一种搬运机器人的组装设备及其工作方法与流程
1.本发明涉及机器人,更具体地说是指一种搬运机器人的组装设备及其工作方法。
背景技术:
2.机器人是自动执行工作的机器装置,主要由机械身体、记忆或程序功能和核心零件等组成,它既可以接受人类指挥,又可以运行预先编排的程序,也可以根据以人工智能技术制定的原则纲领行动,它的任务是协助或取代人类的工作,例如生产业、建筑业,或是危险的工作,机器人是高级整合控制论、机械电子、计算机、货物和仿生学的产物,包括家务型、操作型、程控型、数控型、搜救类、平台型和学习控制型等几大类,目前,机器人在工业、医学、农业甚至军事等领域中均有重要用途。
3.目前在货品搬运过程中也会应用到搬运机器人进行工作,以提升工作效率,但是这类机器人在生产过程中均是采用人工生产,效率较为低下,且人工装配容易出现漏装零件的问题。
4.因此,有必要设计一种新的设备,实现可自动化组装搬运机器人,提高生产效率,且避免漏装零件。
技术实现要素:
5.本发明的目的在于克服现有技术的缺陷,提供一种搬运机器人的组装设备及其工作方法。
6.为实现上述目的,本发明采用以下技术方案:一种搬运机器人的组装设备,包括轴套自动压装装置、轴承轴套压装装置、自动穿轴装置以及双层输送线;所述轴套自动压装装置,用于将轴套压入连接栓的安装孔,并将压装完成的第一工件放置在所述双层输送线上,由所述双层输送线输送第一工件至所述轴承轴套压装装置所在的工位上;所述轴承轴套压装装置,用于在拉杆、旋转连杆上自动压装轴承和轴套,并将压装完成的第二工件放置在所述双层输送线上并与第一工件组装,形成第三工件,由所述双层输送线输送第三工件至所述自动穿轴装置所在的工位上;所述自动穿轴装置,用于将光轴穿入第三工件的指定孔内,形成第四工件,并由所述双层输送线输送第四工件至下一工位进行辅助组装,辅助组装完成后由所述双层输送线输送至出料工位。
7.其进一步技术方案为:所述轴套自动压装装置包括第一机架、压装组件、工作台组件、第一轴套处理组件以及第一轴套拿取组件,所述工作台组件、压装组件以及第一轴套拿取组件分别安装于所述第一机架上,所述工作台组件上放置有待压装工件,所述第一轴套处理组件对轴套进行点胶和输送,所述第一轴套拿取组件抓取所述轴套处理组件输送的轴套后放置在待压装工件上,所述压装组件对所述轴套进行压装。
8.其进一步技术方案为:所述工作台组件包括分度转盘、第一动力源、第一旋转模组以及第一驱动带,所述第一动力源与所述第一驱动带连接,所述第一驱动带与所述第一旋转模组连接,所述第一旋转模组与所述分度转盘连接,所述分度转盘上设有用于放置待压
装工件的定位销组。
9.其进一步技术方案为:所述轴承轴套压装装置包括第二机架、轴承压装机构、轴套压装机构以及第二搬运机构,所述第二机架上设有第一定位夹具和第二定位夹具,所述第二搬运机构用于将第一待压装工件和第二待压装工件分别搬运至所述第一定位夹具和第二定位夹具,所述轴承压装机构、所述轴套压装机构分别连接于所述第二机架上,所述轴承压装机构用于夹取轴承以及第一轴套并压装到第一待压装工件上;所述轴套压装机构用于夹取第二轴套并压装到第二待压装工件上。
10.其进一步技术方案为:所述轴承压装机构包括轴承夹取组件、轴承移动组件以及轴承压装组件,所述轴承夹取组件、所述轴承移动组件以及所述轴承压装组件分别连接于所述第二机架上;所述轴承夹取组件包括轴承夹取动力源、轴承夹爪结构以及定位结构,所述轴承夹取动力源与所述轴承移动组件连接,所述轴承夹取动力源与所述轴承夹爪结构连接,所述定位结构与所述轴承夹取动力源连接。
11.其进一步技术方案为:所述自动穿轴装置包括光轴上料机构、第三搬运机构以及穿轴机构,所述光轴上料机构将光轴进行上料,所述第三搬运机构拿取所述光轴上料机构所上料的光轴并移动至指定的工位上,所述穿轴机构将所述光轴穿插在待穿轴工件上。
12.其进一步技术方案为:所述光轴上料机构包括第三机架、第三料仓、挡料组件以及举升组件,所述第三料仓倾斜安装于所述第三机架的上方,所述挡料组件以及所述举升组件分别连接于所述第三机架上,且所述挡料组件位于所述第三料仓的上方,所述第三料仓靠近所述挡料组件的一端设有通槽,所述举升组件与所述通槽对齐布置。
13.其进一步技术方案为:所述双层输送线包括第四机架、输送线本体以及位于所述输送线本体两端的升降机,所述输送线本体连接在所述第四机架上,所述输送线本体上设有顶升定位机构以及挡停开关,所述挡停开关位于所述顶升定位机构的一侧,所述输送线本体上放置有托盘。
14.其进一步技术方案为:所述输送线本体包括上层输送线以及下层输送线,所述顶升定位机构包括顶升定位板、定位底板、底板固定板、顶升导向柱以及顶升气缸,所述底板固定板与所述第四机架连接,所述定位底板与所述底板固定板连接,所述顶升导向柱与所述顶升气缸分别连接在所述定位底板上,所述顶升气缸与所述顶升定位板连接,所述顶升定位板上设有顶升支撑销以及第二定位销,所述第二定位销与所述托盘连接,所述顶升支撑销抵接所述托盘。
15.本发明还提供了一种搬运机器人的组装设备的工作方法,包括:
16.轴套自动压装装置将轴套压入连接栓的安装孔,并将压装完成的第一工件放置在双层输送线上,由双层输送线输送第一工件至轴承轴套压装装置所在的工位上;
17.轴承轴套压装装置在拉杆、旋转连杆上自动压装轴承和轴套,并将压装完成的第二工件放置在双层输送线上并与第一工件组装,形成第三工件,由双层输送线输送第三工件至自动穿轴装置所在的工位上;
18.自动穿轴装置将光轴穿入第三工件的指定孔内,形成第四工件,并由双层输送线输送第四工件至下一工位进行辅助组装,辅助组装完成后由双层输送线输送至出料工位。
19.本发明与现有技术相比的有益效果是:本发明通过轴套自动压装装置、轴承轴套压装装置、自动穿轴装置以及双层输送线,利用轴套自动压装装置将轴套压入连接栓的安
装孔,利用轴承轴套压装装置在拉杆、旋转连杆上自动压装轴承和轴套,利用自动穿轴装置将光轴穿入第三工件的指定孔内,由双层输送线实现工件的输送,实现可自动化组装搬运机器人,提高生产效率,且避免漏装零件。
20.下面结合附图和具体实施例对本发明作进一步描述。
附图说明
21.为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
22.图1为本发明具体实施例提供的轴套自动压装装置的俯视结构示意图;
23.图2为本发明具体实施例提供的轴套自动压装装置的立体结构示意图一(未包括工业机器人以及物料架);
24.图3为本发明具体实施例提供的工作台组件的立体结构示意图;
25.图4为本发明具体实施例提供的轴套自动压装装置的立体结构示意图二(未包括工业机器人以及物料架);
26.图5为本发明具体实施例提供的第一轴套处理组件的立体结构示意图;
27.图6为本发明具体实施例提供的轴承轴套压装装置的俯视结构示意图;
28.图7为本发明具体实施例提供的轴承轴套压装装置的去除搬运机构的立体结构示意图;
29.图8为本发明具体实施例提供的轴承夹取组件的立体结构示意图;
30.图9为本发明具体实施例提供的轴承自动输送机构的结构示意图。
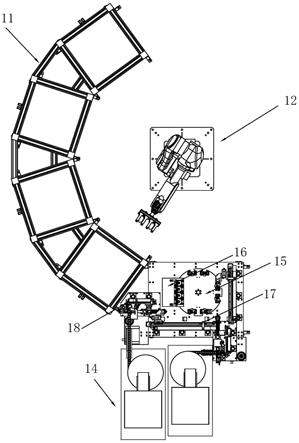
31.图10为本发明具体实施例提供的自动穿轴装置的立体结构示意图;
32.图11为本发明具体实施例提供的光轴上料机构的立体结构示意图;
33.图12为本发明具体实施例提供的穿轴机构的立体结构示意图;
34.图13为图12的a处局部放大示意图;
35.图14为本发明具体实施例提供的扶正结构的立体结构示意图;
36.图15为本发明具体实施例提供的自动穿轴装置与双层输送线的结构示意图;
37.图16为本发明具体实施例提供的双层输送线的结构示意图一;
38.图17为图16的b处局部放大示意图;
39.图18为本发明具体实施例提供的双层输送线的结构示意图二;
40.图19为图18的c处局部放大示意图;
41.图20为本发明具体实施例提供的托盘与第一工件的结构示意图;
42.图21为本发明具体实施例提供的托盘与第三工件的结构示意图;
43.图22为本发明具体实施例提供的托盘的结构示意图。
具体实施方式
44.为了使本发明的目的、技术方案及优点更加清楚明白,下面结合附图和具体实施方式对本发明作进一步详细说明。
45.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
46.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
47.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
48.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
49.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
50.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不应理解为必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行结合和组合。
51.如图1~22所示的具体实施例,本实施例提供的一种搬运机器人的组装设备,可以运用在自动组装搬运机器人的场景中,实现可自动化组装搬运机器人,提高生产效率,且避免漏装零件。
52.上述的一种搬运机器人的组装设备,包括轴套自动压装装置、轴承轴套压装装置、自动穿轴装置以及双层输送线4;轴套自动压装装置,用于将轴套压入连接栓的安装孔,并将压装完成的第一工件放置在双层输送线4上,由双层输送线4输送第一工件至轴承轴套压装装置所在的工位上;轴承轴套压装装置,用于在拉杆、旋转连杆上自动压装轴承和轴套,并将压装完成的第二工件放置在双层输送线4上并与第一工件组装,形成第三工件,由双层输送线4输送第三工件至自动穿轴装置所在的工位上;自动穿轴装置,用于将光轴穿入第三工件的指定孔内,形成第四工件,并由双层输送线4输送第四工件至下一工位进行辅助组
装,辅助组装完成后由双层输送线4输送至出料工位。
53.采用高精度工业机器人、高精度托盘5及定位工装、一系列气动结构和液压结构等部件,实现自动化组装搬运机器人,以提升生产效率。
54.上述的轴套自动压装装置,可以运用在机器人中的连接栓与轴套进行连接,将轴套压装到连接栓的两端,自动压装轴套,以提升工作效率。
55.请参阅图1至图5,上述的轴套自动压装装置,包括第一机架13、压装组件16、工作台组件15、第一轴套处理组件以及第一轴套拿取组件17,工作台组件15、压装组件16以及第一轴套拿取组件17分别安装于第一机架13上,工作台组件15上放置有待压装工件111,第一轴套处理组件对轴套112进行点胶和输送,第一轴套拿取组件17抓取第一轴套处理组件输送的轴套112后放置在待压装工件111上,压装组件16对轴套112进行压装,由此使得待压装工件111形成第一工件,如图20所示。
56.在进行轴套112的压装工作时,首先,在工作台组件15上放置待压装工件111,在本实施例中,该待压装工件111为连接栓,当然,于其他实施例,该待压装工件111还可以为其他工件,比如连接杆等,将轴套112进行点胶和输送到第一轴套拿取组件17的工作位置,由第一轴套拿取组件17抓取轴套112并移动至工作台组件15,以放置在工作台组件15的指定位置,与待压装工件111进行配合,压装组件16朝下压紧轴套112,以使得轴套112压入待压装工件111的两端,由此完成轴套112的自动压装。
57.在一实施例中,请参阅图3,上述的工作台组件15包括分度转盘151、第一动力源154、第一旋转模组155以及第一驱动带153,第一动力源154与第一驱动带153连接,第一驱动带153与第一旋转模组155连接,第一旋转模组155与分度转盘151连接,分度转盘151上设有用于放置待压装工件111的定位销组152。
58.具体地,定位销组152包括两个定位销,这两个定位销之间的间距恰好与待压装工件111的两个孔之间的间距一样。
59.在本实施例中,第一动力源154为马达。如图3所示,分度转盘151上设置多个定位销组152,以便于将分度转盘151划分为多个工位,如图6所示,每个工位均为先放置待压装工件111,再将轴套112放置在待压装工件111上,最后压装组件16压装轴套112,分度转盘151由马达工作带动第一驱动带153工作,借助第一驱动带153的工作带动第一旋转模组155的工作,而第一旋转模组155的主轴与分度转盘151连接,第一旋转模组155的工作,则会带动分度转盘151的转动,由此实现分度转盘151上多个工位的切换,固定在分度转盘151上的定位销组152和连接栓等待压装工件111会同时旋转90度,分度转盘151每次旋转90度,以进行一个工位的切换,由于分度转盘151每次旋转90度,即分度转盘151上设置四个工位,可以同时压装四种共八个工件。当然,于其他实施例,还可以设置分度转盘151每次旋转其他度数,比如120度等,依据实际情况而定。
60.在一实施例中,请参阅图2,上述的压装组件16包括压装气缸161以及压装支架162,压装支架162连接在第一机架13上,压装气缸161连接于压装支架162上。
61.压装气缸161的伸缩杆连接有压头,该压头靠近轴套112的一端为水平面,压装气缸161的个数为四个,压装组件16可以一次压装两款轴套112,共四个轴套112,提升工作效率。
62.在一实施例中,请参阅图5,上述的第一轴套处理组件包括轴套振动输送组件14以
及第一轴套点胶输送组件18,第一轴套点胶输送组件18连接于第一机架13上,轴套振动输送组件14设于第一轴套点胶输送组件18的一侧。
63.轴套振动输送组件14是将人工放入的轴套112进行振动规整后输送到第一轴套点胶输送组件18的工作位置,等待第一轴套点胶输送组件18进行轴套112点胶并输送至第一轴套拿取组件17的工作位置,等待拿取。
64.在一实施例中,请参阅图5,上述的轴套振动输送组件14包括第一立架144、第一料仓141、第一振动盘142以及第一料槽143,第一料仓141、第一振动盘142以及第一料槽143分别连接于第一立架144上,第一料仓141上设有第一出口,第一振动盘142位于第一出口的下方,第一振动盘142上设有第二出口,第二出口与第一料槽143连接,第一振动盘142的下方连接有第一振动动力源。人工将轴套112分别倒入第一料仓141中,第一振动盘142在振动过程中将轴套112排列在第一料槽143中,无需人工排列轴套112,节省人力和时间成本。
65.在一实施例中,请参阅图5,上述的第一轴套点胶输送组件18包括第一侧推气缸181、夹爪结构、第一点胶结构182、第一储料仓187以及第一轴套112输送结构185,第一侧推气缸181位于第一料槽143的一侧,第一侧推气缸181将第一料槽143内的轴套112推出,夹爪结构夹取推出的轴套112,第一点胶结构182对夹爪结构夹取的轴套112进行点胶,第一储料仓187接收夹爪结构夹取的已点胶的轴套112,第一轴套112输送结构185输送第一储料仓187内的轴套112。
66.在本实施例中,第一侧推气缸181位于第一料槽143的末端。
67.具体地,夹爪结构包括第一夹爪移动模组183以及第一气动夹爪1841,第一气动夹爪1841连接于第一夹爪移动模组183上,第一夹爪移动模组183连接于第一机架13上。
68.在一实施例中,第一气动夹爪1841包括两个夹爪以及气动动力源,气动动力源与两个夹爪连接,由气动动力源带动两个夹爪工作。
69.另外,第一气动夹爪1841通过第一伸缩气缸184与第一夹爪移动模组183连接,第一夹爪移动模组183实现第一气动夹爪1841的水平移动,第一伸缩气缸184实现第一气动夹爪1841的纵向移动。
70.在本实施例中,第一点胶结构182包括自动点胶笔。第一夹爪移动模组183为但不局限于磁偶无杆气缸模组。
71.第一轴套112输送结构185包括轴套输送气缸,轴套输送气缸位于第一储料仓187的下方,第一轴套112输送结构185的一端还连接有第一轴套定位座186。
72.轴套112通过振动到达第一料槽143的末端,第一侧推气缸181将轴套112推送到夹爪结构下方,夹爪结构抓取轴套112并120度分度旋转,自动点胶笔完成3点均分点胶,磁偶无杆气缸模组将第一气动夹爪1841输送至第一储料仓187上方,第一气动夹爪1841释放轴套112进入第一储料仓187中,轴套112输送机构从第一储料仓187的底部取出轴套112并放入第一轴套定位座186中,轴套112输送机构将装有轴套112的第一轴套定位座186输送至指定位置,等待下一步抓取。
73.在一实施例中,第一轴套拿取组件17包括第一轴套拿取夹爪172以及第一拿取移动模组171,第一拿取移动模组171位于第一机架13上,第一轴套拿取夹爪172与第一拿取移动模组171连接。
74.在本实施例中,第一轴套拿取夹爪172为但不局限于气动夹爪,第一拿取移动模组
171为但不局限于磁偶无杆气缸模组。
75.第一轴套拿取夹爪172从第一轴套定位座186中抓取轴套112,第一拿取移动模组171将第一轴套拿取夹爪172输送至待压装工件111的上方,第一轴套拿取夹爪172释放将轴套112放置于待压装工件111的安装孔中,等待下一步压装。
76.在一实施例中,请参阅图1,上述的轴套自动压装装置还包括第一物料架1以及工业机器人2,第一物料架1位于第一机架13的一侧,工业机器人2位于第一物料架1的一侧。
77.整个轴套112自动压装的过程如下:先由人工将待压装工件111预摆放至第一物料架1,自动装配生产时由工业机器人2抓取一组待压装工件111放入工作台组件15中的分度转盘151上并由定位销组152定位,分度转盘151旋转90度将待压装工件111送入下一工位,轴套振动输送组件14将轴套112排列在第一料槽143中,第一轴套点胶输送组件18对两种轴套112进行点胶并输送到第一轴套定位座186中待下一步抓取。
78.第一轴套拿取组件17从第一轴套定位座186抓取轴套112放入待压装工件111的两个安装孔中,分度转盘151旋转90度将待压装工件111送入下一工位,第一轴套拿取组件17从第一轴套定位座186抓取轴套112放入待压装工件111的另外两个安装孔中,分度转盘151再次旋转90度将放有轴套112的待压装工件111送入压装工位,压装组件16对4个轴套112进行压装,压装完成后分度转盘151再次旋转90度回到零位,工业机器人2将压好轴套112的待压装工件111从分度转盘151中取下,调转180度后再次放入分度转盘151上并由定位销组152定位,重复取放轴套112和压装动作。
79.分度转盘151旋转2圈完成零件两侧的轴套112压装后,由工业机器人2将压装完轴套112的待压装工件111放入托盘5中组装,组装完成后输送至下一工位,完成轴套112的整个自动压装过程。如图22所示,最初始状态的托盘5上设有若干个定位区域。
80.在本实施例中,设置两套第一轴套处理组件以及两套第一轴套拿取组件17,实现不同轴套112的压装。具体地,两套第一轴套拿取组件17分别布置在工作台组件15的两个相邻方向,两套第一轴套处理组件与两套第一轴套拿取组件17相邻布置,实现同时处理两种轴套112的点胶、输送以及拿取;整个压装装置可以压4种工件2种轴套112。
81.上述的轴套自动压装装置通过设置压装组件16、工作台组件15、第一轴套处理组件以及第一轴套拿取组件17,利用第一轴套处理组件将轴套112进行振动规整和点胶以及输送到第一轴套拿取组件17的工位上,由轴套拿取组件抓取后放置到工作台组件15上的待压装工件111中,借助压装组件16自动压装轴套112,实现自动将轴套112压入待压装工件111的指定位置,提升工作效率以及避免出现漏装零件的问题。
82.本实施例提供的轴承轴套压装装置可以运用在轴承和轴套分别与待压装工件压装装配的过程中,实现自动压装轴承和轴套,提高生产效率,降低生产成本。
83.请参阅图6与图7,上述的轴承轴套压装装置,包括第二机架23、轴承压装机构、轴套压装机构以及第二搬运机构22,第二机架23上设有第一定位夹具212和第二定位夹具211,第二搬运机构22用于将第一待压装工件213和第二待压装工件210分别搬运至第一定位夹具212和第二定位夹具211,轴承压装机构、轴套压装机构分别连接于第二机架23上,轴承压装机构用于夹取轴承以及第一轴套并压装到第一待压装工件213上;轴套压装机构用于夹取第二轴套并压装到第二待压装工件210上,以使得压装完成的第一待压装工件213以及第二待压装工件210形成第二工件,并与第一工件组装后形成第三工件,如图21所示。
84.在本实施例中,上述的轴承轴套压装装置还包括第二物料架21,该第二物料架21用于存放第一待压装工件213以及第二待压装工件210,第二搬运机构22为但不局限于工业机器人。
85.先由人工将零件摆放在第二物料架21中,自动装配生产时由工业机器人抓取零件放入第一定位夹具212和第二定位夹具211中,轴承压装机构抓取一个轴套以及一个轴承放入第一待压装工件213的安装孔中,并完成轴套和轴承的自动压装;轴套压装机构抓取轴套放入第二待压装工件210的安装孔中,并完成轴套的自动压装。最后工业机器人从第一定位夹具212和第二定位夹具211中抓取压装完成的第一待压装工件213和第二待压装工件210放入托盘5中组装,组装完成后顶升定位机构和挡停开关440向下移动将托盘5放置在双层输送线4上,双层输送线4将托盘5输送至下一工位。实现自动压装轴承和轴套,提高生产效率,降低生产成本。
86.在一实施例中,请参阅图9,上述的轴承轴套压装装置还包括轴承自动输送机构24,轴承自动输送机构24包括输送结构以及排布结构,输送结构通过输送支架连接于第二机架23上,排布结构连接于输送支架上,排布结构位于输送结构的上方。
87.在一实施例中,上述的输送结构包括输送带241以及第二动力源,第二动力源连接于第二机架23上,第二动力源与输送带241连接。第二动力源带动输送带241工作,实现将轴承216输送至指定的位置。具体地,第二动力源为但不局限于伺服马达。
88.在一实施例中,输送支架包括纵梁247、第一侧板245、第二侧板244以及排布导流板2411,纵梁247分别与第一侧板245以及第二侧板244连接,第一侧板245以及第二侧板244分别布置在输送带241的两侧,排布导流板2411连接于纵梁247上,排布导流板2411位于输送结构的上方,第二动力源连接于纵梁247上。
89.第二侧板244与排布导流板2411可以将轴承216限制在第二侧板244与排布导流板2411合围的空间内,防止轴承216掉落。
90.在一实施例中,请参阅图9,上述的排布结构包括排布动力源243以及排布挡板242,排布动力源243通过第二连接板246与第二机架23连接,排布动力源243与排布挡板242连接,第二连接板246与输送支架连接。
91.当输送带241将轴承216输送至排布挡板242所在的位置时,排布挡板242在排布动力源243的带动下将轴承216推送至第二侧板244与排布导流板2411围合的料槽内,实现轴承216的规整和排布。
92.在一实施例中,请参阅图9,上述的排布挡板242的一端与第二连接板246铰接。
93.在一实施例中,请参阅图9,上述的排布挡板242与输送带241之间形成一倾斜角。将排布挡板242与输送带241呈一个倾斜角布置,可以借助输送带241朝前输送的动力以及排布挡板242的推力结合后将轴承216推入料槽内。
94.在一实施例中,请参阅图9,上述第二侧板244与排布导流板2411合围形成料槽。料槽的宽度仅限于放置一个轴承216,以便于将轴承216沿着料槽的延伸方向依序排布放置。
95.在一实施例中,请参阅图9,上述的输送支架上还连接有侧推结构以及第二轴承定位卡座2410,侧推结构与第二轴承定位卡座2410对齐布置,侧推结构连接于排布导流板2411上,第二轴承定位卡座2410上设有缺口,第二轴承定位卡座2410的缺口与第二侧板244的末端对齐布置,第二轴承定位卡座2410与纵梁247连接。
96.设置侧推结构有助于将料槽内的轴承216一个一个推到第二轴承定位卡座2410内,等到后续的抓取组件抓取。
97.在一实施例中,请参阅图9,侧推结构包括第二侧推气缸248以及第二推板249,第二侧推气缸248与排布导流板2411连接,第二推板249与第二侧推气缸248连接。
98.具体地,第二推板249远离第二侧推气缸248的一端朝内凹陷以形成v形槽,以实现准确地将轴承216推入第二轴承定位卡座2410内。
99.人工将用于装配的轴承216放在输送带241上,伺服马达驱动输送带241沿排布挡板242方向传动,输送带241传动时将待排布的轴承216输送至排布挡板242处,排布挡板242与输送带241呈一定倾斜角,待排布的轴承216受到来自输送带241和排布挡板242的合力依次排入料槽,第二侧推气缸248将轴承216推进第二轴承定位卡座2410中,等待下一步抓取。
100.上述的轴承自动输送机构24通过设置输送结构以及排布结构,输送结构将轴承216输送到排布结构的排布挡板242所在位置,排布挡板242的推力与输送带241的推力将轴承216推入料槽内进行排布和规整,再由侧推结构将料槽内的轴承216一个一个推入第二轴承定位卡座2410内,实现自动输送和排布轴承216,提升生产效率,降低人工成本。
101.在一实施例中,上述的轴承轴套压装装置还包括第二轴套处理组件25,第二轴套处理组件25包括第二轴套振动输送组件以及第二轴套点胶输送组件,第二轴套点胶输送组件连接于第二机架23上,第二轴套振动输送组件设于第二轴套点胶输送组件的一侧。
102.第二轴套处理组件25的个数为两个。其中一个第二轴套处理组件25用于处理第一待压装工件213所用的轴套,另一个第二轴套处理组件25用于处理第二待压装工件210所用的轴套。
103.第二轴套振动输送组件是将人工放入的轴套进行振动规整后输送到第二轴套点胶输送组件的工作位置,等待第二轴套点胶输送组件进行轴套点胶并输送至第二第一轴套拿取组件17的工作位置,等待拿取。
104.在一实施例中,上述的第二轴套振动输送组件包括第二振动盘以及第二料槽,第二振动盘上设有第二出口,第二出口与第二料槽连接,第二振动盘的下方连接有振动动力源。人工将轴套分别倒入第二振动盘中,第二振动盘在振动过程中将轴套排列在第二料槽中,无需人工排列轴套,节省人力和时间成本。
105.在一实施例中,上述的第二轴套点胶输送组件包括第二侧推气缸、点胶夹爪结构、第二点胶结构、第二储料仓以及第二轴套输送结构,第二侧推气缸位于第二料槽的一侧,第二侧推气缸将第二料槽内的轴套推出,点胶夹爪结构夹取推出的轴套,第二点胶结构对点胶夹爪结构夹取的轴套进行点胶,第二储料仓接收点胶夹爪结构夹取的已点胶的轴套,第二轴套输送结构输送第二储料仓内的轴套。
106.在本实施例中,第二侧推气缸位于第二料槽的末端。
107.具体地,点胶夹爪结构包括第二夹爪移动模组以及第二点胶气动夹爪,第二点胶气动夹爪连接于第二夹爪移动模组上,第二夹爪移动模组连接于第二机架23上。
108.在一实施例中,第二点胶气动夹爪包括两个夹爪以及气动动力源,气动动力源与两个夹爪连接,由气动动力源带动两个夹爪工作。
109.另外,第二点胶气动夹爪通过伸缩气缸与第二夹爪移动模组连接,第二夹爪移动模组实现第二点胶气动夹爪的水平移动,伸缩气缸实现第二点胶气动夹爪的纵向移动。
110.在本实施例中,第二点胶结构包括自动点胶笔。第二夹爪移动模组为但不局限于磁偶无杆气缸模组。
111.第二轴套输送结构包括第二轴套输送气缸,第二轴套输送气缸位于第二储料仓的下方,第二轴套输送结构的一端还连接有第二轴套定位座。
112.轴套通过振动到达第二料槽的末端,第二侧推气缸将轴套推送到点胶夹爪结构下方,点胶夹爪结构抓取轴套并120度分度旋转,自动点胶笔完成3点均分点胶,磁偶无杆气缸模组将第二点胶气动夹爪输送至第二储料仓上方,第二点胶气动夹爪释放轴套进入第二储料仓中,轴套输送机构从第二储料仓的底部取出轴套并放入第二轴套定位座中,轴套输送机构将装有轴套的第二轴套定位座输送至指定位置,等待下一步抓取。
113.上述的第二轴套处理组件25还包括第二料仓,第二料仓上设有第一出口,第二振动盘位于第一出口的下方,人工将轴套分别倒入第二料仓中,第二振动盘在振动过程中将轴套排列在第二料槽中,无需人工排列轴套,节省人力和时间成本。
114.在一实施例中,请参阅图6至图7,上述的轴承压装机构包括轴承夹取组件2611、轴承移动组件2612以及轴承压装组件262,轴承夹取组件2611、轴承移动组件2612以及轴承压装组件262分别连接于第二机架23上。
115.在本实施例中,轴承夹取组件2611从第二轴承定位卡座2410夹取轴承216,并由轴承移动组件2612输送至第一定位夹具212上,第一待压装工件213为但不局限于连杆,将轴承216放置在第一待压装工件213指定的孔内,随后,轴承夹取组件2611松开对轴承216的夹取,由轴承压装组件262进行轴承216压装,在轴承压装组件262压装的过程中,轴承夹取组件2611在轴承移动组件2612的带动下移动至第二轴承定位卡座2410进行夹取轴承216,并重复上述流程,完成轴承216的拿取、压装等重复流程。
116.另外,上述的轴承压装机构还包括轴套夹取组件,该轴套夹取组件包括轴套夹取气缸,该轴套夹取气缸与轴承移动组件2612连接,当夹取完轴承216后,轴承移动组件2612会带动轴套夹取气缸夹取对应的轴套,再将轴套和轴承216一起输送至第一待压装工件213所在的位置,放置在对应的安装孔内,由轴承压装组件262进行压装,实现第一待压装工件213的轴套和轴承216压装。
117.在一实施例中,请参阅图8,上述的轴承夹取组件2611包括轴承夹取动力源26111、轴承夹爪结构以及定位结构,轴承夹取动力源26111与轴承移动组件2612连接,轴承夹取动力源26111与轴承夹爪结构连接,定位结构与轴承夹取动力源26111连接。
118.在本实施例中,轴承夹取动力源26111为但不局限于轴承夹取气缸,轴承夹取气缸设有滑动平台,该轴承夹取气缸的滑动平台与轴承夹爪结构连接,通过轴承夹取气缸的工作,带动轴承夹爪结构进行轴承216的夹取,由于轴承216有内圈和外圈,需要借助定位结构先对内圈进行定位,再由轴承夹爪结构夹紧外圈,以提高轴承216夹取和移动的位置精度。
119.在一实施例中,请参阅图8,上述的定位结构包括定位柱26115,轴承夹爪结构包括左夹爪26113以及右夹爪26114,定位柱26115通过连接架26112与轴承夹取动力源26111连接,定位柱26115位于左夹爪26113以及右夹爪26114之间,左夹爪26113以及右夹爪26114分别与轴承夹取动力源26111连接。
120.在一实施例中,请参阅图8,上述的定位柱26115的外周设有限位环26116,定位柱26115插入在轴承216的内圈内,限位环26116以及定位柱26115配合使得轴承216的外圈转
正至符合要求的角度,另外,限位环26116与定位柱26115之间设有凹槽,该凹槽用于供轴承216的内圈嵌入在内,以起到轴承216内圈的定位作用。
121.具体地,左夹爪26113以及右夹爪26114上分别设有弧形槽,两个弧形槽分别抵接在轴承216的外圈上,左夹爪26113和右夹爪26114在轴承夹取动力源26111的作用下,实现对轴承216的夹取和松开。
122.在一实施例中,上述的轴承夹取动力源26111包括动力源外壳,连接架26112与动力源外壳连接。
123.具体地,连接架26112为u型连接架,该连接架26112的两端分别连接在动力源外壳的两端。
124.在一实施例中,请参阅图7,上述的轴承移动组件2612包括轴承移动模组,轴承夹取动力源26111与轴承移动模组连接。
125.具体地,轴承移动模组包括但不局限于磁偶无杆气缸模组。
126.在一实施例中,上述的轴承压装组件262包括轴承压装液压缸。
127.具体地,轴承压装液压缸通过轴承压装支架2622与轴第二机架23连接。
128.在一实施例中,上述的轴承压装液压缸设有输出轴,输出轴的末端连接有压装件。
129.在本实施例中,通过轴承压装液压缸的输出轴的伸缩,带动压装件朝下移动或朝上移动,朝下移动时用于轴承216的压装,朝上移动时,轴承216已压装完毕,等待下一轴承216和第一待压装工件213的放置。采用液压方式压装轴承216,可以使得轴承216压装牢固。
130.上述的轴承压装机构,通过设置轴承夹取组件2611、轴承移动组件2612以及轴承压装组件262,由轴承夹取组件中的定位结构先对轴承216进行定位,由轴承夹取组件2611夹取轴承216后,在轴承移动组件2612的带动下,移动至第一待压装工件213指定的孔的位置上,轴承夹取组件2611松开对轴承216的夹取后,由轴承压装组件262进行轴承216的压装,实现自动将轴承216压装至连杆对应的孔内,提升工作效率以及避免出现漏装零件和压装不牢固的问题。
131.在一实施例中,请参阅图7,上述的轴套压装机构包括工件运输组件273、工件压装组件272以及轴套取放组件271,工件运输组件273连接于第二机架23上,第二定位夹具211连接于工件运输组件273上,工件压装组件272设于工件运输组件273的上方,轴套取放组件271连接于第二机架23上。
132.具体地,上述的轴套取放组件271包括轴套气动夹爪2711以及轴套移动结构2712,轴套气动夹爪2711与轴套移动结构2712连接,轴套移动结构2712连接于第二机架23上。
133.在本实施例中,工件运输组件273包括磁偶无杆气缸模组,第二定位夹具211连接在该工件运输组件273上,实现将第二待压装工件210输送至轴套取放组件271的下方,等待轴套放入到指定的安装孔内,再移动至工件压装组件272的下方进行压装,最后移动至最初的位置等到抓取放置到托盘5上。
134.在一实施例中,上述的工件压装组件272包括工件压装气缸,工件压装气缸的个数为两个,可同时压装一个第二待压装工件210的两个轴套,以提高整个工作效率。
135.第二定位夹具211和第二待压装工件210通过磁偶无杆气缸模组输送到轴套取放组件271的下方并定位,轴套气动夹爪2711从轴套定位座中抓取轴套后和轴套移动结构2712协同依次将轴套放入第二待压装工件210两侧的安装孔中,磁偶无杆气缸模组将第二
定位夹具211和放有轴套的第二待压装工件210输送到工件压装组件272的下方,工件压装组件272将两侧的轴套压装入第二待压装工件210中,等待下一步抓取。
136.具体地,先由人工将零件摆放在第二物料架21中,自动装配生产时由工业机器人抓取零件放入第一定位夹具212和第二定位夹具211中,轴承自动输送机构24将轴承输送到轴承定位卡座中待下一步抓取,第二轴套处理组件25分别对两种轴套进行点胶并输送到轴套定位座中待下一步抓取;从轴套定位座中抓取一个轴套,从轴承定位卡座中抓取一个轴承,放入第一待压装工件213的安装孔中,轴承压装组件262完成轴套和轴承的自动压装。轴套取放组件271从轴套定位座中抓取轴套放入第二待压装工件210的安装孔中,工件压装组件272完成轴套的自动压装。最后工业机器人从第一定位夹具212以及第二定位夹具211中抓取压装完成的第一待压装工件213和第二待压装工件210放入托盘5中组装,组装完成后顶升定位机构和挡停开关440向下移动将托盘5放置在双层输送线4上,双层输送线4将托盘5输送至下一工位。在本实施例中,总共需要压装一个第一待压装工件213和两个第二待压装工件210。
137.上述的轴承轴套压装装置,通过设置轴承压装机构、轴套压装机构以及第二搬运机构22,由第二搬运机构22从第二物料架21上将第一待压装工件213和第二待压装工件210搬运到第一定位夹具212和第二定位夹具211上,由轴承压装机构夹取对应的轴承和轴套压装到第一待压装工件213上,由轴套压装机构夹取对应的轴套压装到第二待压装工件210上,实现自动压装轴承和轴套,提高生产效率,降低生产成本。
138.本实施例提供的自动穿轴装置,可以运用在工件与轴装配的过程中,比如机器人等使用到轴的产品的生产过程中。
139.请参阅图10,上述的自动穿轴装置,包括光轴上料机构、第三搬运机构350以及穿轴机构,光轴上料机构将光轴100进行上料,第三搬运机构350拿取光轴上料机构所上料的光轴100并移动至指定的工位上,穿轴机构将光轴100穿插在待穿轴工件上,穿轴完成的待穿轴工件形成第四工件。
140.光轴上料机构将光轴100进行上料且输送到指定的位置,等到第三搬运机构350拿取,第三搬运机构350拿取光轴100后,移动到穿轴机构的指定工位上,由穿轴结构推动光轴100,插入待穿轴工件上,实现自动穿轴的过程,降低人工成本,提高生产效率。
141.请参阅图11,上述的光轴上料机构包括第三机架310、第三料仓320、挡料组件以及举升组件,第三料仓320倾斜安装于第三机架310的上方,挡料组件以及举升组件分别连接于第三机架310上,且挡料组件位于第三料仓320的上方,第三料仓320靠近挡料组件的一端设有通槽,举升组件与通槽对齐布置。
142.第三料仓320倾斜布置,人工搬运光轴100放置在第三料仓320内,光轴100便可沿着倾斜方式下滑至挡料组件所在位置,第三料仓320沿着自上而下朝靠近挡料组件的方向倾斜布置,以确保光轴100可以到达挡料组件处进行挡料排布,再借助举升组件将光轴100举升至指定的位置,等到后续的拿取操作,实现光轴100的自动上料,提高生产效率。
143.在一实施例中,请参阅图11,上述的挡料组件包括横杆331以及若干个间隔布置的档杆330,横杆331的两端分别通过第三侧板334与第三机架310连接,若干个挡杆330的上端与横杆331连接,挡杆330的下端置于第三料仓320内。
144.在本实施例中,档杆330的下端与第三料仓320底部的距离大于一根光轴的直径且
小于两个光轴100的直径之和,确保光轴100无法重叠放置;另外,挡杆330的下端设有圆柱形横杆,避免在阻止光轴100重叠的过程中对光轴100产生刮痕。
145.在一实施例中,请参阅图11,上述的挡料组件还包括调节杆332以及调节气缸333,调节气缸333与调节杆332连接,调节杆332与横杆331连接,调节气缸333与第三机架310连接。
146.当调节气缸333伸出或缩回时,调节杆332下压或上拉,带动横杆331转动,挡杆30朝前或朝后摆动,进而将重叠的光轴100推向前方区域,避免光轴100出现重叠或卡滞。
147.在一实施例中,上述的调节气缸333通过第三侧板334与第三机架310连接。
148.在一实施例中,请参阅图11,上述的举升组件包括举升板342以及动力结构,动力结构分别与举升板342以及第三机架310连接,举升板342的上端与通槽对齐布置。
149.利用动力结构带动举升板342上升,举升板342上升时会顶升位于举升板342上方的光轴100,使其移动至指定的工位上。
150.在一实施例中,请参阅图11,上述的举升板342的上端设有一倾斜面。
151.举升板342的顶部设计成倾斜面,保证光轴100沿第三料仓320的竖直侧挡板向上移动并滑入定位组件中。
152.在一实施例中,请参阅图11,上述的动力结构包括举升动力源340以及直线滑轨,直线滑轨以及举升板342连接,举升动力源340通过连接块341与举升板342连接,直线滑轨以及举升动力源340分别连接在第三机架310上。
153.举升动力源340为但不局限于气缸。
154.在本实施例中,直线滑轨竖直连接在第三机架310上,对举升板342的上升或下降起到稳定的作用,气缸推动举升板342的上升或下降,举升板342沿着直线滑轨上下移动,实现对光轴100的顶升以及自身的下降。
155.在一实施例中,请参阅图11,上述的光轴上料机构还包括定位组件,定位组件位于第三料仓320的一侧。
156.定位组件用于对顶升的光轴100起到定位暂存的作用,等到下一工序进行取走光轴100。
157.在一实施例中,定位组件包括定位板335以及位于定位板335上的光轴100定位块,第三料仓320的外侧设有定位板335。
158.整个定位组件紧挨着第三料仓320靠近举升组件的竖直侧挡板布置,举升板342朝上顶升光轴100后,由于举升板342的顶部是一个倾斜面,该倾斜面是一个沿着自上而下朝着靠近定位板335的方向倾斜布置的倾斜面,当举升板342顶升光轴100至超过第三料仓320的竖直侧挡板的高度时,会自动落入定位板335的光轴100定位块上。
159.在一实施例中,请参阅图11,上述的光轴100定位块包括第一定位块338以及第二定位块336,第一定位块338以及第二定位块336相向布置,第一定位块338靠近第二定位块336的一侧连接有第一弧形块339,第二定位块336靠近第一定位块338的一侧连接有第二弧形块337,第一弧形块339以及第二弧形块337之间围合形成有供光轴100放置在内的间隙。
160.在本实施例中,第一定位块338置于定位板335靠近第三料仓320的一端,且第一定位块338的上端设有沿着自上朝下朝着远离第三料仓320的方向倾斜布置的斜面3381。
161.第一弧形块339以及第二弧形块337之间恰好围成半圆状的间隙,光轴100便可落
入到该间隙内,等到下一操作工序。
162.整个光轴上料机构的工作过程如下:先由人工将光轴100分别放入第三料仓320,光轴100在倾斜的第三料仓320内靠自重滑动到第三料仓320的底部,挡料组件防止过多的光轴100堆积在举升板342的位置,收到信号后,举升动力源340推动举升板342向上沿直线滑轨运动,向上运动过程中将光轴100举起越过第三料仓320的高度,光轴100顺着举升板342的倾斜面和定位组件的斜面3381滑落到定位组件中,等待工业机器人抓取。
163.上述的光轴上料机构通过设置第三机架310、第三料仓320、挡料组件以及举升组件,第三料仓320倾斜布置在第三机架310上,实现光轴100放入第三料仓320后可以自动下滑至挡料组件以及举升组件所在的位置,挡料组件对重叠的光轴100进行阻挡,举升组件则依序举升位于举升板342所在位置的上方的光轴100,使其落入定位组件中,等待下一工序的操作,实现光轴100的自动上料,提高生产效率。
164.请参阅图12至图13,上述的穿轴机构包括底座380、扶正结构、光轴侧推结构以及导向结构,光轴侧推结构以及导向结构分别连接于底座380上,光轴侧推结构与导向结构之间设有用于放置待穿轴工件的操作工位,扶正结构与底座380连接,且扶正结构位于操作工位的上方。
165.具体地,光轴侧推结构是用于放置从光轴上料机构处拿取的光轴100,并将光轴100推入待穿轴工件指定的孔内;导向结构则是先将导向轴390插在待穿轴工件指定的孔内,当光轴侧推结构将光轴100推入待穿轴工件指定的孔内时,导向轴390同步退出,以起到光轴100推入过程的导向;扶正结构则是对待穿轴工件起到扶正的作用,便于光轴100插入待穿轴工件的指定孔内。
166.在一实施例中,请参阅图14,上述的扶正结构包括扶正气缸370、螺杆固定板373以及若干个螺杆374,扶正气缸370与螺杆固定板373连接,若干个螺杆374间隔布置在螺杆固定板373上,且扶正气缸370通过固定支架连接在底座380上。
167.在本实施例中,固定支架包括两个固定侧板372以及固定横板371,该固定横板371倾斜布置在两个固定侧板372之间,且两个固定侧板372与底座380连接,实现将扶正气缸370倾斜布置在底座380上,另外,利用扶正气缸370的伸缩,带动螺杆固定板373朝靠近待穿轴工件的方向移动,借助螺杆374的下端扶正待穿轴工件。
168.在本实施例中,螺杆374的下端连接有橡胶垫375,起到在扶正待穿轴工件时避免刮伤待穿轴工件的作用。
169.在一实施例中,请参阅图12至图13,上述的光轴侧推结构包括推轴气缸361以及推轴滑轨360,推轴气缸361位于推轴滑轨360远离扶正结构的一端,且推轴气缸361以及推轴滑轨360分别连接在底座380上,且推轴滑轨上设有供光轴100放置在内的第二凹槽。
170.在本实施例中,上述的第二凹槽为但不局限于v型滑槽。设置v型滑槽有利于光轴的放置和推动。
171.具体地,利用推轴气缸361推动光轴100,以使得光轴100推入待穿轴工件指定的孔内。
172.在一实施例中,请参阅图13,上述的导向结构包括导向轴定位套筒392、导向轴390以及导向动力源391,导向轴定位套筒392连接于底座380上,导向轴390的一端插设在导向轴定位套筒392内,导向轴390的另一端与导向动力源391连接,导向动力源391与底座380连
接。
173.导向轴定位套筒392起到对导向轴390移动的定位作用,导向轴390在导向动力源391的作用下朝着靠近待穿轴工件指定孔的方向移动,以使得导向轴390插入待穿轴工件,而导向轴390与光轴100是相向且对齐布置的,导向轴390插入指定孔也是为了光轴100能够成功推入待穿轴工件指定的孔,提高装配的准确率。另外,在光轴100推入待穿轴工件指定的孔内时,导向轴390在光轴100的反作用力下同步退出待穿轴工件。
174.在本实施例中,导向动力源391为但不局限于磁耦合无杆气缸,推轴气缸361和v形滑轨通过固定板连接并固定在底座380的一侧,磁耦合无杆气缸安装在底座380的另一侧,导向轴390的一端和磁耦合无杆气缸的滑块相连,导向轴390的另一端穿过底座380上的导向轴定位套筒392并带有导向锥度。
175.在本实施例中,第三搬运机构350为但不局限于工业机器人。
176.请参阅图15,上述的待穿轴工件是由双层输送线4运输到底座380的操作工位,且待穿轴工件放置在托盘5上,自动摆放好的待穿轴工件通过托盘5和双层输送线4输送到穿轴机构中,顶部的扶正结构向下推,对待穿轴工件进行初步定位,同时工业机器人从光轴上料机构中夹取光轴100放置于v形滑轨中,然后四根导向轴390依次被磁耦合无杆气缸推动穿过导向轴定位套筒392后穿过多个待穿轴工件指定的孔内,最后推轴气缸361依次将v形滑轨中的光轴100推进待穿轴工件指定的孔中,并将导向轴390从待穿轴工件指定的孔中同步推出,如此循环完成自动穿轴装配。
177.在本实施例中,光轴上料机构的个数为两个,扶正结构的个数为两个,光轴侧推结构以及导向结构的个数分别为四个,当然,于其他实施例中,上述的光轴上料机构、扶正结构、光轴侧推结构以及导向结构的个数可以为其他数量,可依据实际情况而定。
178.上述的自动穿轴装置,通过光轴上料机构将大量光轴100进行规整并一个一个地输送到定位组件上,由第三搬运机构350拿取后,放置在穿轴机构的推轴滑轨360上,扶正机构先对待穿轴工件进行扶正后,由导向组件将导向轴390推入待穿轴工件进行导向处理,然后由推轴气缸361将光轴100推入待穿轴工件内,且导向轴390同步退出待穿轴工件,实现自动穿轴,提高生产效率,降低生产成本。
179.在一实施例中,请参阅图16至图19,双层输送线4包括第四机架400、输送线本体410以及位于输送线本体410两端的升降机,输送线本体410连接在第四机架400上,输送线本体410上设有顶升定位机构以及挡停开关440,挡停开关440位于顶升定位机构的一侧,输送线本体410上放置有托盘5。
180.输送线本体410包括上层输送线以及下层输送线,双层顶升定位机构包括顶升定位板450、定位底板451、底板固定板452、顶升导向柱453以及顶升气缸454,底板固定板452与第四机架400连接,定位底板451与底板固定板452连接,顶升导向柱453与顶升气缸454分别连接在定位底板451上,顶升气缸454与顶升定位板450连接,顶升定位板450上设有顶升支撑销455以及第二定位销456,第二定位销456与托盘5连接,顶升支撑销455抵接托盘5。
181.在本实施例中,输送线本体410分为上下两层,输送线本体410的两端设置升降机,即设有线首升降机420和线末升降机430,托盘5放置于输送线本体410上,输送线本体410每个工位设有顶升定位机构和挡停开关440,托盘5输送到各工位后由挡停开关440进行粗定位,由顶升定位机构进行精确定位并顶升脱离输送线本体410,实现和各工序的高精度工业
机器人协同进行高精度装配作业。
182.输送线本体410上层的托盘5输送到输送线本体410的末端后,由线末升降机430输送到输送线本体410的下层,从输送线本体410的下层线体回流,通过线首升降机420输送到输送线上层,重新到达输送线的前端,如此循环。
183.顶升定位机构设置在输送线本体410的上层,挡停开关440预设为向上弹起,托盘5输送过程中被挡停开关440挡停,顶升板由顶升气缸454推动向上顶升,在顶升导向柱453的精确导向下,顶升板上的第二定位销456与托盘5中的定位孔配合完成托盘5与输送线本体410的精确定位,同时顶升支撑销455将托盘5工装顶起脱离输送线本体410。组装完成后顶升定位机构和挡停开关440向下移动将托盘5放置在输送线本体410上,输送线本体410将托盘5输送至下一工位。
184.在本实施例中,输送线本体410上还设有手工辅助组装工位,以供第四工件输送到该工位时,由人工进行后续的辅助组装。
185.上述的一种搬运机器人的组装设备,通过轴套自动压装装置、轴承轴套压装装置、自动穿轴装置以及双层输送线4,利用轴套自动压装装置将将轴套压入连接栓的安装孔,利用轴承轴套压装装置在拉杆、旋转连杆上自动压装轴承和轴套,利用自动穿轴装置将光轴穿入第三工件的指定孔内,由双层输送线4实现工件的输送,实现可自动化组装搬运机器人,提高生产效率,且避免漏装零件。
186.在一实施例中,还提供了一种搬运机器人的组装设备的工作方法,包括:
187.轴套自动压装装置将轴套压入连接栓的安装孔,并将压装完成的第一工件放置在双层输送线4上,由双层输送线4输送第一工件至轴承轴套压装装置所在的工位上;
188.轴承轴套压装装置在拉杆、旋转连杆上自动压装轴承和轴套,并将压装完成的第二工件放置在双层输送线4上并与第一工件组装,形成第三工件,由双层输送线4输送第三工件至自动穿轴装置所在的工位上;
189.自动穿轴装置将光轴穿入第三工件的指定孔内,形成第四工件,并由双层输送线4输送第四工件至下一工位进行辅助组装,辅助组装完成后由双层输送线4输送至出料工位。
190.需要说明的是,所属领域的技术人员可以清楚地了解到,上述一种搬运机器人的组装设备的工作方法的具体实现过程,可以参考前述的一种搬运机器人的组装设备实施例中的相应描述,为了描述的方便和简洁,在此不再赘述。
191.上述仅以实施例来进一步说明本发明的技术内容,以便于读者更容易理解,但不代表本发明的实施方式仅限于此,任何依本发明所做的技术延伸或再创造,均受本发明的保护。本发明的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1