一种密集管束式换热器的钎焊制造方法与流程
1.本发明涉及一种密集管束式换热器的钎焊制造方法,属于热交换器钎焊加工制备技术领域。
背景技术:
2.随着制造业的发展,密集管束式换热器采用先进的微孔钎焊技术。管束密集度高、比换热面积大,有效的减小了传统管壳式换热器的体积。结构紧凑,重量轻,特别适合各种小型化要求。可以广泛应用在航空航天、油气开采、精细化工等领域。
3.现有密集管束式换热器制造难点在于管束与上下管板的钎焊处,其管束间的管壁间距小,管束排布密集,采用传统手工涂布容易导致钎料厚度不均、产能低下等缺陷,且产品质量受操作者个人因素影响过大,因此亟需一种高效稳定的钎焊制造方案。
技术实现要素:
4.本发明为了解决上述技术问题,提供一种密集管束式换热器的钎焊制造方法。
5.一种密集管束式换热器的钎焊制造方法,该方法包括以下步骤:
6.步骤1、焊前准备:将钎料片进行激光打孔,然后将管板、钎料片和导管进行除油和超声波清洗,吹干待用;
7.步骤2、使用两层管板上下夹住一层或多层钎料板,保证两层管板的管孔与钎料片上的孔对应,并使用夹紧工装对管板和钎料片进行固定,获得装配后的管板和钎料;
8.步骤3、将装配后的管板和钎料片进行穿管,使两个装配后的管板和钎料片分别位于管束的两端;
9.步骤4、放入真空炉中进行高温真空钎焊,拆除夹紧工装,获得密集管束式换热器。
10.进一步地,钎料片与管板为圆板状,并且钎料片上的孔与管板上的管孔相互对应。
11.进一步地,夹紧工装包括圆环压板和多个弧状压块,多个弧状压块相互拼接成与圆环压板形状相同的圆环,并且圆环压板和多个弧状压块之间通过螺栓连接。
12.更进一步地,圆环压板上周向均匀分布8个通孔,每个所述的弧状压块开有1个通孔,圆环压板和弧状压块使用螺栓穿过通孔固定连接。
13.更进一步地,弧状压块为8个。
14.进一步地,步骤4中钎焊条件为:关闭真空炉,开始抽真空,抽至真空度在1
×
10-2
pa以下,升温到900-1100℃,恒温2-4h,然后关闭加热,保持真空度随炉冷却至常温,即可开炉取件。
15.本发明具有以下有益效果:本发明将钎料片按照管板的孔位进行激光精确打孔,然后用两层管板分别从上下夹住已打孔的钎料片,用夹紧工装进行固定后再进行穿管,完成管束的穿管排布,再进行后续高温真空钎焊,有效避免因传统手工钎料涂布不均匀而带来的缺陷,使得钎焊的钎料层涂覆更加方便快捷,有效缩短了制造时间,减少传统钎料、管材等材料被氧化,使生产的效率得以提高。并且本发明的方法还能通过增减钎料片的层数
调整钎料的厚度,从而提高管板与导管钎焊处的质量。
附图说明
16.图1为钎焊前管束装配完成立体图;
17.图2为钎焊前管束装配完成示意图;
18.图3为管板和钎料片示意图;
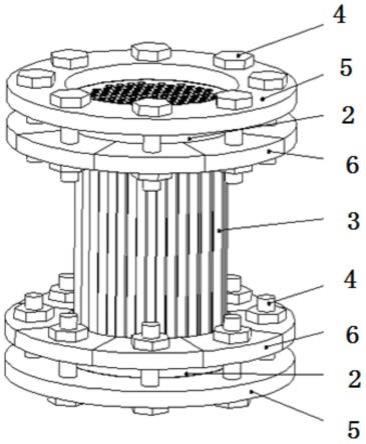
19.图4为夹紧工装固定管板和钎料板后结构示意图
20.图5为密集管束式换热器结构示意图;
21.图中1-管板,2-钎料片,3-导管,4-螺栓,5-圆环压板,6-弧状压块,7-管板。
具体实施方式
22.下述实施例中所使用的实验方法如无特殊说明均为常规方法。所用材料、试剂、方法和仪器,未经特殊说明,均为本领域常规材料、试剂、方法和仪器,本领域技术人员均可通过商业渠道获得。
23.实施例1:
24.(1)焊前准备:将钎料片2进行激光打孔,然后将管板1、钎料片2和导管3进行除油和超声波清洗,吹干待用。
25.(2)使用两层管板1上下夹住一层钎料板2,如图3所示,保证两层管板1的管孔与钎料片1上的孔对应。
26.(3)使用夹紧工装对管板1和钎料片2进行固定,其中夹紧工装包括圆环压板5和8个弧状压块6,8弧状压块6相互拼接成与圆环压板5形状相同的圆环,圆环压板5上周向均匀分布8个通孔,每个所述的弧状压块6开有1个通孔,将管板1和钎料片2夹持在圆环压板5和弧状压块6之间,使用螺栓4固定圆环压板5和弧状压块6,完成夹紧工装对管板1和钎料片2的固定,如图4所示。
27.(4)将装配后的管板1和钎料片2进行穿管,使两个装配后的管板1和钎料片2分别位于由导管3组成的管束的两端,如图1和图2所示。
28.(5)放入真空炉中进行高温真空钎焊,钎焊条件为:真空度达到1
×
10-2
pa后,升温至1000℃,保温3h,然后保持真空度随炉冷却至常温,完成钎焊。钎焊完成后,拆除夹紧工装,获得密集管束式换热器,如图5所示。
29.虽然本发明已以较佳的实施例公开如上,但其并非用以限定本发明,任何熟悉此技术的人,在不脱离本发明的精神和范围内,都可以做各种改动和修饰,因此本发明的保护范围应该以权利要求书所界定的为准。
技术特征:
1.一种密集管束式换热器的钎焊制造方法,其特征在于,该方法包括以下步骤:步骤1、焊前准备:将钎料片进行激光打孔,然后将管板、钎料片和导管进行除油和超声波清洗,吹干待用;步骤2、使用两层管板上下夹住一层或多层钎料板,保证两层管板的管孔与钎料片上的孔对应,并使用夹紧工装对其进行固定,获得装配后的管板和钎料;步骤3、将装配后的管板和钎料片进行穿管,使两个装配后的管板和钎料片分别位于由导管组成的管束的两端;步骤4、放入真空炉中进行高温真空钎焊,拆除夹紧工装,获得密集管束式换热器。2.根据权利要求1所述的一种密集管束式换热器的钎焊制造方法,其特征在于,所述的钎料片与管板为圆板状,并且钎料片上的孔与管板上的管孔相互对应。3.根据权利要求1所述的一种密集管束式换热器的钎焊制造方法,所述的夹紧工装包括圆环压板和多个弧状压块,多个弧状压块相互拼接成与圆环压板形状相同的圆环,并且圆环压板和多个弧状压块之间通过螺栓连接。4.根据权利要求3所述的一种密集管束式换热器的钎焊制造方法,所述的圆环压板上周向均匀分布8个通孔,每个所述的弧状压块开有1个通孔,圆环压板和弧状压块使用螺栓穿过通孔固定连接。5.根据权利要求3所述的一种密集管束式换热器的钎焊制造方法,所述的弧状压块为8个。6.根据权利要求1所述的一种密集管束式换热器的钎焊制造方法,其特征在于,所述的步骤4中钎焊条件为:真空度达到1
×
10-2
pa以下后,升温到900-1100℃,保温2-4h,保持真空度随炉冷却至常温。
技术总结
本发明公开了一种密集管束式换热器的钎焊制造方法,属于热交换器钎焊加工制备技术领域。本发明解决现有传统手工涂布容易导致钎料厚度不均、产能低下等缺陷问题。本发明将钎料片按照管板的孔位进行激光精确打孔,然后用两层管板分别从上下夹住已打孔的钎料片,用夹紧工装进行固定后再进行穿管,完成管束的穿管排布,再进行后续高温真空钎焊,有效避免因传统手工钎料涂布不均匀而带来的缺陷,使得钎焊的钎料层涂覆更加方便快捷,有效缩短了制造时间,减少传统钎料、管材等材料被氧化,使生产的效率得以提高。效率得以提高。效率得以提高。
技术研发人员:李云浩
受保护的技术使用者:航天海鹰(哈尔滨)钛业有限公司
技术研发日:2021.01.21
技术公布日:2022/7/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1