
32.图7(a)、图7(b)、图7(c)及图7(d)是说明带耳部的冲模的动作方法的图。
33.图8(a)、图8(b)、图8(c)及图8(d)是说明带耳部的冲模的动作方法的图。
34.图9(a)、图9(b)及图9(c)是说明带耳部的冲模的动作方法的图。
35.图10(a)、图10(b)及图10(c)是说明带耳部的冲模的动作方法的图。
具体实施方式
36.以下,参照图1至图10对实施方式进行说明。
37.此外,在本技术的说明书和权利要求书中,“设置”除了直接设置之外,还包括经由其他部件间接地设置的意思。另外,“宽度方向”是指带耳部的冲模的宽度方向、或者箱弯曲用冲模组的宽度方向,是指作为水平方向的一个的左右方向。“宽度方向外侧”是指宽度方向的一侧且远离带耳部的冲头的中心侧的方向。“宽度方向内侧”是指宽度方向的一侧且宽度方向外侧的相反方向。在附图中,“ff”是指前方向,“fr”是指后方向,“c”是指宽度方向,“co”是指宽度方向外侧,“ci”是指宽度方向内侧,“l”是指左方向,“r”是指右方向,“u”是指上方向,“d”是指下方向。
38.如图1以及图2所示,实施方式所涉及的箱弯曲用冲模组10在通过与压模12的协作来进行板状的工件(金属板)w的箱弯曲(弯曲加工的一个例子)时使用。换言之,箱弯曲用冲模组10在制作通过工件w的箱弯曲而具有横凸缘(内凸缘)mf的箱状的产品m时使用。箱弯曲
用冲模组10由一对带耳部的冲模14和配置在一对带耳部的冲模14之间的中间冲模16构成。箱弯曲用冲模组10被保持在冲头支架20上,该冲头支架20固定于折弯机的上部工作台18的下端部。压模12保持于模座24,该模座24固定于折弯机的下部工作台22的上端部。
39.接着,对箱弯曲用冲模组10中的带耳部的冲模14的具体结构进行说明。
40.如图2至图5所示,带耳部的冲模14具备固定冲头26。固定冲头26在其基端侧(上端侧)具有被冲头支架20保持的柄部26s。固定冲头26在前端侧(下端侧)的宽度方向外侧具有相对于铅垂方向倾斜的倾斜部(倾斜面)26g。在固定冲头26上,沿着倾斜部26g形成有凹陷的台阶部26u。另外,在固定冲头26的倾斜部26g的上端形成有向下方向突出的突起部26b。在固定冲头26的柄部26s的附近形成有用于使冲模更换单元28中的模具保持部件30卡定的卡定孔26h。
41.在此,冲模更换单元28以能够向左右方向移动的方式设置于上部工作台18的背面侧,并且相对于冲头支架20进行带耳部的冲模14等的冲模的更换。包括模具保持部件30的冲模更换单元28由专利文献6及专利文献7所示的公知的结构构成。包括模具保持部件30的冲模更换单元28通过作为保持冲模的左右方向用移动致动器的伺服电动机32的驱动而相对于上部工作台18向左右方向移动。模具保持部件30通过作为前后移动致动器的气缸34的驱动而相对于上部工作台18向前后方向移动(参照图2)。
42.如图3至图5所示,在固定冲头26的倾斜部26g上以能够向沿着倾斜部26g的方向升降的方式设置有可动冲头36。可动冲头36具有与固定冲头26的倾斜部26g接触对置的对方倾斜部(对方倾斜面)36g。可动冲头36在其前端侧(下端侧)具有向宽度方向外侧伸出的耳部36e。另外,可动冲头36在固定冲头26上的上升端与下降端之间在沿固定冲头26的倾斜部26g的方向上相对于固定冲头26相对地升降。当可动冲头36位于固定冲头26上的上升端时,可动冲头36的前端部与固定冲头26的前端部匹配。当可动冲头36位于固定冲头26上的上升端时,与固定冲头26的突起部26b抵接。换言之,固定冲头26的突起部26b具有作为限制可动冲头36的相对的升降动作的止动件的功能。
43.在可动冲头36上,沿着对方倾斜部36g形成有凹陷的台阶部36u。在可动冲头36的台阶部36u,经由多个安装螺栓(省略图示)一体地设置有与固定冲头26的台阶部26u滑动接触的滑动接触板38。滑动接触板38也可以理解为可动冲头36的一部分。另外,在固定冲头26的台阶部26u侧的远离突起部26b的一侧,设置有将滑动接触板38的下端侧保持为能够滑动接触的第一保持板40。在固定冲头26的台阶部26u侧的靠近突起部26b的一侧,设置有将滑动接触板38的上端侧保持为能够滑动接触的第二保持板42。
44.带耳部的冲模14具备连结固定冲头26和可动冲头36的连结连杆44。连结连杆44的一端部经由连结销46以能够旋转的方式连结于固定冲头26,连结连杆44的另一端部经由连结销48以能够旋转的方式连结于可动冲头36。另外,也可以代替带耳部的冲模14具备连结连杆44,而如专利文献3所示,在固定冲头26设置引导板(省略图示)且在引导板上形成与固定冲头26的倾斜部26g平行的引导孔(省略图示)。在该情况下,在可动冲头36设置被引导板的引导孔引导的引导辊(省略图示)。
45.在连结连杆44的一端部一体地设置有与可动冲头36的相对的升降动作连动而向宽度方向移动的连动部件50。换言之,连动部件50经由连结连杆44连结于可动冲头36。连动部件50通过可动冲头36的相对的上升动作而向宽度方向内侧连动地移动。连动部件50通过
可动冲头36的相对的下降动作而向宽度方向外侧连动地移动。连动部件50由与连结连杆44共通的部件构成。连动部件50也能够理解为连结连杆44的一部分。此外,如上所述,在带耳部的冲模14具备引导板以及引导辊来代替连结连杆44的情况下,将连动部件50连结于可动冲头36或者引导辊的辊轴。
46.在连结连杆44的中间部设置有抵接螺钉52。当可动冲头36位于固定冲头26上的下降端时,抵接螺钉52与第一保持板40抵接。第一保持板40具有作为限制可动冲头36的相对的下降动作的止动件的功能。
47.在固定冲头26的表面设置有lm(linear motion:直线运动)引导件54。lm引导件54具有:lm导轨56,其设置于固定冲头26的表面且沿宽度方向延伸;以及lm块体58,其以能够沿宽度方向移动的方式设置于lm导轨56。另外,在lm块体58上以能够向宽度方向移动的方式设置有用于进行可动冲头36的相对的升降动作的动作部件60。换言之,在固定冲头26的表面,动作部件60设置成能够经由lm引导件54向宽度方向移动。
48.动作部件60在其宽度方向外侧具有向上方向延伸的臂部60a。动作部件60在臂部60a的前端侧具有用于使作为外部操作部件的模具保持部件30抵接的平板状的被操作部60m。被操作部60m位于与固定冲头26的卡定孔26h相同的高度位置。动作部件60在使模具保持部件30与被操作部60m抵接的状态下,通过模具保持部件30的左右方向的移动动作而向宽度方向移动。模具保持部件30在通过气缸34的驱动而向前方向移动的状态下,通过伺服电动机32的驱动而向左方向或者右方向移动,从而与被操作部60m抵接。另外,代替具有用于使动作部件60与模具保持部件30抵接的被操作部60m,也可以具有用于使模具保持部件30卡定的被操作部(省略图示)。
49.动作部件60在其宽度方向内侧具有凸轮从动件62,其作为能够与连动部件50抵接的抵接件。凸轮从动件62构成动作部件60的一部分。凸轮从动件62能够绕与宽度方向正交的水平轴心旋转。另外,在固定冲头26设置有限制动作部件60的宽度方向外侧的移动的销状的止动件64,止动件64能够与动作部件60的一部分抵接。
50.在固定冲头26与动作部件60之间设置有作为施力部件的拉伸弹簧66,拉伸弹簧66以凸轮从动件62与连动部件50抵接的方式向宽度方向内侧对动作部件60施力。拉伸弹簧66的一端部经由止动螺钉68固定于固定冲头26,拉伸弹簧66的另一端部经由止动螺钉70固定于动作部件60。另外,在动作部件60设置有保护拉伸弹簧66的保护罩72。另外,带耳部的冲模14也可以代替具备拉伸弹簧66作为施力部件,而具备压缩弹簧(省略图示)或聚氨酯等弹性体(省略图示)。
51.带耳部的冲模14构成为,在与工件w接触之前,在利用拉伸弹簧66的作用力使凸轮从动件62与连动部件50抵接的状态下,可动冲头36位于固定冲头26上的上升端。换言之,带耳部的冲模14构成为,在与工件w接触之前,在利用拉伸弹簧66的作用力使凸轮从动件62与连动部件50抵接的状态下,可动冲头36的前端部与固定冲头26的前端部匹配。
52.带耳部的冲模14构成为,动作部件60抵抗拉伸弹簧66的作用力而向宽度方向外侧移动,在可动冲头36刚位于固定冲头26上的下降端之后,止动件64与动作部件60的一部分抵接。换言之,带耳部的冲模14构成为,动作部件60抵抗拉伸弹簧66的作用力而向宽度方向外侧移动,在可动冲头36刚位于固定冲头26上的下降端之后,凸轮从动件62与连动部件50的抵接状态被解除。
53.接着,参照图1,对箱弯曲用冲模组10中的中间冲模16的结构简单地进行说明。
54.如图1所示,中间冲模16的侧面形状和侧截面形状为相同形状。中间冲模16的侧面形状(侧截面形状)成为与固定冲头26的宽度方向内侧的侧面形状相同的形状。另外,中间冲模16在其基端侧(上端侧)具有被冲头保持架20保持的柄部16s。在中间冲模16的柄部16s的附近形成有用于使模具保持部件30卡定的卡定孔16h。另外,箱弯曲用冲模组10也可以代替具备一个中间冲模16而具备多个中间冲模16。也可以从箱弯曲用冲模组10的结构要素中除去中间冲模16。
55.接着,包括实施方式所涉及的带耳部的冲模的动作方法在内,对实施方式的作用以及效果进行说明。实施方式的带耳部的冲模的动作方法是用于使带耳部的冲模14动作的方法。
56.[实施方式的通常的作用]
[0057]
以由作业者(省略图示)或弯曲加工机器人(省略图示)保持的工件w的被弯曲部位于压模12的预定位置(压模12的v槽的中心线上)的方式将工件w放置于压模12。然后,在使可动冲头36的前端部与固定冲头26的前端部匹配的状态下,通过上部工作台18的下降动作使箱弯曲用冲模组10下降。由此,能够通过箱弯曲用冲模组10与压模12的协作来折弯工件w的被弯曲部。之后,通过上部工作台18的上升动作使箱弯曲用冲模组10上升,由此使箱弯曲用冲模组10相对于压模12远离。另外,加工机器人例如由专利文献8等所示的公知的结构构成,是辅助工件w的弯曲加工的多关节机器人。
[0058]
通过适当地重复前述的动作,能够将由作业者或弯曲加工机器人保持的工件w的多个被弯曲部依次折弯,进行工件w的箱弯曲,能够制作具有横凸缘mf的箱状的产品m。
[0059]
[带耳部的冲模的动作方法]
[0060]
如图6及图7所示,在折弯由作业者保持的工件w的任一个被弯曲部之前且横凸缘mf位于耳部36e的正下方的情况下,执行下一动作。
[0061]
直到箱弯曲用冲模组10(带耳部的冲模14)位于比横凸缘mf的高度稍高的预定的第一高度位置为止,通过上部工作台18的下降动作使箱弯曲用冲模组10高速下降(参照图6(a)及图6(b))。在箱弯曲用冲模组10刚位于预定的第一高度位置之后,使箱弯曲用冲模组10低速下降(参照图6(c)及图6(d))。在即将将箱弯曲用冲模组10的下降速度切换为低速之前,使基于光学式安全装置(参照专利文献4及专利文献5等)的监视动作无效。另外,光学式安全装置例如由专利文献4和专利文献5等所示的公知的结构构成,监视异物向箱弯曲用冲模组10等的冲模与压模12之间的侵入。
[0062]
在刚将箱弯曲用冲模组10的下降速度切换为低速之后,使模具保持部件30向左右方向的一侧移动。通过模具保持部件30的移动动作,使动作部件60抵抗拉伸弹簧66的作用力而向宽度方向外侧移动。于是,可动冲头36由于其自重而相对于固定冲头26相对地下降至固定冲头26上的下降端,并且以避免耳部36e与横凸缘mf的干涉的方式向宽度方向内侧移动(参照图6(b)及图6(c))。在耳部36e整体位于比横凸缘mf低的高度位置后,使模具保持部件30向左右方向的另一侧移动。当使模具保持部件30进行移动动作时,动作部件60也与拉伸弹簧66的作用力相辅相成地向宽度方向内侧移动。于是,在使凸轮从动件62与连动部件50抵接的状态下,可动冲头36一边相对于固定冲头26相对地上升至固定冲头26上的上升端,一边使耳部36e以位于横凸缘mf的正下方的方式向宽度方向外侧移动(参照图6(c)及图
6(d)),带耳部的冲模14的第一干涉避免动作)。由此,能够避免耳部36e与横凸缘mf的干涉,并且使工件w的被弯曲部折弯(参照图7(a))。
[0063]
另外,如图7所示,在刚将由作业者保持的带横凸缘mf的工件w的任一个被弯曲部折弯之后且横凸缘mf位于耳部36e的正上方的情况下,执行下一动作。
[0064]
在通过上部工作台18的上升动作使箱弯曲用冲模组10(带耳部的冲模14)上升时,使模具保持部件30向左右方向的一侧移动。通过模具保持部件30的移动动作,使动作部件60抵抗拉伸弹簧66的作用力而向宽度方向外侧移动。于是,可动冲头36一边由于其自重而相对于固定冲头26相对地下降至固定冲头26上的下降端,一边以避免耳部36e与横凸缘mf的干涉的方式向宽度方向内侧移动(参照图7(a)及图7(b)),带耳部的冲模14的第二干涉避免动作)。由此,能够避免耳部36e与横凸缘mf的干涉,并且将带耳部的冲模14从工件w或产品m拔出(参照图7(c))。
[0065]
另外,在使箱弯曲用冲模组10位于原来的高度位置(上升端)之后,使模具保持部件30向左右方向的另一侧移动。当使模具保持部件30进行移动动作时,动作部件60也与拉伸弹簧66的作用力相辅相成地向宽度方向内侧移动。于是,在使凸轮从动件62与连动部件50抵接的状态下,可动冲头36相对于固定冲头26相对地上升至固定冲头26上的上升端。由此,能够将带耳部的冲模14返回到原来的状态(初始状态)(参照图7的(c)和图7的(d))。
[0066]
而且,如图8所示,也可以在将由作业者保持的工件w的任一个被弯曲部折弯之前,执行下一动作。
[0067]
直至箱弯曲用冲模组10(带耳部的冲模14)位于比横凸缘mf的高度低耳部36e的厚度程度的预定的第二高度位置为止,通过上部工作台18的下降动作使箱弯曲用冲模组10高速下降(参照图8(a)及图8(b))。然后,暂时停止上部工作台18的下降动作(参照图8(b)),一边避免耳部36e与横凸缘mf的干涉,一边将工件w设置于压模12,以使工件w的被弯曲部位于压模12的v槽(省略图示)的中心(参照图8(c))。然后,再次开始上部工作台18的下降动作。由此,能够省略带耳部的冲模14的第一干涉避免动作,使工件w的被弯曲部折弯(参照图8(d))。
[0068]
如图9和图10所示,在弯曲加工机器人所保持的工件w的任一个被弯曲部折弯之前且横凸缘mf位于耳部36e的正下方的情况下,执行下一动作。另外,在使用弯曲加工机器人进行箱弯曲等弯曲加工的情况下,折弯机没有装备光学式安全装置。
[0069]
首先,使模具保持部件30向左右方向的一侧移动。通过模具保持部件30的移动动作,使动作部件60抵抗拉伸弹簧66的作用力而向宽度方向外侧移动。于是,可动冲头36由于其自重而相对于固定冲头26相对地下降至固定冲头26上的下降端,并向宽度方向内侧移动(参照图9(a))。然后,通过上部工作台18的下降动作,使箱弯曲用冲模组10高速下降,直至箱弯曲用冲模组10(带耳部的冲模14)位于比横凸缘mf的高度稍高的预定的第一高度位置。
[0070]
在箱弯曲用冲模组10刚位于预定的第一高度位置之后,使箱弯曲用冲模组10低速下降。并且,在耳部36e整体位于比横凸缘mf低的高度位置后,使模具保持部件30向左右方向的另一侧移动。当使模具保持部件30进行移动动作时,动作部件60也与拉伸弹簧66的作用力相辅相成地向宽度方向内侧移动。于是,在使凸轮从动件62与连动部件50抵接的状态下,可动冲头36一边相对于固定冲头26相对地上升至固定冲头26上的上升端,一边使耳部36e以位于横凸缘mf的正下方的方式向宽度方向外侧移动(参照图9(b)及图9(c))。由此,能
够避免耳部36e与横凸缘mf的干涉,并且使工件w的被弯曲部折弯(参照图10(a))。
[0071]
另外,如图10所示,在弯曲加工机器人所保持的带有横凸缘mf的工件w的任一个被弯曲部刚刚折弯之后且横凸缘mf位于耳部36e的正上方的情况下,执行下一动作。
[0072]
在通过上部工作台18的上升动作使箱弯曲用冲模组10(带耳部的冲模14)上升时,使模具保持部件30向左右方向的一侧移动。通过模具保持部件30的移动动作,使动作部件60抵抗拉伸弹簧66的作用力而向宽度方向外侧移动。于是,可动冲头36一边由于其自重而相对于固定冲头26相对地下降至固定冲头26上的下降端,一边以避免耳部36e与横凸缘mf的干涉的方式向宽度方向内侧移动(参照图10(b)),带耳部的冲模14的第二干涉避免动作)。由此,能够避免耳部36e与横凸缘mf的干涉,并且将带耳部的冲模14从工件w或产品m拔出(参照图10(c))。
[0073]
[实施方式特有的作用及效果]
[0074]
在工件w的被弯曲部刚刚折弯之后且工件w或产品的横凸缘mf(内凸缘)位于耳部36e的正上方的情况下,如下所述地使带耳部的冲模14动作。在使带有耳部的冲模14相对于压模12相对上升时,通过外部操作部件(模具保持部件30)的移动动作,使动作部件60抵抗施力部件(拉伸弹簧66)的作用力而向宽度方向外侧移动。于是,可动冲头36由于其自重而相对于固定冲头26相对地下降,并且以避免耳部36e与横凸缘mf的干涉的方式向宽度方向内侧移动。由此,能够避免耳部36e与横凸缘mf的干涉,并且将带耳部的冲模14从工件w或制品拔出。
[0075]
如上所述,带耳部的冲模14构成为,在与工件w接触之前,在利用拉伸弹簧66的作用力使凸轮从动件62与连动部件50抵接的状态下,可动冲头36的前端部与固定冲头26的前端部匹配。因此,在折弯机装备有光学式安全装置的情况下,可动冲头36不会遮挡来自光学式安全装置的投光器的监视光。
[0076]
如上所述,动作部件60通过模具保持部件30的左右方向的移动动作而向宽度方向移动。动作部件60的凸轮从动件62能够与连动部件50抵接,该连动部件与可动冲头36的相对的升降动作连动而向宽度方向移动。带耳部的冲模14构成为,动作部件60抵抗拉伸弹簧66的作用力而向宽度方向外侧移动,在可动冲头36刚位于固定冲头26上的下降端之后,凸轮从动件62与连动部件50的抵接状态被解除。因此,无需使用气缸等致动器,就能够使可动冲头36在沿着固定冲头26的倾斜部26g的方向上相对于固定冲头26相对地升降。换言之,能够从带耳部的冲模14的结构要素中排除气缸等的致动器。
[0077]
因此,根据实施方式,能够抑制带耳部的冲模14的大型化以及结构的复杂化,并且在折弯机装备有光学式安全装置的情况下,能够稳定地进行光学式安全装置的监视动作。
[0078]
此外,本公开并不限定于上述的实施方式的说明,例如,如下所述,能够以各种方式实施。
[0079]
代替通过上部工作台18的升降动作使包含一对带耳部的冲模14的箱弯曲用冲模组10升降,也可以通过下部工作台22的升降动作使压模12升降。换言之,只要使箱弯曲用冲模组10相对于压模12相对地升降即可。另外,也可以代替将冲模更换单元的模具保持部件30用作外部操作部件,而将以能够向左右方向移动的方式设置于上部工作台18的背面侧或正面侧的移动体用作外部操作部件。
[0080]
而且,本公开所包含的权利范围不仅涉及在装备有光学式安全装置的折弯机的冲
头保持架20上保持有带耳部的冲模14的情况,还涉及在未装备光学式安全装置的折弯机的冲头保持架20上保持有带耳部的冲模14的情况。另外,本发明所包含的权利范围不仅涉及在冲头支架20上保持有带耳部的冲模14的情况,而且也涉及保持于冲头支架20之前的状态的带耳部的冲模14。
[0081]
本技术的公开与2019年10月3日申请的日本特愿2019-182635号所记载的主题相关联,它们的全部公开内容通过引用而引用于此。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1