锯床退磁下料设备的制作方法
1.本发明涉及一种锯床退磁下料设备。
背景技术:
2.随着技术的飞速革新和人力成本的大幅攀升,自动化生产已经成为各行各业不得不优先考虑的降低成本的最有效手段,尤其在竞争如此激烈的汽车行业,人力成本将会在整个产品成本中占有非常大的比例,所以在未来的几年内如何能在保证质量的同时有效的降低人工成本是关键。
3.以杆状工件切割加工并退磁工序为例,一般方式为:从锯床出料口直接掉落到地上摆放的料框内,在通过人工拾拣排列摆放到料框中再去单独通过退磁机构退磁,生产效率低下,工作强度高,且易造成磕碰损伤。
技术实现要素:
4.本发明要解决的技术问题是为了克服现有技术中锯床退磁下料效率低下的缺陷,提供一种能够解决上述问题的锯床退磁下料设备。
5.本发明是通过下述技术方案来解决上述技术问题:
6.一种锯床退磁下料设备,其特点在于,其包括:
7.料架;
8.输送机构,所述输送机构位于所述料架的一端,所述输送机构用于连接锯床的下料口并输送来自所述锯床的物料;
9.退磁机构,所述退磁机构安装于所述输送机构上并对经过所述退磁机构的所述物料退磁;
10.排料机构,所述排料机构安装于所述料架上,所述排料机构连接于所述输送机构的尾端并用于将所述物料输送至所述料架的另一端。
11.较佳地,所述锯床退磁下料设备还包括滑移机构,所述滑移机构包括气缸、导轨、滑块和连接块,所述气缸与所述导轨固定于所述料架,所述滑块固定于所述输送机构的底部,所述滑块与所述导轨相匹配,所述连接块的两端分别固定于所述气缸的活塞杆与所述输送机构,所述气缸驱动所述输送机构沿所述导轨移动。
12.较佳地,所述锯床退磁下料设备还包括检测组件,所述检测组件安装于所述输送机构上,所述检测组件用于检测所述物料是否到位和/或所述物料的数量。
13.较佳地,所述检测组件包括到位传感器和计数组件,所述到位传感器连接于所述输送机构的尾端,所述计数组件连接于所述输送机构并位于所述到位传感器和所述退磁机构之间。
14.较佳地,所述计数组件包括固定件、摆动件、配重块和计数传感器,所述固定件的底部固定于所述输送机构,所述摆动件的一端铰接于所述固定件的顶部,所述摆动件的另一端连接于所述配重块并用于与所述物料相抵接以实现所述摆动件的摆动,所述计数传感
器连接于所述固定件上并用于检测所述摆动件的摆动次数。
15.较佳地,所述锯床退磁下料设备还包括顶料机构,所述顶料机构位于所述到位传感器和所述计数组件之间,所述顶料机构连接于所述输送机构并用于将所述输送机构上的所述物料推至所述排料机构上。
16.较佳地,所述排料机构上具有若干个用于阻挡所述物料的挡料板,若干个所述挡料板沿所述料架的延伸方向等间隔设置。
17.较佳地,所述排料机构包括驱动电机和链条,所述驱动电机连接于所述链条并用于驱动所述链条移动,若干个所述挡料板间隔设置并连接于所述链条上。
18.较佳地,所述锯床退磁下料设备还包括过渡板,所述过渡板位于所述排料机构和所述输送机构之间,所述挡料板为锯齿状,所述过渡板中靠近所述排料机构的一端为斜板,所述斜板也为锯齿状,所述挡料板能够穿过所述过渡板。
19.较佳地,所述锯床退磁下料设备还包括下料提醒装置,所述下料提醒装置设置于所述排料机构的尾端,所述下料提醒装置用于检测所述排料机构上的所述物料并用于提醒下料操作。
20.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
21.本发明的积极进步效果在于:利用安装于输送机构上的退磁机构能够在输送物料的同时对物料进行退磁,提高了退磁、下料的工作效率。
附图说明
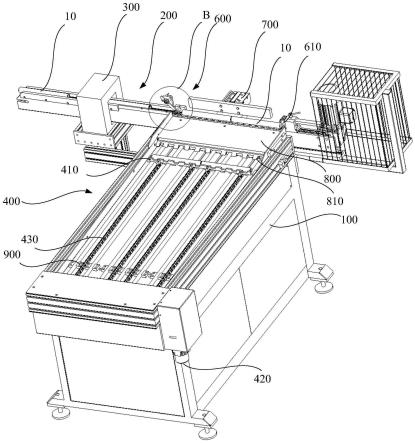
22.图1为本发明优选实施例中锯床退磁下料设备在一位置状态下的结构示意图。
23.图2为本发明优选实施例中锯床退磁下料设备在另一位置状态下的结构示意图。
24.图3为图2中a部分的放大图。
25.图4为图1中b部分的放大图。
26.附图标记说明:
27.物料10
28.料架100
29.输送机构200
30.退磁机构300
31.排料机构400
32.挡料板410
33.驱动电机420
34.链条430
35.滑移机构500
36.气缸510
37.导轨520
38.滑块530
39.连接块540
40.检测组件600
41.到位传感器610
42.计数组件620
43.固定件621
44.摆动件622
45.配重块623
46.计数传感器624
47.顶料机构700
48.过渡板800
49.斜板810
50.下料提醒装置900
具体实施方式
51.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
52.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
53.图1和图2示出了一种锯床退磁下料设备,其包括:料架100、输送机构200、退磁机构300和排料机构400。输送机构200位于料架100的一端,输送机构200用于连接锯床的下料口并输送来自锯床的物料10。退磁机构300安装于输送机构200上并对经过退磁机构300的物料10退磁。排料机构400安装于料架100上,排料机构400连接于输送机构200的尾端并用于将物料10输送至料架100的另一端。
54.物料10完成切割加工后,由输送机构200从锯床的下料口接料并向输送机构200的尾部输送;在输送的过程中,物料10经过退磁机构300并实现物料10退磁;而后待物料10输送至输送机构200的尾端后,由排料机构400沿料架100的延伸方向运送至料架100的另一端,最后由操作人员将物料10从料架100上取下并摆放整齐。利用安装于输送机构200上的退磁机构300能够在输送物料10的同时对物料10进行退磁,提高了退磁、下料的工作效率。
55.如图3所示,本方案中,锯床退磁下料设备还包括滑移机构500,滑移机构500包括气缸510、导轨520、滑块530和连接块540。气缸510与导轨520固定于料架100,滑块530固定于输送机构200的底部,滑块530与导轨520相匹配,连接块540的两端分别固定于气缸510的活塞杆与输送机构200,气缸510驱动输送机构200沿导轨520移动。在实际切割加工时,物料10头部与尾部一般为废料,需要切割后丢弃,本方案中的输送机构200与滑移机构500相配合能够实现上述功能。即,当锯床切割物料10的头部时,气缸510驱动输送机构200与锯床的下料口相远离,此时切割后的物料头部直接落入废料框内;待正式切割时,气缸510驱动输送机构200与锯床的下料口相对接,此时完成切割的物料10能够被输送机构200接住并完成后续的退磁、下料步骤;当切割至物料10的尾部时,气缸510再次驱动输送机构200与锯床的下料口相远离,切割后的物料10尾部直接落入废料框内。
56.为了确保物料10已经在输送机构200上输送到位并且完成指定数量的物料10输
送,锯床退磁下料设备还包括检测组件600,检测组件600安装于输送机构200上,检测组件600用于检测物料10是否到位和/或物料10的数量。
57.本实施例中,检测组件600包括到位传感器610和计数组件620。到位传感器610连接于输送机构200的尾端,计数组件620连接于输送机构200并位于到位传感器610和退磁机构300之间。如图4所示,计数组件620包括固定件621、摆动件622、配重块623和计数传感器624,固定件621的底部固定于输送机构200,摆动件622的一端铰接于固定件621的顶部,摆动件622的另一端连接于配重块623并用于与物料10相抵接以实现摆动件622的摆动,计数传感器624连接于固定件621上并用于检测摆动件622的摆动次数。
58.物料10输送过程中,首先经过退磁机构300退磁,而后与具有配重块623的摆动件622的底部相接触并推动摆动件622摆动,此时计数传感器624记录摆动件622的摆动次数。到位传感器610主要用于检测物料10是否被输送至输送机构200的尾端。本实施例中,当到位传感器610检测到物料10已经到位且计数传感器624检测到已有两个物料10通过,则此时可以将物料10转移至排料机构400。
59.为了将物料10从输送机构200转移至排料机构400,锯床退磁下料设备还包括顶料机构700,顶料机构700位于到位传感器610和计数组件620之间,顶料机构700连接于输送机构200并用于将输送机构200上的物料10推至排料机构400上。本实施例中,顶料机构700为排料气缸,排料机构400的输送方向与输送机构200的输送方向垂直,排料气缸的活塞杆的移动方向与排料机构400的输送方向一直,排料气缸的活塞杆运动能够将输送机构200上的物料10推至排料机构400上。
60.本方案中,排料机构400上具有若干个用于阻挡物料10的挡料板410,若干个挡料板410沿料架100的延伸方向等间隔设置。排料机构400包括驱动电机420和链条430,驱动电机420连接于链条430并用于驱动链条430移动,若干个挡料板410间隔设置并连接于链条430上。
61.物料10从输送机构200滑/滚向排料机构400的过程中被挡料板410挡住并随着链条430移动,输送至料架100的端部。挡料板410既能够防止在链条430输送过程中,物料10发生滚动,也可以保证物料10被等间隔排列在料架100上,以便操作人员取料。
62.为了防止物料10从输送机构200滑/滚向排料机构400的过程发生磕碰损伤,锯床退磁下料设备还包括过渡板800,过渡板800位于排料机构400和输送机构200之间,挡料板410为锯齿状,过渡板800中靠近排料机构400的一端为斜板810,斜板810也为锯齿状,挡料板410能够穿过过渡板800。锯齿状的斜板810及能起到输送机构200至排料机构400平顺过渡,又能够避免斜板810对挡料板410造成阻挡。
63.另外,锯床退磁下料设备还包括下料提醒装置900,下料提醒装置900设置于排料机构400的尾端,下料提醒装置900用于检测排料机构400上的物料10并用于提醒下料操作。本实施例中的下料提醒装置900为一传感器,即当传感器检测到物料10时,提醒装置提醒操作人员将物料10从链条430上取下。
64.虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1