一种轮毂加工专机
1.本发明属于机械加工技术领域,特别涉及一种轮毂加工专机。
背景技术:
2.随着共享电单车的兴起,共享电单车的制造行业也开始变得火热,各大厂商开始马不停蹄的抢占共享电动自行车的市场。如何高效可靠的生产电动自行车及其配件成为了各大厂商在实际生产过程在遇到的一个大问题。
3.在电单车的各配件的加工过程中,轮毂加工是其中至关重要的一项。关于电动单车轮毂的选材,一般各大厂商使用的是铝合金aa365.0
‑
f,具有非常优秀的铸造性能。目前,市面各大生厂商对于的电动车轮毂的加工方法一般是采用t6热处理技术或者形成铸态组织进行一系列加工活动,但是所成型后的电动车轮毂会因为在搬运或者后续的安装加工过程中造成电动车轮毂表面的局部破坏或者损坏,这会直接导致加工效率降低,增加成本支出,并且实际加工效率并不是很理想。
4.如图1所示,轮毂的加工主要包括对轮毂毛坯进行第一台阶面a、第二台阶面b、平面c以及第一台阶面a上的螺孔d的加工,目前有厂商采用组合机床方式,通过用组合机床、传输机构和辅助机构等若干个模块化机构的自动生产流水线。例如:1、多刀具单工位的回转分度输送式自动线,该方案优点很明显,比如多个刀具可以同时加工多个面或孔,且设计结构简单、成型快,但缺点也很明显,即加工效率过于低下,刀具之间可能发生干涉等;2、直线式多工位钻床,工件输送装置从机床中穿过,机床可排列在输送带的两侧或一侧,自动线按加工工艺分段,段问设有转位位置、翻转装嚣,使工件转90
°
或翻转180
°
,输送装置可每段用一个,或全线用一个(转位时工件抬离输送带),用于加工各种大中小零件,应用较多、较普遍,但轮毂加工并不是只加工一个工序,而是多个不同工序,所以直线式多工位传导会导致加工时必须前一个工序加工完成才能进入下一道工序,这会导致效率大幅度降低。
技术实现要素:
5.本发明公开了一种轮毂加工专机,用以解决背景技术中提及的问题。
6.本发明所采用的技术方案是:一种轮毂加工专机,包括底座,所述底座中部设有立柱,所述底座上安装有能够围绕所述立柱间歇性转动的转盘机构,所述转盘机构上设有多个加工台,所述立柱外周上沿其周向依次设有第一铣削装置、第二铣削装置、钻孔装置和攻丝装置,所述第一铣削装置、第二铣削装置、钻孔装置和攻丝装置在所述转盘机构间歇性转动过程中为对应工位上的轮毂件进行相应的、级进的循环式加工。
7.在上述的一种轮毂加工专机中,其特征在于,还包括悬挂梁,所述悬挂梁上端向立柱方向弯折并与立柱的上端相固连,所述悬挂梁的下端和底座侧部连接,所述悬挂梁朝外一侧的侧壁上设有用于显示第一铣削装置、第二铣削装置、钻孔装置、攻丝装置、加工台和转盘机构工作状态参数的显示屏。
8.在上述的一种轮毂加工专机中,所述加工台至少有五个,所述加工台包括第一底
板、第一进给机构、第二底板、第二进给机构和夹持机构,所述第一底板安装在所述转盘机构上,所述第一进给机构沿x轴方向安装在所述第一底板上,所述第二底板安装在所述第一进给机构上,所述第二进给机构沿y轴方向安装在第二底板上,所述夹持机构安装在所述第二进给机构上,所述夹持机构能够在第一进给机构和第二进给机构的配合驱动下进行x轴向移动和y轴向移动。
9.在上述的一种轮毂加工专机中,所述夹持机构采用液压式三爪卡盘、气动式三爪卡盘或者内张外夹式旋转卡盘。
10.在上述的一种轮毂加工专机中,所述第一铣削装置包括第一铣刀和主轴箱,所述第二铣削装置包括第二铣刀和主轴箱,所述钻孔装置包括钻孔刀和主轴箱,所述攻丝装置包括螺纹铣刀和主轴箱,所述主轴箱包括箱体、第三进给机构、主轴机构,所述箱体竖向设置在立柱上,所述第三进给机构沿z轴方向安装在箱体上,所述主轴机构安装在所述第三进给机构上且能够在第三进给机构的驱动进行z轴向移动。
11.在上述的一种轮毂加工专机中,所述第一铣刀和第二铣刀均为高速钢立铣刀,直径为φ20
‑
φ40mm;所述钻孔刀为m3小麻花钻;所述螺纹铣刀为m3螺纹铣刀。
12.在上述的一种轮毂加工专机中,所述转盘机构包括设置在底座上方的分度盘和设置在底座内的驱动装置,所述驱动装置包括第一驱动电机、第一传动组件、间歇运动机构,所述第一驱动电机通过所述第一传动组件和间歇运动机构连接,所述间歇运动机构上端伸出所述底座与所述转盘固连。
13.在上述的一种轮毂加工专机中,所述间歇运动机构为凸轮机构、棘轮棘爪机构、不完全机构或者槽轮机构中的一种。
14.在上述的一种轮毂加工专机中,所述第一传动组件包括第一主动轮、第一同步带和第一从动轮,所述第一主动轮设置在所述第一驱动电机的输出轴上,所述第一从动轮设置在所述间歇运动机构上,所述第一同步带套设在第一主动轮和第一从动轮上。
15.在上述的一种轮毂加工专机中,所述第一进给机构、第二进给机构和第三进给机构均由丝杠、导轨、滑块和第二驱动电机相互配合构成,导轨和所述丝杠平行设置,所述第二驱动电机和所述丝杠传动连接,所述丝杠上还设有手轮。
16.与现有技术相比,本轮毂加工专机具有以下优点:解决了目前轮毂加工效率低的问题。此外,将x、轴y轴自由度分配给加工台,z轴自由度分配给主轴箱,两个坐标系互相独立形成一个完整的加工坐标系,节省了装置的布置空间,缩小了整机的体积,降低了各个机构的安装难度,同时保证了各个机构相互间不会干涉,提高了机器的运行稳定性和可靠性。
附图说明
17.图1是本轮毂加工专机轮毂件的结构示意图。
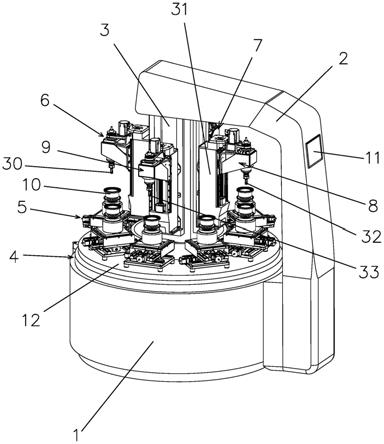
18.图2是本轮毂加工专机的结构示意图。
19.图3是本轮毂加工专机的驱动装置的结构示意图。
20.图4是本轮毂加工专机的加工台的结构示意图。
21.图5是本轮毂加工专机的主轴箱的结构示意图。
22.图中,1、底座;2、悬挂梁;3、立柱;4、转盘机构;5、加工台;6、第一铣削装置;7、第二铣削装置;8、钻孔装置;9、攻丝装置;10、轮毂件;11、显示屏;12、分度盘;13、驱动装置;14、
第一驱动电机;15、第一传动组件;16、间歇运动机构;17、第一主动轮;18、第一同步带;19、第一从动轮;20、第一底板;21、第一进给机构;22、第二底板;23、第二进给机构;24、夹持机构;25、丝杠;26、导轨;27、滑块;28、第二驱动电机;29、手轮;30、第一铣刀;31、主轴箱;32、钻孔刀;33、螺纹铣刀;34、箱体;35、第三进给机构;36、主轴机构;37、主轴架;38、第三驱动电机;39、第二传动组件;40、主轴;41、第二主动轮;42、第二同步带;43、第二从动轮;a、第一台阶面;b、第二台阶面;c、平面;d、螺孔。
具体实施方式
23.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
24.结合图1和图2来说,本轮毂加工专机包括底座1和悬挂梁2,底座1中部设有立柱3,底座1上安装有能够围绕立柱3间歇性转动的转盘机构4,转盘机构4上设有多个加工台5,立柱3外周上沿其周向依次设有第一铣削装置6、第二铣削装置7、钻孔装置8和攻丝装置9。第一铣削装置6、第二铣削装置7、钻孔装置8和攻丝装置9在转盘机构4间歇性转动过程中为对应工位上的轮毂件10进行相应的、级进的循环式加工。其中,第一铣削装置6主要用于加工轮毂毛坯的第一台阶面a,第二铣削装置7主要用于加工轮毂毛坯的第二台阶面b和平面c,钻孔装置8主要用于对螺孔d进行打孔,攻丝装置9主要用于对打好的孔加工出内螺纹。悬挂梁2上端向立柱3方向弯折并与立柱3的上端相固连,悬挂梁2的下端和底座1侧部连接,悬挂梁2朝外一侧的侧壁上设有用于显示第一铣削装置6、第二铣削装置7、钻孔装置8、攻丝装置9、加工台5工作状态参数的显示屏11。在悬挂梁2内穿设有各种导线,分别将显示屏11和plc系统、第一铣削装置6、第二铣削装置7、钻孔装置8、攻丝装置9、加工台5以及转盘机构4电连接,实现实时显示和参数控制等操作;显示屏11优选采用触控屏,兼顾显示的同时方便对plc系统操控。
25.需要说明的是,在本实施例中,考虑的加工效率最大化,因此,立柱3外周被四等分,分别依次对应第一铣削装置6、第二铣削装置7、钻孔装置8和攻丝装置9,在第一铣削装置6、第二铣削装置7、钻孔装置8和攻丝装置9下方均需设置一个加工台5,然后在考虑上料工位、下料工位以及各个工位的位置布置问题,将转盘机构4被等分为八个区域,加工台5设置在每个区域内,这样在加工时,四个工作台处于工作状态,另外四个加工台5中,可以分别进行上料、下料、缓冲以及清理残屑等操作。
26.具体的,转盘机构4包括设置在底座1上方的分度盘12和设置在底座1内的驱动装置13。如图3所示,驱动装置13包括第一驱动电机14、第一传动组件15、间歇运动机构16,第一驱动电机14通过第一传动组件15和间歇运动机构16连接,间歇运动机构16上端伸出底座1与转盘固连。间歇运动机构16为凸轮机构、棘轮棘爪机构、不完全机构或者槽轮机构中的一种。在本实施例中,间歇运动机构16采用槽轮机构,特别选用八分槽轮,其具有机械效率高,传动平稳特点。
27.其中,第一传动组件15包括第一主动轮17、第一同步带18和第一从动轮19,第一主动轮17设置在第一驱动电机14的输出轴上,第一从动轮19设置在间歇运动机构16上,第一同步带18套设在第一主动轮17和第一从动轮19上。
28.如图4所示,每个均加工台5包括第一底板20、第一进给机构21、第二底板22、第二
进给机构23和夹持机构24,第一底板20安装在转盘机构4上,第一进给机构21沿x轴方向安装在第一底板20上,第二底板22安装在第一进给机构21上,第二进给机构23沿y轴方向安装在第二底板22上,夹持机构24安装在第二进给机构23上。第一进给机构21、第二进给机构23均由丝杠25、导轨26、滑块27和第二驱动电机28相互配合构成,为了保证运行的稳定性,导轨26和滑块27均有两个。丝杠25采用滚珠丝杠25,此外,在第二驱动电机28的电机轴上还可以连接手轮29,使得丝杠25能够进行手动控制。
29.第一进给机构21的两根导轨26设置在丝杠25的两侧,且三者平行的安装在第一底板20上,滑块27分别对应安装在导轨26上,第二驱动电机28安装在丝杠25一端且与丝杠25传动配合。第二底板22的两端分别和第一进给机构21的两个滑块27对应固连,其中部和第一进给机构21中丝杠25的螺母固连。第二进给机构23的两根导轨26设置在丝杠25的两侧,且三者平行的安装在第二底板22上,第二进给机构23的滑块27分别对应安装在第二进给机构23的导轨26上,第二进给机构23的第二驱动电机28安装在第二进给机构23的丝杠25一端且与其传动配合。夹持机构24采用内张外夹式旋转卡盘,安装在第二底板22上,在本发明的其他实施例中,还可以将内张外夹式旋转卡盘替换为液压式三爪卡盘或气动式三爪卡盘。通过上述组合,持机构能够在第一进给机构21和第二进给机构23的配合驱动下进行x轴向移动和y轴向移动。
30.第一铣削装置6包括第一铣刀30和主轴箱31,第二铣削装置7包括第二铣刀(图中未示出)和主轴箱31,钻孔装置8包括钻孔刀32和主轴箱31,攻丝装置9包括螺纹铣刀33和主轴箱31。第一铣刀30和第二铣刀均为高速钢立铣刀,直径为φ20
‑
φ40mm,优选采用4刃的φ25mm立铣刀;钻孔刀32为3刃的m3小麻花钻;螺纹铣刀33为m3螺纹铣刀33。
31.如图5所示,主轴箱31包括箱体34、第三进给机构35、主轴机构36。其中,箱体34竖向设置在立柱3上,通过螺钉固定;第三进给机构35沿z轴方向安装在箱体34上,其结构和第一进给机构21、第二进给机构23相同;主轴机构36包括主轴架37、第三驱动电机38、第二传动组件39和主轴40,第三驱动电机38通过传动组件和主轴40传动连接,主轴40沿z轴方向穿设在主轴架37上并与主轴架37转动连接,主轴架37固连在在第三进给机构35的滑块27和螺母上,其能够在第三进给机构35的驱动进行z轴向移动。第二传动组件39包括第二主动轮41、第二同步带42和第二从动轮43,第二主动轮41设置在第三驱动电机38的输出轴上,第二从动轮43设置在主轴40上,第二同步带42套设在第二主动轮41和第二从动轮43上。
32.本发明的使用原理如下:
33.本发明的轮毂加工专机主要通过以下步骤对轮毂毛坯进行加工:
34.一、上料,利用机械手或者人工上料,定位并对准后,旋转卡盘卡紧轮毂毛坯;此过程用时约为5秒。
35.二、铣削第一平面a:1.对刀;2.精铣φ106mm内圆及平面到φ120mm侧面;3.退刀;此过程用时约20秒。
36.三、铣削第二平面b:1.对刀;2.精铣φ100mm内圆及平面到φ106mm侧面;3.退刀再对刀;4.精铣φ38mm平面到φ45mm平面;5.退刀;此过程用时28
‑
30秒。
37.四、在第一平面a上钻孔:1.对刀;2.粗钻孔到φ2.5mm;3.退刀;4.上述过程再重复5次;此过程用时30
‑
33秒。
38.五、对步骤四的孔进行攻丝:1.对刀;2.精铣螺纹到m3
×
0.5;3.退刀;4.上述过程
再重复5次;此过程用时30
‑
33秒。
39.六:下料:松开旋转卡盘,取下轮毂成品;此过程用时约2秒。
40.需要说明的是,每个轮毂毛坯均经过上述各步骤进行加工,八个工位上的轮毂中,其中相间隔的四个轮毂同时在四个工位进行加工,转盘机构4每转一次就换另四个进行加工,在其中四个未处于加工状态时,可以分别执行上料、下料、缓冲和清理残屑的操作。这样即可实现相应的、级进的循环式加工,使轮毂加工时间大幅缩短,高质高效。
41.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1