一种多边折弯机的制作方法
1.本发明涉及折边机技术领域,具体涉及一种多边折弯机。
背景技术:
2.折边机从是对产品的边缘进行处理的机械,如一种采用多工位旋转循环方式的锂离子动力电池自动折叠封装折边机,通过三工位将锂离子动力电池进行折边封装,同时每个工位又采用了不同角度的折边刀体,具有成本低、性能稳定、自动化程度高、调节方便等特点,折边机为简单的弯曲机,既可以是手动的,也可以是机动的,最简单的方法是用有弯曲半径的模型把钢板牢固地固定在机床工作台上,伸出的部分材料放在另一个工作台上,该工作台能沿弯曲半径中心旋转,当活动工作台上升时,它把不锈钢弯曲成所需的角度,很明显,当进行弯曲时,不锈钢在工作台上滑动,所以,为防止划伤不锈钢,工作台表面必须平滑,在实际加工过程中,通常用塑料膜保护不锈钢表面。
3.现有折边机只能通过上下模具进行折边,折边形状由上下模具决定,要改变折边形状,只能更换上下模具,使用非常不方便,结构复杂;即使更换上下模具,也不便将板或杆折成多边形和圆形,折边功能单一;折边的长度和角度只能人工进行调节,使得加工效率大大降低;折边压力不好控制,使得折边质量欠佳;并且当只对少量工件进行折边加工时,使用复杂的折边机显然浪费了资源。
4.因此,发明一种多边折弯机很有必要。
技术实现要素:
5.为此,本发明提供一种多边折弯机,通过设置折边装置一、折边装置二和折边装置三,能折边出多种形状折边,折边装置三中设置的调角杆和调距板,实现折边的长度和角度的调节,设置丝杆驱动上模具上下移动,使压力均匀向下,解决了上述现有折边机存在的不足。
6.为了实现上述目的,本发明提供如下技术方案:
7.一种多边折弯机,包括支撑台、折边装置一、折边装置二和折边装置三,所述折边装置一、折边装置二和折边装置三均固定安装在所述支撑台上,所述折边装置一位于所述折边装置二的左侧,所述折边装置三位于所述折边装置二的右侧;
8.所述折边装置一包括步进电机,所述步进电机输出端固定连接转轴,所述转轴左端外壁套接卷轮,所述卷轮外壁固定安装压块,所述卷轮下方设有滑轨,所述滑轨上开设有滑槽;
9.所述折边装置二包括伺服电机,所述伺服电机输出端外壁套接两组主皮带轮,所述主皮带轮传动连接皮带,所述皮带传动连接从皮带轮,所述从皮带轮内壁套接丝杆,所述丝杆外侧包裹套筒,所述丝杆两端通过轴承固定安装在所述套筒上,所述丝杆外壁螺纹连接螺母,所述螺母外壁固定连接模具座,所述模具座底部内壁插接上模具,所述上模具下方设有下模具一、下模具二、下模具三和下模具四,所述下模具一位于所述上模具的正下方,
所述下模具一上开设有半圆形槽,所述下模具一、下模具二、下模具三和下模具四底部滑动连接模具轨,所述模具轨顶部开设有矩形滑槽,所述下模具一、下模具二、下模具三和下模具四两侧通过螺栓固定安装限位板;
10.所述折边装置三包括u形架一、u形架二和销杆,所述u形架一和u形架二通过所述销杆活动连接,所述u形架一和u形架二内壁插接插销,所述插销外壁套接垫片和减阻轴承,所述垫片位于所述减阻轴承两侧,所述u形架二右端固定连接驱动杆,所述驱动杆右端螺纹连接套管,所述u形架一左下方设有调距板,所述u形架二下方设有调角杆。
11.优选的,所述压块通过螺栓与所述卷轮进行连接,所述滑轨底部固定安装在所述支撑台上。
12.优选的,所述转轴外壁通过轴承固定连接稳定柱,所述稳定柱底部固定安装在所述支撑台上。
13.优选的,所述上模具通过螺栓与所述模具座进行固定,所述下模具一、下模具二、下模具三和下模具四两侧均开设有限位孔。
14.优选的,所述下模具二上开设有梯形槽,所述下模具三和下模具四上均开设有椭圆形槽,所述套筒底部固定连接所述支撑台。
15.优选的,所述调距板和调角杆底部均与所述撑台通过螺栓进行连接。
16.优选的,所述支撑台上开设有调距孔和调角孔。
17.优选的,所述折边装置一还包括u形轨、放置槽和转动辊,所述滑轨上开设有所述放置槽,所述放置槽内壁固定安装所述u形轨,所述u形轨内壁固定安装所述转动辊。
18.本发明的有益效果是:
19.将工件一端置于压块和卷轮之间,拧紧螺丝使压块压紧工件,启动步进电机,步进电机输出端带动转轴旋转,转轴驱动卷轮旋转,压在压块和卷轮之间的工件一端随着卷轮一起做圆周运动,另一端在u形轨上的转动辊上滑动,使得工件的移动阻力大大降低,降低了对滑轨的磨损,同时u形轨的高度可以调节,便于加工不同型号的工件,从而将工件折边成圆形;能将工件折弯成圆形,步进电机带动卷轮旋转,进而将工件折弯成圆形,无需人工折弯,省时省力,折弯效率高,工件在u形轨上的转动辊上滚动,减小了工件对滑轨的磨损;
20.如果需要将工件折边成多边形状,以及只折边工件的某一个部位,将工件插到u形架一和u形架二中,使u形架一上的减阻轴承和u形架二上的减阻轴承位于工件的一侧,使销杆位于工件的另一侧,根据折边的距离和折边的角度,通过调距孔和调角孔,调节调距板和调角杆的位置,将工件的一端抵接调距孔,将套管向靠接调角杆方向转动,从而工件被u形架二上的插销和减阻轴承压弯变形,至套管接触到调角杆,完成折边操作,重复上述步骤,即可完成下一次折边;能将工件折边成多边形,并通过设置调距板和调角杆,能方便的改变折边长度和折边角度,使用方便,结构简单,通过设置套管套接驱动杆,从而实现省力目的;
21.进行批量折边操作时,使用折边装置二,将下模具一滑动在上模具的正下方,根据工件宽度,调节两组限位板之间的间距,将工件放置到下模具一上,启动伺服电机,启动伺服电机输出端带动主皮带轮旋转,主皮带轮通过皮带带动从皮带轮旋转,从皮带轮带动丝杆旋转,从而驱动螺母下降,至上模具挤压工件,将折边折成半圆形槽的形状,如果需要折边成其它形状,可将对应的下模具二、下模具三和下模具四调节到上模具的正下方,并将上模具更换成对应的模具;伺服电机驱动上模具向下运动的方式,运动稳定,从而挤压下模具
的挤压力更均匀,使得折边出更均匀顺畅,并且可方便更换不同形状的下模具,功能性更加丰富。
附图说明
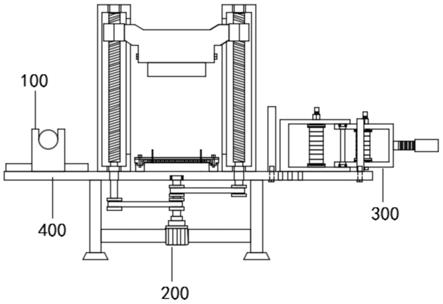
22.图1为本发明实施例1提供的结构示意图;
23.图2为本发明实施例1提供的折边装置二的结构示意图;
24.图3为本发明实施例1提供的图2的局部图;
25.图4为本发明实施例1提供的图3的俯视图;
26.图5为本发明实施例1提供的图3的侧视图;
27.图6为本发明实施例1提供的b处放大图;
28.图7为本发明实施例1提供的折边装置一的结构示意图;
29.图8为本发明实施例1提供的折边装置三的结构示意图;
30.图9为本发明实施例1提供的折边装置三的俯视图;
31.图10为本发明实施例2提供的折边装置一的结构示意图。
32.图中:折边装置一100、折边装置二200、折边装置三300、支撑台400、步进电机101、稳定柱102、转轴103、卷轮104、压块105、滑轨106、滑槽107、放置槽108、u形轨109、转动辊110、伺服电机201、从皮带轮202、皮带203、套筒204、丝杆205、螺母206、模具座207、上模具208、模具轨210、下模具一211、限位孔213、限位板214、半圆形槽215、矩形滑槽216、下模具二217、下模具三218、下模具四219、主皮带轮220、u形架一301、u形架二302、销杆303、减阻轴承304、垫片305、套管306、驱动杆307、调距板308、调距孔309、调角孔310、调角杆311、插销312。
具体实施方式
33.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
34.实施例1:
35.参照说明书附图1
‑
9,该实施例的一种多边折弯机,包括折边装置一100、折边装置二200、折边装置三300和支撑台400;
36.进一步地,折边装置一100包括步进电机101、稳定柱102、转轴103、卷轮104、压块105、滑轨106、滑槽107、放置槽108、u形轨109和转动辊110,具体的,所述步进电机101输出端固定连接转轴103,所述转轴103左端外壁套接卷轮104,所述卷轮104外壁固定安装压块105,所述卷轮104下方设有滑轨106,所述滑轨106上开设有滑槽107,所述压块105通过螺栓与所述卷轮104进行连接,所述滑轨106底部固定安装在所述支撑台400上,所述转轴103外壁通过轴承固定连接稳定柱102,所述稳定柱102底部固定安装在所述支撑台400上;折边装置一100的作用时候将板状和杆状工件折成圆形,步进电机101型号设置为20byg250
‑
33,步进电机101作用是驱动卷轮104旋转,卷轮104的作用是带动工件做圆周运动,从而实现折成圆形的效果,稳定柱102的作用是使转轴103稳定。
37.进一步地,折边装置二200包括伺服电机201、从皮带轮202、皮带203、套筒204、丝杆205、螺母206、模具座207、上模具208、模具轨210、下模具一211、限位孔213、限位板214、
半圆形槽215、矩形滑槽216、下模具二217、下模具三218、下模具四219和主皮带轮220,具体的,所述伺服电机201输出端外壁套接两组主皮带轮220,所述主皮带轮220传动连接皮带203,所述皮带203传动连接从皮带轮202,所述从皮带轮202内壁套接丝杆205,所述丝杆205外侧包裹套筒204,所述丝杆205两端通过轴承固定安装在所述套筒204上,所述丝杆205外壁螺纹连接螺母206,所述螺母206外壁固定连接模具座207,所述模具座207底部内壁插接上模具208,所述上模具208下方设有下模具一211、下模具二217、下模具三218和下模具四219,所述下模具一211位于所述上模具208的正下方,所述下模具一211上开设有半圆形槽215,所述下模具一211、下模具二217、下模具三218和下模具四219底部滑动连接模具轨210,所述模具轨210顶部开设有矩形滑槽216,所述下模具一211、下模具二217、下模具三218和下模具四219两侧通过螺栓固定安装限位板214,所述上模具208通过螺栓与所述模具座207进行固定,所述下模具一211、下模具二217、下模具三218和下模具四219两侧均开设有限位孔213,所述下模具二217上开设有梯形槽,所述下模具三218和下模具四219上均开设有椭圆形槽,所述套筒204底部固定连接所述支撑台400;伺服电机201设置为jsf57
‑
15
‑
30
‑
bf
‑
1000,伺服电机201的作用是带动丝杆205旋转,从而驱动螺母206上下移动,套筒204作用是将丝杆205和螺母206罩起来,增加安全性,模具座207的作用是插接固定上模具208,便于对上模具208的更换,模具轨210的作用是对下模具一211、下模具二217、下模具三218和下模具四219进行支撑,下模具二217、下模具三218和下模具四219的作用是使折边成不同性质,矩形滑槽216的作用是便于将下模具一211、下模具二217、下模具三218和下模具四219中的任意一个调节到上模具208的正下方。
38.进一步地,折边装置三300包括u形架一301、u形架二302、销杆303、减阻轴承304、垫片305、套管306、驱动杆307、调距板308、调距孔309、调角孔310、调角杆311和插销312,具体的,所述u形架一301和u形架二302通过所述销杆303活动连接,所述u形架一301和u形架二302内壁插接插销312,所述插销312外壁套接垫片305和减阻轴承304,所述垫片305位于所述减阻轴承304两侧,所述u形架二302右端固定连接驱动杆307,所述驱动杆307右端螺纹连接套管306,所述u形架一301左下方设有调距板308,所述u形架二302下方设有调角杆311,所述调距板308和调角杆311底部均与所述撑台400通过螺栓进行连接;减阻轴承304的作用是减小折边过程的阻力,使折边更省力,调角杆311和调角孔310配合,起到调节套管306旋转角度的作用,从而改变折边角度,调距板308和调距孔309配合,起到调节折边长度的作用。
39.进一步地,支撑台400上开设有调距孔309和调角孔310。
40.实施场景具体为:在使用本发明时,当需要将工件折边成圆形状时,将工件一端置于压块105和卷轮104之间,拧紧螺丝使压块105压紧工件,启动步进电机101,步进电机101输出端带动转轴103旋转,转轴103驱动卷轮104旋转,压在压块105和卷轮104之间的工件一端随着卷轮104一起做圆周运动,另一端在滑轨106上的滑槽107滑动,从而将工件折边成圆形;如果需要将工件折边成多边形状,以及只折边工件的某一个部位,将工件插到u形架一301和u形架二302中,使u形架一301上的减阻轴承304和u形架二302上的减阻轴承304位于工件的一侧,使销杆303位于工件的另一侧,根据折边的距离和折边的角度,通过调距孔309和调角孔310,调节调距板308和调角杆311的位置,将工件的一端抵接调距孔309,将套管306向靠接调角杆311方向转动,从而工件被u形架二302上的插销312和减阻轴承304压弯变
形,至套管306接触到调角杆311,完成折边操作,重复上述步骤,即可完成下一次折边;进行批量折边操作时,使用折边装置二200,将下模具一211滑动在上模具208的正下方,根据工件宽度,调节两组限位板214之间的间距,将工件放置到下模具一211上,启动伺服电机201,启动伺服电机201输出端带动主皮带轮220旋转,主皮带轮220通过皮带203带动从皮带轮202旋转,从皮带轮202带动丝杆205旋转,从而驱动螺母206下降,至上模具208挤压工件,将折边折成半圆形槽215的形状,如果需要折边成其它形状,可将对应的下模具二217、下模具三218和下模具四219调节到上模具208的正下方,并将上模具208更换成对应的模具。
41.实施例2:
42.参照说明书附图10,与实施例1不同的是:所述折边装置一100还包括u形轨109、放置槽108和转动辊110,所述滑轨106上开设有所述放置槽108,所述放置槽108内壁固定安装所述u形轨109,所述u形轨109内壁固定安装所述转动辊110;
43.实施场景具体为:
44.相比于实施例1,在使用本发明时,当需要将工件折边成圆形状时,将工件一端置于压块105和卷轮104之间,拧紧螺丝使压块105压紧工件,启动步进电机101,步进电机101输出端带动转轴103旋转,转轴103驱动卷轮104旋转,压在压块105和卷轮104之间的工件一端随着卷轮104一起做圆周运动,另一端在u形轨109上的转动辊110上滑动,使得工件的移动阻力大大降低,降低了对滑轨106的磨损,同时u形轨109的高度可以调节,便于加工不同型号的工件,从而将工件折边成圆形;如果需要将工件折边成多边形状,以及只折边工件的某一个部位,将工件插到u形架一301和u形架二302中,使u形架一301上的减阻轴承304和u形架二302上的减阻轴承304位于工件的一侧,使销杆303位于工件的另一侧,根据折边的距离和折边的角度,通过调距孔309和调角孔310,调节调距板308和调角杆311的位置,将工件的一端抵接调距孔309,将套管306向靠接调角杆311方向转动,从而工件被u形架二302上的插销312和减阻轴承304压弯变形,至套管306接触到调角杆311,完成折边操作,重复上述步骤,即可完成下一次折边;进行批量折边操作时,使用折边装置二200,将下模具一211滑动在上模具208的正下方,根据工件宽度,调节两组限位板214之间的间距,将工件放置到下模具一211上,启动伺服电机201,启动伺服电机201输出端带动主皮带轮220旋转,主皮带轮220通过皮带203带动从皮带轮202旋转,从皮带轮202带动丝杆205旋转,从而驱动螺母206下降,至上模具208挤压工件,将折边折成半圆形槽215的形状,如果需要折边成其它形状,可将对应的下模具二217、下模具三218和下模具四219调节到上模具208的正下方,并将上模具208更换成对应的模具。
45.以上所述,仅是本发明的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本发明加以修改或将其修改为等同的技术方案。因此,依据本发明的技术方案所进行的任何简单修改或等同置换,尽属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1