轴状部件的供给装置的制作方法
1.本发明涉及轴状部件的供给装置,该轴状部件的供给装置将从部件供给管移送至供给杆的前端的轴状部件向目标部位供给。
背景技术:
2.在日本特开2000-167730号公报中记载了图1~图6所示的轴状部件的供给装置。
3.以下,对上述公报中记载的发明进行说明。
4.这里的轴状部件是由作为磁性材料的铁制成的长条的凸出螺栓1,由具有熔接用突起2的圆形的凸缘3和形成有外螺纹的截面圆形的轴部4构成。
5.在以下的说明中,有时也将凸出螺栓仅表现为螺栓。
6.进行进退行程的供给杆5在前端保持轴状部件1,具有供凸缘3紧密贴合的前端面6(在图2中表示为6),在其外周部形成从图6可知的圆弧状的止动片7。在止动片7的前端部的中央形成有凹部8,在此如后述那样接受轴部4。供给杆5相对于铅垂线倾斜。
7.另外,螺栓1的凸缘3的直径为17mm,轴部4的直径和长度分别为7mm和40mm。熔接用突起2以120度间隔设置有3个。
8.在供给杆5的前端面6的附近埋设置有磁铁(永久磁铁)9,将螺栓1的凸缘3吸附并保持于前端面6。在如图1、图2的双点划线图示那样被保持的状态下,由止动片7承受凸缘3。而且,前端面6相对于与供给杆5的轴线垂直的假想平面,以螺栓1朝向下方的方式倾斜。供给杆5收纳在外筒10内,与外筒10的端部结合的气缸11的活塞杆12与供给杆5连结。
9.为了辅助螺栓1的进入,设置有另外的磁铁(永久磁铁)13。该磁铁13收纳在保持容器14内,由罩板15覆盖,保持容器14固定在外筒10的下端。这里,通过焊接进行固定。另外,也可以将所述磁铁13更换为电磁铁。
10.在该实施方式中,是将螺栓1向实现钢板16的定位的中空的引导销的孔17内插入的情况,因此,当供给杆5向前行进到图1那样的双点划线图示的部位而停止时,必须在使装置整体如后述那样下降后,使磁铁9的吸引力消失,进行螺栓1的落下插入。
11.因此,供给杆5由中空轴18和滑动自如地插入其内侧的内轴19构成,固定在内轴19的上端附近的限制销20通过在中空轴18上沿行程方向开设的长孔21,如图所示的地突出。
12.在外筒10的外侧面固定有气缸22,在其活塞杆23结合有卡合片24,该卡合片24从在外筒10沿行程方向开设的长孔25向外筒10内突出。插入到中空轴18内的压缩螺旋弹簧26的张力作用于内轴19,由此,限制销20与长孔21的下侧抵接,在该状态下,中空轴18和内轴19的端面形成一个平面,构成前端面6(参照图2)。
13.中空轴18和内轴19使用作为非磁性体的不锈钢制作,使得两轴的滑动不会因磁力吸引而变重。
14.示出了将磁铁9设为永久磁铁的例子,但也可以使其停止,将供给杆5设为铁制的单轴,使其贯通励磁线圈中而对单轴的端部赋予吸引磁力,通过切断励磁线圈的通电,能够将螺栓1在所需的部位释放。在图5中图示了励磁线圈27。
15.引导螺栓1的部件供给管28(以下,简称为供给管)设置在相对于供给杆5的行程方向如图所示的呈锐角交叉的方向上,其端部29配置在供给杆5的前端部的附近。在供给管28的前端,以封闭管端那样的形态形成有止动部件30。
16.端部29的下侧、即供给杆5的前端部侧如图示那样成为出口孔31,在该部分以能够进退的状态设置有保持片32,在供给管28中下降的螺栓1的轴部4在与端部29的内表面33之间如图示那样被卡定,成为所谓的暂时卡定的定位状态。该内壁33如图所示的弯曲,使螺栓1靠近出口孔31。
17.在保持片32形成有与轴部4接触的限制面34,根据该限制面34的设置位置来设定轴状部件1的临时卡定的位置。
18.为了缩短螺栓1的移动距离,将出口孔31配置为尽可能靠近供给杆5,与此相伴,保持片32的限制面34也靠近供给杆5的行程轴线侧。这样一来,部件的一部分、即凸缘3的一部分定位于前端面6的供给杆向前行进侧。
19.保持片32构成为在与图1、图2的纸面垂直的方向上进退。使保持片32进退的方法如图3所示,在与外筒10结合的托架35上固定气缸36,将其活塞杆37与保持片32结合。
20.在图示的实施方式中,是供给杆5相对于铅垂线的倾斜角度为30度左右的情况,以供给管28位于外筒10的上侧的方式进行焊接(参照标号38)。
21.形成于止动片7的凹部8为了在与螺栓1的轴部4的外周面恰好吻合的状态下实现接受,如标号39所示,形成为圆弧面的形状。因此,凸缘3被牢固地吸附于前端面6,另一方面,轴部4被凹部8的圆弧面39紧密地承受,因此供给杆前端部的部件的保持稳定性提高。
22.为了使装置整体、即外筒10、其中的供给杆5、气缸11、供给管28等一体地向对方部件的孔17侧移动,设置有驱动单元40。作为该手段,也有齿条齿轮、螺旋轴等方法,但这里,采用气缸41。
23.气缸41牢固地固定于静止部件42,其活塞杆43与焊接于外筒10的托架44结合。通过气缸41的输出,装置整体进行上下移动。
24.此外,与供给管28连接的合成树脂制的供给软管45从零件供给器(未图示)延伸。另外,外筒10、供给管28也为了使对螺栓1的磁力较强地作用,由作为非磁性体的例如不锈钢制作是适当的。
25.以下,对动作进行说明,在螺栓1被移送来之前,使保持片32向前行进并利用其限制面34关闭出口孔31。从供给软管45进入到供给管28的螺栓1的轴部4的前端部一边与内表面33接触一边改变方向而与止动部件30接触。此时,磁铁9、13的吸引力作用于螺栓1,特别是作用于凸缘3及其附近的轴部4,因此螺栓1整体被限制面34阻挡而设定图1、图2的临时卡定位置。
26.接着,当保持片32通过气缸36后退时,螺栓1急速地沿横向移动,在吸附于前端面6的同时,轴状部件4被收纳在凹部8内。
27.接着,当供给杆5前进而保持于其前端部的螺栓1来到孔17的附近时,供给杆5在双点划线图示的部位停止,从图1可知,轴部4与孔17成为同心状态,之后,通过气缸41的动作使装置整体下降,由此轴部4被插入孔17内。
28.与此同时,卡合片24被气缸22拉回,因此限制销20也同时被拉回,其位移经由内轴19向磁铁9传递,最终磁铁9远离凸缘3,因此对凸缘3的吸引力实质上消失,螺栓1落入孔17
内。
29.上述的同心状态、轴部4向孔17内的插入通过上述的前端面6的倾斜来实现。
30.此外,实现以上记载的工作顺序的方法能够通过以往公知的顺序控制容易地实施,因此省略气缸等的工作空气控制的说明。
31.现有技术文献
32.专利文献
33.专利文献1:日本特开2000-167730号公报
技术实现要素:
34.发明所要解决的课题
35.在上述专利文献所记载的供给装置中,将内轴19拉回的气缸22、通过气缸22进退的卡合片24以及卡合片24所贯通的长孔25等配置在从外筒10的下端部离开的部位。而且,保持片32在供给管28的端部附近进退,使其进退的气缸36配置在供给管28的端部29附近。
36.气缸22和气缸36成为上述那样的配置状态,因此两气缸22、36不得不成为分离的位置关系。因此,存在无法充分实现作为装置的紧凑化的问题。例如,气缸22和36需要在各自分离的部位突出,或者将空气软管朝向分离的气缸22和36分别进行配管,因此,必须确保气缸配置用的空间、配管用的空间,由于与周边设备的关系,存在难以进行供给装置的配置的问题。
37.本发明是为了解决上述问题点而提出的,其目的在于,集中地配置气缸等驱动单元,实现供给装置的紧凑化。
38.用于解决课题的手段
39.根据本发明的一个方面,提供一种轴状部件的供给装置,其通过使移送磁性材料制的轴状部件的部件供给管和收纳进退动作式的供给杆的外筒呈锐角状交叉结合而成,该轴状部件的供给装置在供给杆的前端保持轴状部件而向前行进并在目的部位解除轴状部件的保持,并且该轴状部件的供给装置的部件供给管的出口孔在供给杆的前端附近开口,通过磁铁的吸引力进行部件从出口孔向供给杆的前端的转移,其特征在于,使部件供给管的出口孔开闭的保持片以能够进退的状态配置,供给杆由内轴和中空轴构成,在该内轴的前端安装有吸引轴状部件的磁铁,该内轴以能够在可滑动的状态下后退的方式插入于该中空轴,使保持片进退的第1驱动单元和将内轴的磁铁向远离供给杆的前端的方向拉回的第2驱动单元与安装在外筒的前端部附近的单个保持部件结合。
40.发明效果
41.收纳于外筒的供给杆由在前端安装有吸引轴状部件的磁铁的内轴和以能够滑动的状态插入有内轴的中空轴构成。而且,使部件供给管的出口孔开闭的保持片以能够进退的状态配置。因此,在供给杆向前行进规定长度时,将内轴的磁铁向远离供给杆的前端的方向拉回的机构和使部件供给管的出口孔开闭的保持片的进退机构这两个机构以安装于外筒的保持部件为核心部件而可靠地结合。
42.即,使保持片进退的第1驱动单元和将内轴的磁铁向远离供给杆的前端的方向拉回的第2驱动单元与安装于外筒的保持部件结合,由此上述两机构以紧凑的形态集中。例如,即使在其他构造物接近附近那样的空间上存在制约的情况下,也能够顺利地配置本供
给装置。通过将该保持部件配置在外筒的端部附近,能够使第1驱动单元和第2驱动单元接近地配置,成为通电线、空气软管等的配置集中在1个部位的状态,因此能够将供给装置的配置空间集中得较小,也能够使对附近的设备等的影响最小化。
43.安装于外筒的保持部件例如通过将1个细长的厚板弯曲或将多个部件接合而形成为规定的尺寸、形状,从而能够自由地设定由气缸等构成的第1驱动单元和第2驱动单元的配置位置、配置姿势等,容易进行适合于供给装置的功能的驱动单元的配置,并且对于供给装置的紧凑化而言是有效的。
44.保持部件由1个部件构成,或者将多个部件接合而构成并形成,作为单个部件而存在。因此,在1个保持部件上结合多个驱动单元,能够将驱动单元集中,对于装置的紧凑化而言是有效的。
45.保持部件是安装于刚性高的外筒的形式,因此保持部件自身的刚性也提高,第1驱动单元和第2驱动单元的安装稳定性提高。同时,能够简化形状,在制作方面等是有效的。
附图说明
46.图1是装置整体的剖视图。
47.图2是主要部分的剖视图。
48.图3是沿图1的(3)-(3)线的剖视图。
49.图4是沿图1的(4)-(4)线的剖视图。
50.图5是示出供给杆的前端部的主视图。
51.图6是沿图2的(6)方向的向视图。
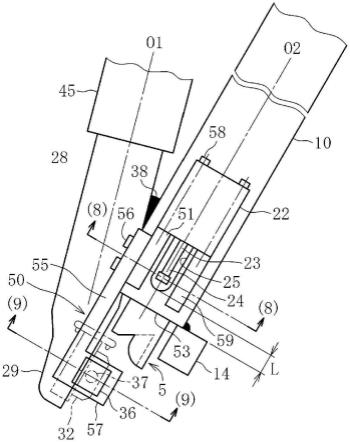
52.图7是供给装置的主要部分的侧视图。
53.图8是沿图7的(8)-(8)线的剖视图。
54.图9是沿图7的(9)-(9)线的剖视图。
55.图10是保持部件的立体图。
56.图11是其他保持部件的立体图。
具体实施方式
57.接着,对用于实施本发明的轴状部件的供给装置的方式进行说明。
58.实施例
59.本技术发明是对上述专利文献1所记载的发明进行了改良的发明。因此,本技术发明的实施例是基于上述的图1~图6说明的供给装置和应用于该供给装置的改良事项。该改良部位如图7~图11所示。因此,本技术发明的实施例的说明仅说明与在图1~图6中说明的供给装置不同的点,除此以外引用在图1~图6中说明的事项。
60.首先,对驱动单元进行说明。
61.如图9所示,保持片32通过作为第1驱动单元的气缸36而进退。作为第1驱动单元,除了气缸36以外,也可以采用进退输出式的电动马达等。
62.如图7以及图8所示,具有永久磁铁9的内轴19通过作为第2驱动单元的气缸22而进退。作为第2驱动单元,除了气缸22以外,也可以采用进退输出式的电动马达等。
63.接着,对保持部件进行说明。
64.供给管28与外筒10在标号38所示的部位焊接。供给管28和外筒10均为圆形的截面形状。如图8所示,供给管28的中心轴线o1和供给杆5、外筒10的中心轴线o2均存在于假想平面54上。如上所述,中心轴线o1与o2的交叉角度为锐角。
65.保持部件整体由标号50表示。保持部件50通过对不锈钢制的厚板进行成型或将多个板部件接合而形成为单个保持部件50。图10所示的保持部件50是将多个板部件接合的类型。如图8所示,将四角的固定厚板51焊接在外筒10上。涂黑的部位为焊接部位52。
66.固定厚板51在接近外筒10的端部53的部位以其长度方向朝向与供给杆5的进退方向相同的方向的方式焊接。而且,固定厚板51的立起方向与假想平面54垂直。
67.在供给杆5的向前行进方向上延伸的延长部件55与固定厚板51接合。这里的接合是拧入固定螺栓56的形式。取而代之,也可以是焊接。使延长部件55的前端部弯曲而形成安装板57。
68.使作为第2驱动单元的气缸22的端面与固定厚板51的端面对接,使用长的固定螺栓58将气缸22与固定厚板51结合。气缸22的配置姿势为其活塞杆23与中心轴线o2平行。这里,为了提高气缸22的安装刚性,与固定厚板51同样地焊接辅助厚板59,在其端面使用固定螺栓58结合气缸22。
69.安装板57的表面64与假想平面54平行,作为第1驱动单元的气缸36的端面与安装板57的表面64对接,以与气缸22的结合中使用的固定螺栓58相同的结构与安装板57结合。气缸36的配置姿势为其活塞杆37与中心轴线o1呈直角地交错的状态。即,活塞杆37的进退方向相对于假想平面54垂直。此外,标号60是供气缸36的活塞杆37贯通的贯通孔。
70.如上所述,在从外筒10突出的状态的保持部件50上安装有气缸36和气缸22,因此气缸36和气缸22成为仅向假想平面54的单侧突出的配置。
71.将多个部件一体化的保持部件50由固定厚板51、延长部件55、安装板57构成,构成单个保持部件50。
72.接着,对卡合片的配置进行说明。
73.如图7所示,设置于外筒10的长孔25靠近外筒10的端部53而形成。如图1所示,卡合片24贯通长孔25而向外筒10内突出。供给杆5最后退时的限制销20与在长孔25的下端附近待机的卡合片24之间的距离为供给杆5的最大向前行进长度。因此,供给杆5的最大向前行进长度通过选定限制销20的设置部位来设定。
74.在供给杆5向前行进规定长度时,限制销20在卡合片24的正前方停止。在图7所示的结构的情况下,在固定厚板51与辅助厚板59之间配置有长孔25的端部、活塞杆23以及卡合片24。通过这样的配置,防止在装置的保养作业中工具等与活塞杆23、卡合片24碰撞。
75.长孔25的端部靠近外筒10的端部53地配置,但考虑到维持外筒10的管端部的刚性、缩短保持部件50的长度等,两者的间隔l优选设为从外筒10的直径的4分之1到相当于外筒10的直径的距离。如上述那样设定距离l与缩短在中心轴线o2的方向上观察到的保持部件50的长度相关联,能够得到关于上述那样的紧凑化的发明的效果。
76.接着,对其他保持部件的事例进行说明。
77.图11示出保持部件的其他事例。这是将图10所示的固定厚板51的朝向改变90度而得到的,固定厚板51存在于与中心轴线o2垂直交叉的假想平面上。在这样的固定厚板51上焊接有延长部件55。该焊接部由标号61表示。由于固定厚板51的方向如上所述改变,因此在
固定厚板51的下端形成圆弧部62,使其与外筒10的圆筒形状一致。该圆弧部62相对于外筒10焊接是适当的。此外,标号63是供活塞杆23贯通的贯通孔。
78.虽然在图11中未图示,但与图10所示的事例同样地,使作为第2驱动单元的气缸22的端面与固定厚板51的端面对接,并使用较长的固定螺栓58而使气缸22与保持部件50结合。
79.在各气缸11、22、36以及41等中,省略空气给排管的图示。
80.此外,也能够代替上述各种气缸而采用进行进退输出的电动马达。
81.上述的各气缸的进退动作能够通过通常采用的控制方法容易地进行。通过组合利用来自控制装置或顺序回路的信号进行动作的空气切换阀、在气缸的规定位置发出信号并向所述控制装置发送的传感器等,能够确保规定的动作。
82.以上说明的实施例的作用效果如下。
83.收纳于外筒10的供给杆5由内轴19和中空轴18构成,在该内轴19的前端安装有吸引轴状部件1的磁铁9,该内轴19以能够滑动的状态插入于该中空轴18。而且,将部件供给管28的出口孔31开闭的保持片32以能够进退的状态配置。因此,在供给杆5向前行进规定长度时,将内轴19的磁铁9向远离供给杆5的前端的方向拉回的机构和将部件供给管28的出口孔31开闭的保持片32的进退机构这两个机构以安装于外筒10的保持部件50为核心部件而可靠地结合。
84.即,使保持片32进退的第1驱动单元36和将内轴19的磁铁9向远离供给杆5的前端的方向拉回的第2驱动单元22与安装于外筒10的保持部件50结合,由此上述两机构以紧凑的形态集中。例如,即使在其他构造物接近附近那样的空间上存在制约的情况下,也能够顺利地配置本供给装置。通过将该保持部件50配置在外筒10的端部附近,能够使第1驱动单元36和第2驱动单元22接近地配置,成为通电线、空气软管等的配置集中在1个部位的状态,因此能够将供给装置的配置空间集中得较小,也能够使对附近的设备等的影响最小化。
85.安装于外筒10的保持部件50例如通过将1个细长的厚板弯曲或将多个部件接合而形成为规定的尺寸、形状,从而能够自由地设定由气缸等构成的第1驱动单元36和第2驱动单元22的配置位置、配置姿势等,容易进行适合于供给装置的功能的驱动单元的配置,并且对于供给装置的紧凑化而言是有效的。
86.保持部件50由1个部件构成,或者将多个部件接合而构成而形成,作为单个部件而存在。因此,在1个保持部件50上结合多个驱动单元,能够将驱动单元集中,对于装置的紧凑化而言是有效的。
87.保持部件50是安装于刚性高的外筒10的形式,因此保持部件50自身的刚性也提高,第1驱动单元36和第2驱动单元22的安装稳定性提高。同时,能够简化形状,在制作方面等是有效的。
88.供给管28的中心轴线o1和供给杆5、外筒10的中心轴线o2均存在于假想平面54上,由厚板制成的保持部件50以成为与假想平面54垂直的立起姿势的方式设置。因此,通过在供给管28与外筒10的交叉结合部附近结合上述姿势的保持部件50,能够将第1驱动单元36和第2驱动单元22以仅向供给管28、外筒10的单侧突出的状态配置,与上述同样地,第1驱动单元36、第2驱动单元22的集中空间被最小化。
89.换言之,在第1驱动单元36配置于假想平面54的单侧、第2驱动单元22配置于假想
平面54的另一侧的情况下,两驱动单元36、22所需的安装空间变大,或者通电线、空气软管等的配置空间变大,不能实现作为供给装置的紧凑化。即,第1驱动单元36、第2驱动单元22成为仅向假想平面54的单侧突出的配置这一点有助于紧凑化。
90.由于供给管28与外筒10的焊接接合部位38和固定厚板51与外筒10的焊接部位52接近,因此能够提高该结构区域的刚性。另外,由于保持部件50焊接于外筒10,因此保持部件50能够以集中于焊接接合部位38的形态配置,对于紧凑化有效。
91.在拉回内轴19的永久磁铁9时,通过将由气缸22拉回的卡合片24、卡合片24贯通的长孔25等靠近外筒10的端部53配置,能够将保持部件50靠近外筒10的端部53配置。通过这样的配置,能够尽可能地缩短在供给杆5的进退方向上观察到的保持部件50的长度,在这一点上,也推进供给装置的紧凑化。
92.将卡合片24、卡合片24所贯通的长孔25等靠近外筒10的端部53地配置是指将卡合片24、卡合片24所贯通的长孔25等靠近供给管28与外筒10的焊接部位38地配置。这样,提高了保持部件50的安装刚性。
93.长孔25的端部靠近外筒10的端部53配置,但两者的间隔l优选设为从外筒10的直径的4分之1到相当于外筒10的直径的距离。如上述那样设定距离l与缩短在中心轴线o2的方向上观察到的保持部件50的长度相关联,能够得到上述那样的发明的效果,并且有助于维持外筒10的管端部分的刚性、缩短保持部件50的长度。
94.产业上的可利用性
95.如上所述,根据本发明的装置,能够集中地配置气缸等驱动单元,实现供给装置的紧凑化。因此,能够在汽车的车身焊接工序、家用电器的金属板焊接工序等广泛的产业领域中利用。
96.标号说明
97.1:轴状部件、凸出螺栓;4:轴部;5:供给杆;6:前端面;9:永久磁铁;10:外筒;18:中空轴;19:内轴;20:限制销;21:长孔;22:第2驱动单元、气缸;24:卡合片;25:长孔;28:部件供给管;31:出口孔;32:保持片;36:第1驱动单元、气缸;50:保持部件;53:端部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1