实施粗加工步骤后接精加工步骤的制造包括可变齿距齿接部的齿条的方法和螺旋拉削工具与流程
1.本发明涉及用于制造齿条(即,齿接杆)的方法,所述齿条旨在用于例如在车辆中使用的动力转向机构。
背景技术:
2.齿条为齿接杆,一方面包括由齿部形成的齿接部,并且另一方面包括与齿接部相反的齿接部的背部。此外,齿部包括第一齿面和第二齿面,该第二齿面通常相对于连接第一齿面和第二齿面的顶点与第一齿面对称。
3.在某些应用中,具有可变齿距的齿条为有益的,即,其齿接部具有不恒定的齿距(两个连续齿部之间的距离)。
4.这种可变齿距实际上允许在齿条和与之啮合的小齿轮之间赋予可变的减速比。
5.因此,例如,在所述齿条的中部使用较小齿距(也就是说,齿部更靠在一起)而在所述齿条的端部处使用较大齿距的齿条,获得了动力转向控制的渐进性,其在直线的附近对于方向盘的小位移更精确,并且在方向盘的大位移期间,当转弯或停车操纵时更快。
6.可变齿距的齿条的齿部的侧面不是直线,而是具有螺旋角,也就是说具有一定的曲率半径,该曲率半径不是恒定的或可变的。
7.为了制造这种齿条,已知有几种方法,比如锻造方法或使用切削工具的机加工方法。
8.这种方法通常给出令人满意的结果。然而,很难调整各种方法的参数,以便获得具有所需尺寸特征的齿条,例如齿距的精度,径向结合(radial compound)的精度(“也称为齿距跳动”),并且与使用所谓的完美主小齿轮测量的中心距离的变化、压力角和齿条的螺旋角相对应的精度。
9.因此,实施此类方法需要特别长的调整时间,以便获得对应于预期标准的齿条。
技术实现要素:
10.因此,分配给本发明的目的是旨在提出一种用于制造具有可变齿距的齿接部的齿条的方法,该方法允许快速、精确和容易调节制造。
11.本发明的目的是一种用于制造包括可变齿距的齿接部的齿条的方法,其特征在于,该方法包括坯件成形步骤,在该步骤中,生产齿条的坯件,所述坯件在齿接部的至少一个区域上包括相对于齿条的期望所需尺寸特性的至少一个额外厚度,该方法还包括精加工步骤,在该步骤中,去除坯件的至少一个额外厚度。
12.齿条的坯件是在齿接部的至少一个区域上包括至少一个额外厚度的齿条。坯件必须包括多余的材料,这些材料可以被去除以获得所需的尺寸特性。在任何情况下,坯件都不显示出缺少材料。换句话说,坯件不符合所需的尺寸特征,由于它有过量材料。例如,坯件无法用于动力转向系统。在坯件成形步骤期间使用的方法易于调整,由于它不寻求生产具有
所有所需尺寸特征的齿条。因此,与直接生产符合预期标准的齿条的传统方法相比,有更多的自由度。所使用的设置使得快速生产包括可变齿距的齿接部的齿条的坯件成为可能。
13.根据技术和经济限制来选择在坯件成形步骤期间使用的方法。
14.优选地,齿条的坯件将借助于以机床来实施的机加工方法来生产。机加工方法去除材料。这种仅生产坯件的方法易于调整,并使得快速生产大量零件成为可能。根据一个实施例,所述机床包括至少五个控制轴。
15.精加工步骤独立于在坯件成形步骤期间生产齿条的坯件所选择的方法。
16.精加工步骤在坯件成形步骤之后进行。
17.精加工步骤通过一种方法去除坯件的额外厚度,该方法可以不同于生产坯件所采用的方法。
18.因此,精加工步骤使得生产包括复杂形式的齿接部的齿条成为可能,并且该方法易于调整和生产。
19.根据本发明的方法有利地结合了能够获得坯件的方法和精加工步骤,这两个步骤都易于调整,以便制造出了包括具有高尺寸精度的可变齿距的齿接部的齿条。因此,根据本发明的方法使得缩短制造齿条的方法的持续时间成为可能。
20.根据本发明的一个特征,至少一个额外厚度被包括在0.02mm和1mm之间。
21.额外厚度是均匀的,由于它们都包含在相对于齿条的尺寸的限制值范围内。
22.因此,坯件包括接近所需尺寸的尺寸特征,并且精加工步骤仅需要去除少量材料。因此,在精加工步骤期间实施的方法及其调整适于包括额外厚度的所述数值范围。
23.根据本发明的一个特征,至少一个额外厚度被包括在0.02mm和0.11mm之间。
24.根据本发明的一个特征,精加工步骤借助于以拉削工具实施的拉削方法来进行。
25.拉削方法的使用限制了拉削工具的每次经过能够去除的材料量。因此,当要去除的材料量较小时,精加工步骤必须在坯件成形步骤之后进行。
26.精加工步骤使用拉削方法,该拉削方法具有易于调节的优点,并且能够快速(也就是说通过拉削工具在坯件上的减少的经过次数)达到齿条的所需尺寸特性。优选地,精加工步骤将只需拉削工具的单次通过。
27.拉削工具被设计成为在坯件的整个长度上行进,以便精确地去除齿接部上可能存在的额外厚度。
28.根据本发明的一个特征,拉削方法是螺旋拉削方法。
29.螺旋拉削方法可以形成比传统拉削方法更复杂的形状。
30.螺旋方法通过旋转拉削工具实施。以这种方式,可以容易地生产出齿部的具有非恒定螺旋角的侧面。
31.因此,螺旋拉削方法尤其适用于具有可变齿距的齿接部的齿条。
32.根据本发明的一个特征,精加工步骤包括定位阶段,在该阶段中,拉削工具相对于齿条的坯件进行定位,以便形成预定角度。
33.定位阶段对应于相对于拉削工具定位坯件。
34.预定角度取决于待生产的齿接部的定向。待生产的齿接部直接取决于旨在与之配合的小齿轮。
35.根据本发明的一个特征,预定角度等于齿条和小齿轮之间形成的角度,该预定角
度旨在与小齿轮配合。
36.根据本发明的一个特征,预定角度被包括在70
°
和85
°
之间,或者在75
°
和80
°
之间。
37.因此,预定角度适于制造车辆的动力转向系统的齿条,并因此与车辆的转向小齿轮配合。根据本发明的一个特征,精加工步骤包括拉削阶段,在该阶段中,拉削工具沿旋转轴线执行旋转运动,该旋转轴线沿拉削工具的长度延伸。
38.在定位阶段之后,精加工步骤包括拉削阶段,在该拉削阶段期间,去除额外厚度。
39.为此,与坯件接触的拉削工具执行旋转运动,以便覆盖坯件的齿接部的长度。在其在每个齿部的水平处的经过期间,拉削工具去除了与额外厚度相对应的少量材料。
40.根据本发明的一个特征,在拉削阶段期间,拉削工具沿平移轴线执行平移运动,该平移轴线沿拉削工具的长度延伸。
41.与旋转运动相关联的平移运动使得拉削工具能够行进坯件的齿接部的长度,从而消除每个齿部的额外厚度。
42.根据本发明的一个特征,在拉削阶段期间,齿条的坯件沿轴线进行平移运动,该轴线沿齿条的坯件的长度延伸。
43.与旋转运动相关联的平移运动使得拉削工具能够在坯件的齿接部的长度上行进,从而消除每个齿部的额外厚度。平移运动可以部分由齿条实现,并且部分由拉削工具实现。
44.根据本发明的一个特征,在拉削阶段期间,齿条的坯件的平移速度或拉削工具的平移速度或拉削工具的旋转速度是可变的。
45.因此,坯件和拉削工具的相对运动发生变化,从而形成可变齿距的齿接部。
46.根据本发明的一个特征,按照与齿条和旨在与之配合的小齿轮之间的减速比相对应的拉削曲线,齿条的坯件的平移速度或拉削工具的平移速度与拉削工具的旋转速度相关。
47.拉削曲线将齿条的坯件的平移速度或拉削工具的平移速度表示为拉削工具的旋转速度的函数。拉削曲线类似于减速比曲线,该减速比曲线将可变齿距齿的齿条的减速比系数表示为旨在与其配合的小齿轮的旋转的函数。
48.因此,拉削工具以一定的运动在坯件上的行进,所述运动类似于齿条旨在与之配合的小齿轮的运动。通过这种方式,拉削工具准确地去除阻碍小齿轮/齿条联轴的后续操作的区域中的材料。
49.因此,精加工步骤由拉削工具执行,其复制小齿轮在齿条上的运动。因此尤其易于调节。
50.本发明还涉及一种允许实施根据本发明的制造方法的拉削工具,该拉削工具包括至少一个在拉削工具的长度上延伸的螺旋槽,该螺旋槽对应于齿条旨在配合的小齿轮的凹槽。
51.拉削工具包括槽,该槽复制了齿条旨在与之配合的小齿轮。拉削工具精确地复制了小齿轮在齿条上的运动。
52.因此,使用这种工具的拉削步骤尤其易于易实施,由于其复制了齿条的后续操作。
53.因此,齿条的机加工完全适合于后续的预期使用。
54.根据本发明的一个特征,当所述小齿轮执行与齿条上的平移运动相耦合的旋转运动时,所述槽对应于小齿轮的凹槽的轨迹。
附图说明
55.因此,槽在拉削工具的整个长度上螺旋延伸。拉削工具适用于生产螺旋拉刀。由于以下描述,将更好地理解本发明,该描述涉及根据本发明的实施例,其通过非限制性示例给出并参考附图进行解释,其中:
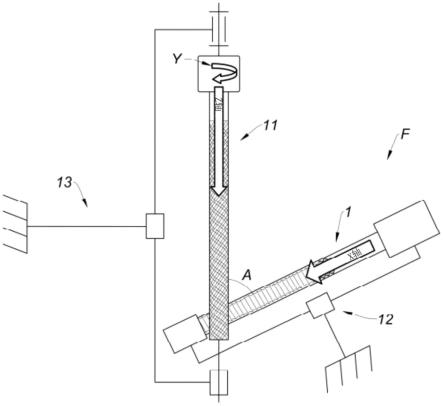
56.图1是根据本发明的方法的精加工步骤的第一时刻的示意图;
57.图2是根据本发明的方法的精加工步骤的第二时刻的示意图;
58.图3以示意性透视图的形式示出了用于车辆的动力转向机构的一部分,该动力转向机构包括小齿轮,该小齿轮与根据作为本发明目的的方法制造的具有可变齿距的齿接部的齿条相啮合;
59.图4是根据本发明的方法使用的拉削曲线的示意图。
具体实施方式
60.本发明涉及一种用于制造齿条2的方法,该齿条包括具有可变齿距p1的齿接部,该方法实施两个不同的步骤,所述步骤包括坯件成形步骤,随后是精加工步骤f。
61.在坯件成形步骤期间,齿条2的坯件1使用例如机加工方法制成。术语“机加工方法”是指借助于移动切削工具(优选为旋转切削工具,比如铣刀)切削切屑以去除材料的方法,该切削工具被驱动绕其自身的中心轴线旋转以实现切削效果。
62.坯件成形步骤生产出齿条2的坯件1,也就是说,齿条2在齿接部的区域上包括额外厚度。因此,由于过量材料的存在,坯件1不符合齿条2所需的尺寸特征。因此,坯件1无法直接用于车辆动力转向系统。
63.坯件1的生产比齿条2的直接生产要求更低的精度,这有助于调整由机加工方法所使用的机加工工具。因此,根据本发明的方法可以减少调整机加工工具所需的时间。
64.坯件1通过在直线杆上切削齿接部制成,为了齿条2的使用期间的机械强度问题,该直线杆优选为金属。齿接部基本上横向于杆的长度l2延伸。
65.齿接部具有可变齿距p1,也就是说,轴向分开两个连续齿部4的间隔p1根据所述齿部4沿杆的长度l2的位置和曲率而变化。
66.这尤其可以根据所考虑的啮合区域8、9、10来改变齿条2的减速比r。
67.因此,在用于车辆的转向机构的示例中,比如如图3所示,其中齿条2与小齿轮6啮合,该小齿轮本身例如由辅助马达和/或连接到方向盘的转向柱7驱动。可以在齿条2的中间区域8中提供短齿距p1,以便在直线附近获得更高的转向操纵精度,然后当从齿条2的中间区域移动到端部区域9、10时增加齿距p1,以便加速大范围的运动,尤其是在停车操纵期间。如图4所示,通过减速比的曲线示出了中间区域8和极限区域9、10中的转向运动的行为差异。
68.减速比r的曲线将具有可变齿距的齿条2的减速比系数示出为小齿轮6的旋转d的函数。对于小齿轮6的被包括在-10
°
和10
°
之间的旋转角度d,也就是说在中间区域8中,减速比r基本恒定,以提高直线上的驱动精度和方向盘手感。而对于小齿轮6的大致在-10
°
与-130
°
之间和10
°
与130
°
之间的旋转角度d,也就是说在极限区域8、9中,减速比d大大增加,从而可以对车辆的轨迹有所帮助。
69.在完成坯件成形步骤之后,根据本发明的方法实施精加工步骤f,该精加工步骤包
括定位阶段,随后是拉削阶段。
70.定位阶段包括将先前生产的坯件1定位成面向拉削工具11,以便执行拉削阶段。为此,坯件1固定在第一滑动托架12上,使得坯件1能够沿轴线x执行平移运动,该轴线沿齿条2的坯件1的长度延伸。
71.此外,拉削工具11安装在第二托架13上,以便允许沿旋转轴线y的旋转运动和沿平移轴线z的平移运动,所述旋转轴线沿拉削工具的长度延伸,所述平移轴线也沿拉削工具11的长度延伸。
72.拉削工具11包括多个在拉削工具11的长度上延伸的螺旋槽14。更准确地说,当小齿轮6在齿条2上行进时,槽14对应于小齿轮6的凹槽15的轨迹,齿条2将与该凹槽配合。换句话说,当凹槽在拉削工具11的整个长度上延伸时,拉削工具11的槽14与该小齿轮的凹槽15相同。槽14具有能够凹刻并移除制造坯件1的材料的切削刃。
73.拉削工具11还包括大致横向于槽14延伸的凹槽16。凹槽16的作用是排出由槽14切割的元件或材料碎屑。
74.在定位阶段,如图1所示,拉削工具11定位在坯件1的第一端部处。
75.此外,拉削工具11和齿条2的坯件1形成预定角度a,该预定角度对应于齿条2和小齿轮6之间形成的角度,该齿条旨在与该小齿轮配合。
76.在定位阶段之后,精加工步骤执行如图2所示的拉削阶段,其中坯件2的额外厚度由拉削工具去除。
77.在拉削阶段,拉削工具11与坯件1接触,从而以小齿轮6在齿条2上的方式将拉削工具11接合在坯件1上。
78.随后,拉削工具11执行平移和旋转运动,同时坯件1执行平移运动。因此,拉削工具11以小齿轮6在齿条2上的方式在坯件1的齿接部上行进。当拉削工具11到达坯件1的第二端部的水平时,拉削工具11的整个长度已经经过坯件1,使得整个坯件1被拉削工具11行进。
79.根据与图4所示的减速比曲线相似的拉削曲线,齿条2的坯件1的平移速度或拉削工具11的平移速度与拉削工具11的旋转速度相关。
80.因此,拉削工具11在坯件1上以与小齿轮6在齿条2上的运动类似的运动来行进。以这种方式,拉削工具11精确地去除将阻碍小齿轮6/齿条2耦合的后续操作的区域中的材料。
81.在拉削阶段完成之后,坯件1不再包括任何额外厚度。坯件1已成为可以安装在车辆的动力转向系统中的齿条2。
82.根据本发明的一个特征,拉削阶段在热处理阶段之后进行。实际上,在热处理期间,可能发生变形,比如齿条的膨胀和扭曲,尤其是当齿条具有显著螺旋角时。因此,在热处理阶段之后进行拉削阶段有利地赋予了侧面的几何质量。
83.当然,本发明不限于在附图中描述和表示的实施例。在不脱离本发明的保护范围的情况下,仍然可以进行修改,特别是从各种元件的组成的角度上或者通过技术等效物的置换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1