一种外圈带定位销特殊圆锥轴承全自动压销、复检装置及工艺方法与流程
1.本发明涉及圆锥轴承的领域,具体涉及一种外圈带定位销特殊圆锥轴承全自动压销、复检装置及工艺方法。
背景技术:
2.现有生产过程中人工把轴承外圈放入定位工装进行固定,并手动旋转一定角度,确保外圈孔位在压装位置,人工用特殊卡钳(具备加紧和定位功能)把销子放于压装工位,启动脚踏开关,设备气缸下降把销子压入外圈孔内,人工复查销子状态,是否翻边,并用标准卡尺对比高度是否在控制范围1.6~2.5mm内,若达标则产品合格。
3.现有方案存在以下问题:合格率低,由于采用人工定位、特殊卡钳和其他铆压进行压销,难于完全实现孔、销子、铆压机在一条直线上,导致出现销子“翻边”,以及未压到位等不合格产品的发生,合格率较低,合格率不足80%;工人技能要求偏高,必须进行1
‑
2个月培训和实习;效率低,每完成1500套产品,人员成本2人,包括压装销子、检验和返工等;生产和检验全部采用人工完成,存在不合格品漏检风险;因采用人工上料和下料,不可避免存在二次磕碰伤。
技术实现要素:
4.本发明的目的在于克服现有技术存在的不足,而提供一种外圈带定位销特殊圆锥轴承全自动压销、复检装置及工艺方法。
5.本发明的目的是通过如下技术方案来完成的:这种外圈带定位销特殊圆锥轴承全自动压销、复检装置,主要包括上料工位、认孔工位、压销工位、过渡工位、销子高度检测工位、ng通道工位、下料工位、传感器、销子上料装置、影像检测装置、压销子装置、气缸a、气缸b、气缸c、气缸d、气缸e、气缸f、气缸g、ng通道、高度测量装置、测量笔、软管,上料工位、认孔工位、压销工位、过渡工位、销子高度检测工位、ng通道工位、下料工位依次呈线性排列,认孔工位上设置传感器,压销工位连接有气缸a,压销工位上方安装影像检测装置,影像检测装置连接有气缸b,压销工位旁设置有压销子装置,压销子装置内安装气缸d、气缸f,压销子装置同时连接气缸c和软管一端,软管连接销子上料装置,销子高度检测工位上方设置带有测量笔的高度测量装置,高度测量装置连接有气缸e,ng通道工位连接有气缸g,ng通道工位一侧连接ng通道。
6.这种外圈带定位销特殊圆锥轴承全自动压销、复检工艺方法,主要包括以下步骤:
7.1)产品从上料工位上料,由抓取气缸放入认孔工位,认孔工位通过伺服电机旋转与测孔传感器配合,实现销孔定位;
8.2)产品由抓取气缸放入压销工位,由气缸a把产品以及工装一起向上移动,到达压销工位指定位置;
9.3)气缸f带动压销子装置整体左移,到达位置后,销子由销子上料装置通过软管送
入压销前位置,由气缸d把销子送入指定位置,由气缸c把销子压入销孔;
10.4)气缸f复位,带动压销子装置整体回到原位,气缸b运动,把影像检测装置送入指定位置,对压销后产品外观进行检测,完成后影像检测装置复位;
11.5)产品由抓取气缸放入过渡工位后,再到销子高度检测工位,通过机构将产品下沉到指定位置,由气缸e带动高度测量装置对产品销子高度进行检测,完成后高度测量装置复位;
12.6)由平移气缸把产品送入ng通道工位,根据影像外观检测和高度检测数据,判定产品是否ng,若ng则由气缸g使ng通道工位旋转一定角度,产品进入ng通道,合格产品则由平移气缸送入产品下料工位。
13.所述影像检测装置检测内容主要包括“翻边”情况。
14.本发明的有益效果为:本发明解决了外圈外径带销子的特殊圆锥滚子轴承自动压销、自动复检外观和高度的难题,填补了国内外行业空白;保证销子压入外圈外径的准确性;设计了自动复检外观和高度装置,实现产品压装后,自动复检,可实现过程控制100%检测,产品100%合格;提高了劳动生产效率,从原人工2人生产1500套/班,提升至自动连线生产0.5人(与其他生产线对接)生产1700套/班,提升450%以上,同时也避免了产品落地导致的二次磕碰伤;受到操作使用人员的一致好评,使现场生产操作人员班产大幅度提高,装配人员也从高强度体力劳动中解放出来;目前公司已投入使用一套,制造成本为15万元,将在其他同类产品中加以应用。
附图说明
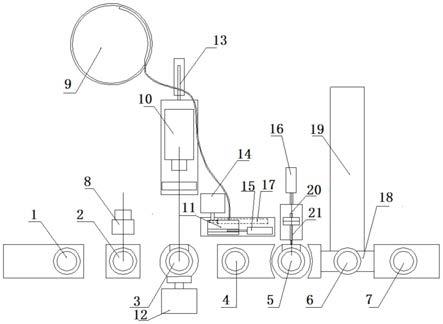
15.图1为本发明的结构示意图。
16.附图标记说明:上料工位1、认孔工位2、压销工位3、过渡工位4、销子高度检测工位5、ng通道工位6、下料工位7、传感器8、销子上料装置9、影像检测装置10、压销子装置11、气缸a12、气缸b13、气缸c14、气缸d15、气缸e16、气缸f17、气缸g18、ng通道19、高度测量装置20、测量笔21、软管22。
具体实施方式
17.下面将结合附图对本发明做详细的介绍:
18.实施例:如附图所示,这种外圈带定位销特殊圆锥轴承全自动压销、复检装置,主要包括上料工位1、认孔工位2、压销工位3、过渡工位4、销子高度检测工位5、ng通道工位6、下料工位7、传感器8、销子上料装置9、影像检测装置10、压销子装置11、气缸a12、气缸b13、气缸c14、气缸d15、气缸e16、气缸f17、气缸g18、ng通道19、高度测量装置20、测量笔21、软管22,上料工位1、认孔工位2、压销工位3、过渡工位4、销子高度检测工位5、ng通道工位6、下料工位7依次呈线性排列,认孔工位2上设置传感器8,压销工位3连接有气缸a12,压销工位3上方安装影像检测装置10,影像检测装置10连接有气缸b13,压销工位3旁设置有压销子装置11,压销子装置11内安装气缸d15、气缸f17,压销子装置11同时连接气缸c14和软管22一端,软管22连接销子上料装置9,销子高度检测工位5上方设置带有测量笔21的高度测量装置20,高度测量装置20连接有气缸e16,ng通道工位6连接有气缸g18,ng通道工位6一侧连接ng通道19。
19.这种外圈带定位销特殊圆锥轴承全自动压销、复检工艺方法,主要包括以下步骤:
20.1)产品从上料工位1(与生产线其他工位对接)上料,由抓取气缸放入认孔工位2,认孔工位2通过伺服电机旋转与测孔传感器8配合,实现销孔定位;
21.2)产品由抓取气缸放入压销工位3,由气缸a12把产品以及工装一起向上移动,到达压销工位指定位置;
22.3)气缸f17带动压销子装置11整体左移,到达位置后,销子由销子上料装置9通过软管22送入压销前位置,由气缸d15把销子送入指定位置,由气缸c14把销子压入销孔;
23.4)气缸f17复位,带动压销子装置11整体回到原位,气缸b13运动,把影像检测装置10送入指定位置,对压销后产品外观进行检测,完成后影像检测装置10复位,影像检测装置10检测内容主要包括“翻边”情况。;
24.5)产品由抓取气缸放入过渡工位4后,再到销子高度检测工位5,通过机构将产品下沉到指定位置,由气缸e16带动高度测量装置20对产品销子高度进行检测,完成后高度测量装置20复位;
25.6)由平移气缸把产品送入ng通道工位6,根据影像外观检测和高度检测数据,判定产品是否ng,若ng则由气缸g18使ng通道工位6旋转一定角度,产品进入ng通道19,合格产品则由平移气缸送入产品下料工位7(与生产线其他工位对接)。
26.项目经过多次讨论,根据该产品质量要求把控点,采用全自动方式实现销孔自动对准,销子自动压装,安装后外观自动对比,以及销子高度自动检测,并设置相关数据表,最终实现压装完成销子高度和外观控制,并避免磕碰伤。
27.可以理解的是,对本领域技术人员来说,对本发明的技术方案及发明构思加以等同替换或改变都应属于本发明所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1