轨道车辆铝合金车体型材底部随形支撑装置的制作方法
1.本发明涉及轨道车辆铝合金车体焊接后调平技术领域,具体涉及一种轨道车辆铝合金车体型材底部随形支撑装置。
背景技术:
2.轨道车辆铝合金车体有很多部件是需要由两种或两种以上型材焊接而成,为了保证焊后的整体平面度,常常要对焊后件进行整体平面铣削加工,例如,城铁项目的枕梁上平面加工和高铁项目的司机室前墙平面加工等。常规的加工方法是将焊后件放置在工装平面上,利用工装对其进行压紧,在此状态下加工平面;但由于铝合金材质焊接后会发生变形,单纯将变形后的焊后件压紧,虽能通过压紧机构将变形调整过来,但焊后件内部仍存在较大的焊接应力,待焊后件加工完毕拆除压紧机构后,焊后件的内部应力会被释放出来,加工完成的平面会随着应力释放而发生回弹变形,因此平面度无法满足设计和施工要求。
3.为了解决上述技术问题,目前采取的解决措施是将焊后件自由状态放置在工装平面上,通过经验和肉眼观察判断工装上平面与焊后件下平面之间的间隙尺寸,在间隙处放置高度调整垫片,但由于每个焊后件焊后的变形尺寸都不相同,因此每个焊后件都要单独放置相应的高度调整垫片且需要反复调整,操作过程非常麻烦,效率低,而且仍然无法完全消除装夹后的应力及其产生的回弹变形。
技术实现要素:
4.为了解决现有技术存在的因无法制作准确的支撑工装而导致无法彻底克服焊后件因内部残余应力而产生的回弹变形,以及利用垫片调整支撑高度的方法操作复杂效率低,针对不同焊后件的变形尺寸不同而制作不同的支撑件导致增加成本且浪费的技术问题,本发明提供一种轨道车辆铝合金车体型材底部随形支撑装置,能够实现焊后件加工时做到在自由状态下随形压紧,使焊后件内部不留存应力,进而使得焊后件在加工完毕拆除压紧机构后不会发生回弹变形。
5.本发明解决技术问题所采取的技术方案如下:
6.轨道车辆铝合金车体型材底部随形支撑装置,其特征在于,该装置包括基座、齿条机构、后盖板、上盖板、万向板、齿轮轴、前盖板、限位螺母和手轮;基座的内壁设有沿竖直方向的滑槽,基座底部的两端设有基座紧固槽;后盖板与基座的后侧壁固连,后盖板的内壁上设有支撑孔;上盖板与基座的上侧壁固连,上盖板的中心设有第一通孔;前盖板与基座的前侧壁固连,前盖板的中部设有第二通孔;齿条机构的一个侧壁上设有沿竖直方向的滑轨,滑轨与滑槽滑动连接,齿条机构的另一个侧壁上设有沿竖直方向的齿条,齿条机构的顶部固连有支柱,支柱的上部穿过第一通孔,支柱的顶部设有一个半球形凹槽;万向板位于上盖板的上方,万向板的下端面中心固连有万向头,万向头的下部置于半球形凹槽内;齿轮轴的一端与后盖板的支撑孔轴连,另一端穿过前盖板的第二通孔后与限位螺母螺纹连接,齿轮轴另一端的端部与手轮固连,齿轮轴的中部设有与齿条啮合的齿轮。
7.本发明的有益效果是:利用万向头与支柱顶部的半球形凹槽的配合,实现焊后件底部的随形支撑,构造可以按照焊后件实际变形而改变的定位面,同时用多个底部随形支撑装置实现对焊后件下表面的完全拟合,保证焊后件在装夹后处于自由状态,从根本上消除装夹后的内部残余应力,彻底避免焊后件因内部残余应力在拆除压紧机构后产生的回弹变形。
8.利用齿条机构、齿轮轴和手轮的配合,实现手轮对万向板高度位置的精确调整,同时利用限位螺母和前盖板的摩擦力实现万向板高度位置的固定,进而解决了利用垫片调整支撑高度的方法需要针对每个焊后件变形尺寸的不同反复调整,操作复杂,生产效率低的技术问题。
9.本发明的底部随形支撑装置通用性强,能够适应各种部件的支撑需求,降低了成本,避免了浪费。本发明的底部随形支撑装置通过手轮即可完成操作,操作简单,省时省力。
附图说明
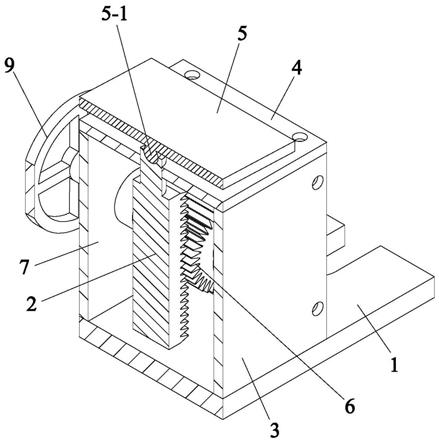
10.图1是本发明轨道车辆铝合金车体型材底部随形支撑装置的结构示意图。
11.图2是本发明轨道车辆铝合金车体型材底部随形支撑装置的纵向剖视结构示意图。
12.图3是本发明轨道车辆铝合金车体型材底部随形支撑装置的爆炸结构示意图。
13.图4是本发明轨道车辆铝合金车体型材底部随形支撑装置的应用示意图。
14.图5是图4的主视结构示意图。
具体实施方式
15.下面结合附图和实施例对本发明做进一步详细说明。
16.如图1至图5所示,本发明的轨道车辆铝合金车体型材底部随形支撑装置包括:基座1、齿条机构2、后盖板3、上盖板4、万向板5、齿轮轴6、前盖板7、限位螺母8和手轮9;基座1的内壁设有沿竖直方向的滑槽1
‑
1,基座1底部的两端设有基座紧固槽1
‑
2。通过基座紧固槽1
‑
2与螺栓的配合实现基座1与机床工作台11的连接。
17.后盖板3与基座1的后侧壁固连,后盖板3的内壁上设有支撑孔;上盖板4与基座1的上侧壁固连,上盖板4的中心设有第一通孔4
‑
1;前盖板7与基座1的前侧壁固连,前盖板7的中部设有第二通孔7
‑
1。
18.齿条机构2的一个侧壁上设有沿竖直方向的滑轨2
‑
1,滑轨2
‑
1与滑槽1
‑
1滑动连接,齿条机构2的另一个侧壁上设有沿竖直方向的齿条2
‑
2,齿条机构2的顶部固连有支柱2
‑
3,支柱2
‑
3的上部穿过第一通孔4
‑
1,支柱2
‑
3的顶部设有一个半球形凹槽2
‑3‑
1。
19.万向板5位于上盖板4的上方,万向板5的下端面中心固连有万向头5
‑
1,万向头5
‑
1的下部置于半球形凹槽2
‑3‑
1内。万向头5
‑
1与半球形凹槽2
‑3‑
1的配合,实现万向板5可以根据需要任意改变支撑方向,实现万向板5与焊后件10底部的紧密贴合。
20.齿轮轴6的一端与后盖板的支撑孔轴连,另一端穿过前盖板7的第二通孔7
‑
1后与限位螺母8螺纹连接,齿轮轴6另一端的端部与手轮9固连,齿轮轴6的中部设有与齿条2
‑
2啮合的齿轮6
‑
1。旋转手轮9带动齿轮6
‑
1同步旋转,通过齿轮6
‑
1与齿条2
‑
2的啮合以及滑轨2
‑
1与滑槽1
‑
1的滑动配合,实现齿条机构2沿滑槽1
‑
1的方向上下移动,进而实现支柱2
‑
3带动
万向板5上下移动,实现万向板5支撑高度的调节,并通过锁紧后的限位螺母8与前盖板7之间的摩擦力实现齿轮轴6的旋转定位。
21.如图4和图5所示,本发明的轨道车辆铝合金车体型材底部随形支撑装置的使用过程如下:
22.(1)根据待加工的轨道车辆铝合金车体型材焊后件10的大小,在机床工作台11上固定若干个本发明的底部随形支撑装置,并通过手轮9将所有底部随形支撑装置的万向板5调至最低,也就是将万向板5调至与上盖板4紧密贴合。
23.(2)将焊后件10放到各个底部随形支撑装置上,此时焊后件10与其中的某几个底部随形支撑装置接触,焊后件10的其它部位均与其下方的底部随形支撑装置之间有间隙。
24.(3)针对那些存在间隙的底部随形支撑装置,旋转手轮9使万向板5缓慢向上移动,直至万向板5与焊后件10的底面完全贴合。
25.(4)旋转限位螺母8,使限位螺母8与前盖板7紧密贴合,进而通过限位螺母8与前盖板7之间的摩擦力锁紧齿轮轴6不动,实现对万向板5高度位置的固定。
26.(5)按照步骤(3)和步骤(4)的调整方式,将所有存在间隙的万向板5的高度位置均调节至与焊后件10的底面完全贴合,保证焊后件10在装夹后处于自由状态,从根本上消除装夹后的内部残余应力,彻底避免焊后件10因内部残余应力在拆除压紧机构后产生的回弹变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1