一种板材冲压自动上下料设备的制作方法
1.本发明属于板材自动化冲压设备技术领域,具体涉及一种板材冲压自动上下料设备。
背景技术:
2.现有的板材冲压过程一般可以实现对单个冲压工序的自动上下料,但是对于需要连续加工的多个工序无法实现连续的自动化上下料。在冲压加工过程中,冲压机带动相应的模具单次对板材的单个表面进行冲压。在连续加工工序中,需要人工经一次冲压后的板材进行物料转运,待同批次的板材一次冲压完成后,对压机更换相应模具,对经一次冲压后的板材进行再次冲压。现有的板材冲压工序中,常见工序依次为落料、成型、冲孔。
3.同时,在对板材经过一次冲压后(该冲压工序一般为落料工序),在第二道冲压工序(该冲压工序一般为成型工序)中,又是需要对第一次冲压后的板材分批次进行镜像冲压,即将第一次冲压后的板材翻转180度,然后将板材送入相应的压机中,按照预设形状进行加工。对于长度较长的板材,人工操作较为繁琐,效率低。另外,现有的板材冲压过程中,对冲压后板材的冲压质量进行人工肉眼进行检测,进一步降低了加工效率。
技术实现要素:
4.针对上述技术问题,本发明提供一种板材冲压自动上下料设备,设备通过人工对压机更换冲压模具,能够实现多道工序的连续冲压,同时该设备能够对板材进行翻转从而方便将板材以特定姿态送入压机。
5.本发明采用的技术方案:一种板材冲压自动上下料设备,包括板材上料库、第一搬运机械手、第一定位工装台、第二搬运机械手和第三搬运机械手;第二搬运机械手和第三搬运机械手对称设置在压机的进出料两端,第二搬运机械手和第三搬运机械手均用于对压机进行上下料,第一定位工装台位于第二搬运机械手远离压机的另一端,第一搬运机械手位于第一定位工装台远离第二搬运机械手的另一端,板材上料库与第一定位工装台分别位于第一搬运机械手的两端,第三搬运机械手、第二定位工装台、第四搬运机械手依次设置在压机的一端,中转板材料库设置在第四搬运机械手的下方,第一搬运机械手用于在板材上料库、第一定位工装台之间搬运物料,第二搬运机械手用于在第一定位工装台上、压机之间搬运物料,第三搬运机械手用于在压机、第二定位工装台之间搬运物料,第四搬运机械手用于在第二定位工装台、中转板材料库之间搬运物料。
6.进一步的,板材上料库包括移栽小车和输送轨道,移栽小车包括料架基体和滑轮,料架设置在料架基体的上端面,滑轮布置在料架基体下端面的四周,输送轨道位于移栽小车的下方且位于其两侧,滑轮分别嵌套在两侧的输送轨道上,输送轨道用于对移栽小车的运动方向进行导向,输送地轨位于两侧输送轨道之间,输送地轨与两侧输送轨平行设置,上升机构的下部安装在输送地轨的输出端,夹持部安装在上升机构的上部,上升机构带动夹持部上行,夹持部用于夹持料架基体的下端。
7.进一步的,料架包括至少两个支撑底座,支撑底座固定在料架基体的上端面,支撑底座设置成向上折弯的凹槽,至少两个支架立柱沿垂直于输送地轨的方向水平设置,支架立柱的下端固定在支撑底座中,多个支撑横杆平行设置沿竖直方向均布在支架立柱上,支撑横杆与输送地轨平行设置。
8.进一步的,板材上料库的数量设置为两个,两个板材上料库平行设置,两个板材上料库的两端部平齐,在板材上料库远离第一直角搬运机械手的一端设置第一纵向移栽机构,第一纵向移栽机构用于转运两个板材上料库中料架基体及其上部件。
9.进一步的,板材上料库还包括矩形料框和第二纵向移栽机构,矩形料框设置输送地轨与第一搬运机械手之间,矩形料框用于放置整齐堆垛的未落料的板材,在落料工序中,第一搬运机械手从矩形料框内搬运板材房子放置到第一定位工装台上,第二纵向移栽机构用于带动矩形料框沿垂直于输送地轨的运动方向水平运动。
10.进一步的,第一搬运机械手包括第一搬运机械手本体和第一搬运夹爪,第一搬运机械手本体为一轴直角坐标机械手,一轴直角坐标机械手带动第一搬运夹爪沿竖直方向运动,一轴直角坐标机械手安装在机器人安装架上,第一搬运夹爪包括二轴横移伸缩模组,二轴横移伸缩模组安装在一轴直角坐标机械手下部的输出端,第一连接杆伸缩模组安装在二轴横移伸缩模组的输出端,二轴横移伸缩模组带动第一连接杆伸缩模组及其上部件在板材上料库和第一定位工装台之间运动,吸盘连接杆的中部安装在第一连接杆伸缩模组的输出端,多个吸盘吸取单元偏置在吸盘连接杆靠近压机的一侧,多个吸盘吸取单元沿吸盘连接杆的长度方向均布,吸盘吸取单元吸取板材的上端面。
11.进一步的,第二搬运机械手包括为码垛机械手和机器人支座,码垛机械手下部基体安装在机器人支座上,机器人支座布置在压机的一端,第二搬运夹爪安装在码垛机械手的输出;码垛机械手下部基体与机器人支座之间通过转动机构相连,转动机构安装在机器人支座的上端面,码垛机械手下部基体安装在旋转机构的输出端,码垛机械手在转动机构的带动下能够相对机器人支座沿竖直轴线转动。
12.进一步的,第一定位工装台包括支撑平台和翻转机构,支撑平台的两端分别转动安装在回转支座上,支撑平台的一侧偏置在两个回转支座上,支撑平台的另一侧为梳齿状,翻转机构设置在回转支座的外侧,翻转机构带动支撑平台相对回转支座转动,多个定位单元均布在支撑平台的上端面,定位单元夹持板材的两侧,第一搬运机械手从定位单元上取下板材放置在压机上。
13.适应于本设备的冲压方法,包括以下步骤:a.压机换上落料模具,第一搬运机械手从板材上料库搬运未落料的板材放置到第一定位工装台上;b.第二搬运机械手从第一定位工装台搬运物料放置到压机上;c.第二搬运机械手从第一定位工装台搬运物料放置到压机上;d.第三搬运机械手从压机上搬运落料后的板材放置到第二定位工装台上;e.第四搬运机械手从第二定位工装台搬运落料后的板材放置待中转板材料库中;f.压机更换成型模具后,第四搬运机械手从中转板材料库搬运落料后的板材放置到第二定位工装台;g.第三搬运机械手从第二定位工装台搬运落料后的板材放置到压机上;h.第二搬运机械手从压机上搬运成型后的板材放置到第一定位工装台上;i.第一搬运机械手从第一定位工装台搬运成型后的板材放置到板材上料库。
14.进一步的,还包括如下步骤:k.压机更换冲孔模具后,第一搬运机械手从板材上料
库搬运成型后的板材放置到第一定位工装台上;l.第二搬运机械手从第一定位工装台上搬运成型后的板材放置到压机上;m.第三搬运机械手从压机搬运冲孔后的板材放置到第二定位工装台上;n.第四搬运机械手从从第二定位工装台搬运冲孔后的板材放置到中转板材料库。
15.本发明的有益效果如下:(1)压机的一侧设置板材上料库、第二搬运机械手、第一定位工装台、第三搬运机械手和第二搬运械手,压机的另一侧布置第三搬运机械手、第二定位工装台、第四搬运机械手和中转板材料库,该种布置方式能够对压机两侧均能够进行上下料操作,从而能够实现板材连续的落料、成型、冲孔等工序操作,各个工序之间仅需要人工更换压机模具即可实现板材连续生产;(2)相比于常规的料库、搬运机械手和压机的组合,该设备能够减少单个搬运机械手的工步,从而能够提高板材冲压效率;(3)第一定位工装台中,翻转机构带动支撑平台带动落料后的板材进行翻转,对于落料后的不同批次板材能够分别进行镜像对称冲压。
附图说明
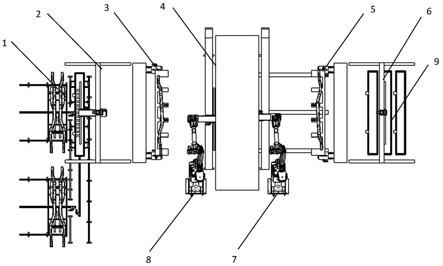
16.图1 为本发明装置的整体俯视结构示意图。
17.图2 为图1 中第一搬运机械手处的局部结构示意图。
18.图3 为本发明装置中第一搬运机械手中第一搬运夹爪的结构示意图。
19.图4 为本发明装置中第三搬运机械手中第三搬运夹爪的结构示意图。
20.图中:1.板材上料库;101.料架;102.输送轨道;103.矩形料框;104.输送地轨;2.第一搬运机械手;201.第一搬运夹爪;211.第一连接杆伸缩模组;212.吸盘连接杆;213.吸盘吸取单元;202.第一搬运机械手本体;203.机器人安装架;204.二轴横移伸缩模组;3.第一定位工装台;301.视觉安装架;302.支撑平台;303.定位单元;304.翻转机构;4.压机;5.第二定位工装台;6.第四搬运机械手;7.第三搬运机械手;701.折弯爪;702.第二直行气缸;703.夹持块;8.第二搬运机械手;9.中转板材料库。
具体实施方式
21.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
22.如图1
‑
图4所示,一种板材冲压自动上下料设备包括板材上料库1、第一搬运机械手2、第一定位工装台3、第二搬运机械手8和第三搬运机械手7;第二搬运机械手8和第三搬运机械手7对称设置在压机4的进出料两端,第二搬运机械手8和第三搬运机械手7均用于对压机4进行上下料,第一定位工装台3位于第二搬运机械手8远离压机4的另一端,第一搬运机械手2位于第一定位工装台3远离第二搬运机械手8的另一端,板材上料库1与第一定位工装台3分别位于第一搬运机械手2的两端,第三搬运机械手7、第二定位工装台5、第四搬运机械手6依次设置在压机4的一端,中转板材料库9设置在第四搬运机械手6的下方,第一搬运机械手2用于在板材上料库1、第一定位工装台3之间搬运物料,第二搬运机械手8用于在第一定位工装台3上、压机4之间搬运物料,第三搬运机械手7用于在压机4、第二定位工装台5之间搬运物料,第四搬运机械手6用于在第二定位工装台5、中转板材料库9之间搬运物料。
23.如图2所示,板材上料库1包括移栽小车和输送轨道102,移栽小车包括料架基体和
滑轮,料架101设置在料架基体的上端面,滑轮布置在料架基体下端面的四周,输送轨道102位于移栽小车的下方且位于其两侧,滑轮分别嵌套在两侧的输送轨道102上,输送轨道102用于对移栽小车的运动方向进行导向,输送地轨104位于两侧输送轨道102之间,输送地轨104与两侧输送轨道102平行设置,上升机构的下部安装在输送地轨104的输出端,夹持部安装在上升机构的上部,上升机构带动夹持部上行,夹持部用于夹持料架基体的下端。
24.上升机构带动夹持部上升,夹持部夹持料架基体的下部,输送地轨104带动料架基体沿输送轨道102运动。为了减少上升机构占用的体积,上升机构优选为第一直行气缸,第一直行气缸的缸体安装在输送地轨104的输出端,第一直行气缸竖直设置,夹持部与第一直行气缸的缸杆固连。为了简化夹持部的结构,夹持部包括手指气缸,手指气缸的基体下部与第一直行气缸的缸杆固连,两个夹爪对称安装手指气缸的输出端,手指气缸控制两个夹爪开闭。
25.在落料工序中,第一搬运机械手2从移栽小车搬运到第一定位工装台3上。经过成型工序的板材,由第一搬运机械手2从第一定位工装台3搬运到板材上料库1中移栽小车上。在冲孔工序中,第一搬运机械手2从板材上料库1中移栽小车搬运到第一定位工装台3上。
26.如图2所示,料架101包括至少两个支撑底座,支撑底座沿垂直于输送地轨104的方向水平设置,支撑底座固定在料架基体的上端面,支撑底座设置成向上折弯的凹槽,支架立柱的下端固定在支撑底座中,两个支撑横杆平行设置沿竖直方向均布在支架立柱上,支撑横杆与输送地轨104平行设置。
27.第一搬运机械手2从第一定位工装台3搬运经成型模具作用后的板材放置到高度平齐的两个支撑横杆,优选的,支架立柱沿垂直于输送地轨104运动方向的两侧均设置支撑横杆,第一搬运机械手2从第一定位工装台3搬运经成型模具作用后的板材放置到支架立柱一侧且高度平齐的两个支撑横杆。为了减少板材的悬垂,两个支撑横杆之间的距离约为板材长度的2/3。
28.为了减少上下料的频率,板材上料库1的数量设置为两个,两个板材上料库1平行设置,两个板材上料库1的两端部平齐,在板材上料库1远离第一搬运机械手2的一端设置第一纵向移栽机构,第一纵向移栽机构用于实现两个板材上料库1之间移栽料架基体及其上部件。
29.未落料的板材可以由人工放置在料架101的两个支撑横杆上,为了减轻人工上料的难度,同时方便第一搬运机械手2进行抓取。如图2所示,板材上料库1包括矩形料框103和第二纵向移栽机构,矩形料框103设置输送地轨104与第一搬运机械手2之间,矩形料框103用于放置整齐堆垛的未落料的板材,矩形料框103设置输送地轨104与第一搬运机械手2之间,矩形料框103用于放置整齐堆垛的未落料的板材,未落料的板材整齐堆垛在矩形料框103中,在落料工序中,第一搬运机械手2从矩形料框103内搬运板材房子放置到第一定位工装台3上。第二纵向移栽机构设置在矩形料框103的下部,第二纵向移栽机构用于带动矩形料框103沿垂直于输送地轨104的运动方向水平运动。从而实现将矩形料框103移出第一搬运机械手2与输送轨道102之间,人工将位落料的板材整齐堆垛到矩形料框103中,上料更加便捷。上述料架101用于容纳成型之后的板材。
30.压机4换上落料模具,第一搬运机械手2从板材上料库1的矩形料框103中搬运未落料的板材放置在第一定位工装台3上,第二搬运机械手8从板材上料库1搬运未落料的板材
放置到第一定位工装台3上;第二搬运机械手8从第一定位工装台3搬运物料放置到压机4上;第二搬运机械手8从第一定位工装台3搬运物料放置到压机4上;第三搬运机械手7从压机4上搬运落料后的板材放置到第二定位工装台5上;第四搬运机械手6从第二定位工装台5搬运落料后的板材放置待中转板材料库9中;至此完成落料工序。中转板料库的料框结构与落料后的板材设置成仿形结构。
31.板材冲压过程如下:a.压机4换上落料模具,第一搬运机械手2从板材上料库1中矩形料框103搬运未落料的板材放置到第一定位工装台3上;b.第二搬运机械手8从第一定位工装台3搬运物料放置到压机4上;c.第二搬运机械手8从第一定位工装台3搬运物料放置到压机4上;d.第三搬运机械手7从压机4上搬运落料后的板材放置到第二定位工装台5上;e.第四搬运机械手6从第二定位工装台5搬运落料后的板材放置待中转板材料库9中;f.压机4更换成型模具后,第四搬运机械手6从中转板材料库9搬运落料后的板材放置到第二定位工装台5;g.第三搬运机械手7从第二定位工装台5搬运落料后的板材放置到压机4上;h.第三搬运机械手7从压机4上搬运成型后的板材放置到第一定位工装台3上;i.第二搬运机械手8从第一定位工装台3搬运成型后的板材放置到板材上料中料架101上。
32.如图2、图3所示,第一搬运机械手2包括第一搬运机械手本体202和第一搬运夹爪201,第一搬运机械手本体202为一轴直角坐标机械手,一轴直角坐标机械手带动第一搬运夹爪201沿竖直方向运动,一轴直角坐标机械手安装在机器人安装架203上,第一搬运夹爪201包括二轴横移伸缩模组204,二轴横移伸缩模组204安装在一轴直角坐标机械手下部的输出端,第一连接杆伸缩模组211安装在二轴横移伸缩模组204的输出端,二轴横移伸缩模组204带动第一连接杆伸缩模组211及其上部件在板材上料库1和第一定位工装台3之间运动,吸盘连接杆212的中部安装在第一连接杆伸缩模组211的输出端,多个吸盘吸取单元213均布在吸盘连接杆212上,最外侧两个吸盘吸取单元213之间的距离大于板材长度的2/3小于板材长度。优选的,将支撑底座的数量设置两个,吸盘连接杆212的长度小于两侧支撑底座之间的距离,从而方便第一搬运机械手2料架中放置板材后从两侧支架立柱之间退出,或者未抓取板材时进入两侧支架立柱之间。
33.优选的,吸盘吸取单元213偏置在吸盘连接杆212远离第一搬运机械手本体202的一端,搬运机械手从下往上将板材放置到料架的支撑横杆上。相邻支撑横杆之间的高度大于吸盘吸取单元213与吸盘连接杆212的高度之和,从而吸盘吸取单元213与吸盘连接杆212能够伸入相邻的支撑横杆中。吸盘吸取单元213偏置在吸盘连接杆212远离第一搬运机器人本体的一侧,从而减少吸盘吸取单元213与吸盘连接杆212的高度之和。从而在相同的高度范围内能够布置更多的支撑横杆。
34.第一搬运机械手2的动作过程如下:二轴横移伸缩模组204在带动第一连接杆伸缩模组211朝向板材上料库1所在方向运动,吸盘吸取单元213运动到矩形料框103的正上方,一轴直角坐标机械手下行带动吸盘吸取单元213与板材接触并将板材吸取,一轴直角坐标机械手上行,二轴横移伸缩模组204带动第一连接杆伸缩模组211朝向第一定位工装台3所在方向运动,吸盘吸取单元213运动到第一定位工装台3的正上方,一轴直角坐标机械手下行将板材放置到第一定位工装台3上。
35.在成型工序中,第二纵向移栽机构将矩形料框103移出第一搬运机械手2与输送轨道102之间,二轴横移伸缩模组204带动第一连接杆伸缩模组211朝向第一定位工装台3所在
方向运动,吸盘吸取单元213运动到第一定位工装台3的正上方,一轴直角坐标机械手下行带动吸盘吸取单元213与板材接触并将板材吸取,一轴直角坐标机械手上行,二轴横移伸缩模组204带动第一连接杆伸缩模组211朝向板材上料库1中料架101所在方向运动,第一连接杆伸缩模组211朝向远离第一定位工装台3的方向运动,吸盘吸取单元213运动到支撑横杆的左侧(图1中视角),一轴直角坐标机械手下行,第一连接杆伸缩模组211朝向靠近第一定位工装台3的方向运动, 成型后的板材从下往下依次放置到料架101上。
36.如图1所示,第二搬运机械手8包括为码垛机械手和机器人支座,码垛机械手下部基体安装在机器人支座上,机器人支座布置在压机4的一端,第二搬运夹爪安装在码垛机械手的输出;码垛机械手下部基体与机器人支座之间通过转动机构相连,转动机构安装在机器人支座的上端面,码垛机械手下部基体安装在旋转机构的输出端,码垛机械手在转动机构的带动下能够相对机器人支座沿竖直轴线转动。优选的,机器人支座靠近压机4的龙门架设置,旋转机构带动码垛机械手沿远离压机4的方向转动,从而让出人工更换压机4模具的操作空间。优选的,第二搬运夹爪结构与第一搬运夹爪201结构相同。
37.第三搬运机械手7包括为码垛机械手和机器人支座,码垛机械手下部与机器人支座的连接方式与第二搬运机械手8中结构相同,从而方便从压机4的两侧更换模具,第三搬运夹爪包括安装在第三搬运机械手7中码垛机械手的输出法兰上,第三搬运夹爪的结构与第一搬运夹爪的结构相同,第三搬运夹爪包括安装在第三搬运机械手7中码垛机械手的输出法兰上,第三搬运夹爪的结构与第一搬运夹爪的结构相似,第三搬运夹爪的抓取部采用夹持式抓手,第三搬运抓手夹持板材的两侧面。如图4所示,第三搬运夹爪的抓取部包括折弯爪701,折弯爪701的一端安装在夹持机构连接杆706上,第二直行气缸702安装在夹持机构连接杆706的下部且位于折弯爪701的内侧,夹持块703安装在第二直行气缸702的缸杆上,夹持块703与折弯爪701分别与板材的两侧夹紧从而夹持板材。
38.第一定位工装台3包括支撑平台302和翻转机构304,支撑平台302的两端分别转动安装在回转支座上,支撑平台302的一侧偏置在两个回转支座上,支撑平台302的另一侧为梳齿状,,翻转机构304设置在回转支座的外侧,翻转机构304带动支撑平台302相对回转支座转动,至少两个定位单元303偏置在的一侧,定位单元303沿支撑平台302的长度方向布置,定位单元303夹持板材的两侧,第二搬运机械手8从定位单元303上取下板材放置在压机4上。翻转机构304带动支撑平台302转动,从而实现能够将板材翻转180度放置到压机4中,从而实现镜像冲压。优选的,第一定位工装台3还包括支座横移机构,回转支座的下部安装在支座横移机构的输出端,支座横移机构的基体安装在相机安装架的下部,支座横移机构用于对回转支座在第一搬运机械手2与第二搬运机械手8之间往复运动。为了便于冲压过程中板材的质量进行检测,第一定位工装台3的上方设置视觉检测机构,视觉检测机构安装在视觉安装架301上部,视觉检测机构用于检测其下部板材的冲压质量。
39.支座横移机构在第一搬运机械手2与第二搬运机械手8之间转运回转支座及其上部件,翻转机构304带动支撑平台302转动,定位单元303位于支撑平台302的下方,第二搬运机械手8从支撑平台302的梳齿间隙下行与板材的上端面接触,定位单元303松开板材的侧边,第二搬运机械手8带动板材下行并远离支撑平台302,从而将板材移除支撑平台302。
40.优选的,支座横移机构与回转支座之间设置补偿模组机构,补偿模组机构的基体安装在支座横移机构的输出端,回转支座的下部安装在补偿模组机构的输出端,对于翻转
后和未翻转的支撑平台302,板材相对于第二搬运机械手8的位置,补偿模组机构带动回转支座朝向未翻转时板材所在的方向运动,保证板材相对于第二搬运机械手8的抓取位置相同。
41.优选的,第二定位工装台5的结构与第一定位工装台3的结构相同。冲孔工序中步骤如下:k.压机4更换冲孔模具后,第二搬运机械手8从板材上料库1搬运成型后的板材放置到第一定位工装台3上;l.第三搬运机械手7从第一定位工装台3上搬运成型后的板材放置到压机4上;m.第三搬运机械手7从压机4搬运冲孔后的板材放置到第二定位工装台5上;n.第四搬运机械手6从从第二定位工装台5搬运冲孔后的板材放置到中转板材料库9。
42.上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1