中碳钢65Mn及其卷取控制方法、控制系统与流程
中碳钢65mn及其卷取控制方法、控制系统
技术领域
1.本技术涉及热轧板带技术领域,尤其涉及一种中碳钢65mn及其卷取控制方法、控制系统。
背景技术:
2.中碳钢65mn,热处理及冷拔硬化后,强度较高,具有一定的韧性和塑性;相同表面状态何完全淬火情况下,疲劳极限和合金弹簧相当。但淬透性差,主要用于较小尺寸的弹簧,如调压调速弹簧、测力弹簧、一般机械上的圆、方螺旋弹簧或拉成钢丝作小型机械上的弹簧。
3.但是,中碳钢65mn的热轧生产,尤其是短流程生产中碳钢65mn薄规格带钢时,在热轧卷取成卷后,很容易出现松卷缺陷。松卷缺陷是指成卷的带钢层与层之间未卷紧,后续开卷加工过程中,带钢层与层之间会产生相对滑动,带钢表面会产生缺陷;从钢卷的侧面看,带钢的层与层之间呈现错落不齐,钢卷错层溢出部分在吊运过程中易被拉伤、夹伤,且存在吊运安全问题,被夹伤、拉伤的部位需要切除,如此造成钢卷废品、次品率提高,严重影响该钢种的质量稳定受控,且修复成本高、投入产出比低。
技术实现要素:
4.本发明提供了一种中碳钢65mn及其卷取控制方法、控制系统,以解决或者部分解决65mn在热轧卷取后容易松卷的技术问题。
5.为解决上述技术问题,根据本发明一个可选的实施例,提供了一种中碳钢65mn的卷取控制方法,包括:
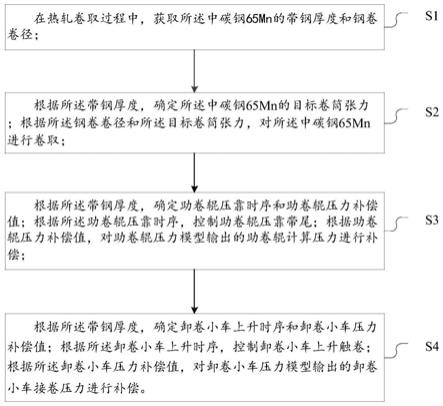
6.在热轧卷取过程中,获取所述中碳钢65mn的带钢厚度和钢卷卷径;
7.根据所述带钢厚度,确定所述中碳钢65mn的目标卷筒张力;根据所述钢卷卷径和所述目标卷筒张力,对所述中碳钢65mn进行卷取;
8.根据所述带钢厚度,确定助卷辊压靠时序和助卷辊压力补偿值;根据所述助卷辊压靠时序,控制助卷辊压靠带尾;根据助卷辊压力补偿值,对助卷辊压力模型输出的助卷辊计算压力进行补偿;
9.根据所述带钢厚度,确定卸卷小车上升时序和卸卷小车压力补偿值;根据所述卸卷小车上升时序,控制卸卷小车上升触卷;根据所述卸卷小车压力补偿值,对卸卷小车压力模型输出的卸卷小车接卷压力进行补偿。
10.可选的,所述根据所述钢卷卷径和所述目标卷筒张力,对所述中碳钢65mn进行卷取,包括:
11.在所述中碳钢65m在卷筒上的缠绕长度达到五米之前,根据设定卷筒张力,对所述中碳钢65mn进行卷取;所述设定卷筒张力的取值范围为1.05倍目标卷筒张力至1.1倍目标卷筒张力;
12.在所述中碳钢65m在卷筒上的缠绕长度达到五米之后,且所述钢卷卷径达到预设
卷径之前,根据所述目标卷筒张力,对所述中碳钢65mn进行恒张力卷取;所述预设卷径的取值范围为1400mm~1500mm;
13.在所述中碳钢65mn的钢卷卷径达到所述预设卷径之后,对所述中碳钢65mn进行减张力卷取。
14.进一步的,所述对所述中碳钢65mn进行减张力卷取,包括:
15.根据所述目标卷筒张力和所述预设卷径确定卷取力矩;
16.根据所述卷取力矩,对所述中碳钢65mn进行恒力矩卷取。
17.可选的,所述根据所述带钢厚度,确定所述中碳钢65mn的目标卷筒张力,包括:
18.若所述带钢厚度大于或等于1.85mm,且小于2.0mm,确定所述中碳钢65mn的目标卷筒张力为113.55kn至119.55kn;
19.所述根据所述带钢厚度,确定助卷辊压靠时序和助卷辊压力补偿值,包括:
20.若所述带钢厚度大于或等于1.85mm,且小于2.0mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部15米的时刻,所述助卷辊压力补偿值为
‑
5.5kn至
‑
4.5kn;
21.所述根据所述带钢厚度,确定卸卷小车上升时序和卸卷小车压力补偿值,包括:
22.若所述带钢厚度大于或等于1.85mm,且小于2.0mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部15米的时刻,所述卸卷小车压力补偿值为
‑
22kn至
‑
18kn。
23.可选的,所述根据所述带钢厚度,确定所述中碳钢65mn的目标卷筒张力,包括:
24.若所述带钢厚度大于或等于2.0mm,且小于2.4mm,确定所述中碳钢65mn的目标卷筒张力为126.15kn至132.15kn;
25.所述根据所述带钢厚度,确定助卷辊压靠时序和助卷辊压力补偿值,包括:
26.若所述带钢厚度大于或等于2.0mm,且小于2.4mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部13米的时刻,所述助卷辊压力补偿值为
‑
5.5kn至
‑
4.5kn;
27.所述根据所述带钢厚度,确定卸卷小车上升时序和卸卷小车压力补偿值,包括:
28.若所述带钢厚度大于或等于2.0mm,且小于2.4mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部13米的时刻,所述卸卷小车压力补偿值为
‑
22kn至
‑
18kn。
29.可选的,所述根据所述带钢厚度,确定所述中碳钢65mn的目标卷筒张力,包括:
30.若所述带钢厚度大于或等于2.4mm,且小于2.6mm,确定所述中碳钢65mn的目标卷筒张力为131.4kn至137.4kn;
31.所述根据所述带钢厚度,确定助卷辊压靠时序和助卷辊压力补偿值,包括:
32.若所述带钢厚度大于或等于2.4mm,且小于2.6mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部11米的时刻,所述助卷辊压力补偿值为
‑
3.5kn至
‑
2.5kn;
33.所述根据所述带钢厚度,确定卸卷小车上升时序和卸卷小车压力补偿值,包括:
34.若所述带钢厚度大于或等于2.4mm,且小于2.6mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部11米的时刻,所述卸卷小车压力补偿值为
‑
11kn至
‑
9kn。
35.可选的,所述根据所述带钢厚度,确定所述中碳钢65mn的目标卷筒张力,包括:
36.若所述带钢厚度大于或等于2.6mm,且小于3.05mm,确定所述中碳钢65mn的目标卷筒张力为142.6kn至148.6kn;
37.所述根据所述带钢厚度,确定助卷辊压靠时序和助卷辊压力补偿值,包括:
38.若所述带钢厚度大于或等于2.6mm,且小于3.05mm,确定所述助卷辊压靠时序为夹
送辊距带钢尾部8米的时刻,所述助卷辊压力补偿值为
‑
3.5kn至
‑
2.5kn;
39.所述根据所述带钢厚度,确定卸卷小车上升时序和卸卷小车压力补偿值,包括:
40.若所述带钢厚度大于或等于2.6mm,且小于3.05mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部8米的时刻,所述卸卷小车压力补偿值为
‑
11kn至
‑
9kn。
41.可选的,所述根据所述带钢厚度,确定所述中碳钢65mn的目标卷筒张力,包括:
42.若所述带钢厚度大于或等于3.05mm,确定所述中碳钢65mn的目标卷筒张力为146.45kn至152.45kn;
43.所述根据所述带钢厚度,确定助卷辊压靠时序和助卷辊压力补偿值,包括:
44.若所述带钢厚度大于或等于3.05mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部6米的时刻,所述助卷辊压力补偿值为
‑
3.5kn至
‑
2.5kn;
45.所述根据所述带钢厚度,确定卸卷小车上升时序和卸卷小车压力补偿值,包括:
46.若所述带钢厚度大于或等3.05mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部6米的时刻,所述卸卷小车压力补偿值为
‑
11kn至
‑
9kn。
47.基于本发明又一个可选的实施例,提供了一种中碳钢65mn的卷取控制系统,包括:
48.获取模块,用于在热轧卷取过程中,获取所述中碳钢65mn的带钢厚度和钢卷卷径;
49.第一控制模块,用于根据所述带钢厚度,确定所述中碳钢65mn的目标卷筒张力;以及根据所述钢卷卷径和所述目标卷筒张力,对所述中碳钢65mn进行卷取;
50.第二控制模块,用于根据所述带钢厚度,确定助卷辊压靠时序和助卷辊压力补偿值;以及根据所述助卷辊压靠时序,控制助卷辊压靠带尾;根据助卷辊压力补偿值,对助卷辊压力模型输出的助卷辊计算压力进行补偿;
51.第三控制模块,用于根据所述带钢厚度,确定卸卷小车上升时序和卸卷小车压力补偿值;以及根据所述卸卷小车上升时序,控制卸卷小车上升触卷;根据所述卸卷小车压力补偿值,对卸卷小车压力模型输出的卸卷小车接卷压力进行补偿。
52.基于本发明另一个可选的实施例,提供了一种中碳钢65mn,所述中碳钢65mn的热轧钢卷根据如权利要求1~8任一权项所述的卷取控制方法进行卷取获得。
53.通过本发明的一个或者多个技术方案,本发明具有以下有益效果或者优点:
54.本发明提供了一种中碳钢65mn的卷取控制方法,基于65mn具有强度高,塑性及延展性差的特点,根据带钢厚度确定卷取过程中的卷筒张力,解决因为卷筒张力设定不恰当导致错层和断带问题;在卷取到带尾时,助卷辊的压尾时机和压尾压力对防止65mn松卷非常重要,而带钢厚度反映了65mn的强度和塑性的变化,需要根据不同的厚度确定对应的控制参数;因此结合带钢厚度确定合理的助卷辊的压靠时序和助卷辊的压力补偿,既可以避免助卷辊压力偏小或压尾过晚导致起不到压紧作用,又可以避免助卷辊压力偏大或压尾过早造成65mn断带;同理,卸卷小车的接卷时机和接卷压力对防止65mn松卷也十分重要,通过根据带钢厚度确定卸卷小车上升时序和卸卷小车压力补偿值,既可以避免卸卷小车接卷压力偏小或接卷较晚起不到压紧作用,也可以避免卸卷小车接卷压力偏大或接卷较早造成65mn断带。总的来说,通过上述手段的结合,降低了中碳钢65mn热轧卷取后的松卷几率,从而降低钢卷废品、次品率,降低了65mn的生产成本。
55.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够
更明显易懂,以下特举本发明的具体实施方式。
附图说明
56.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
57.图1示出了根据本发明一个实施例的中碳钢65mn的卷取控制方法流程示意图;
58.图2示出了根据本发明一个实施例的卷筒张力阶段控制示意图;
59.图3示出了根据本发明一个实施例的中碳钢65mn的卷取控制系统示意图。
具体实施方式
60.为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。在整个说明书中,除非另有特别说明,本文使用的术语应理解为如本领域中通常所使用的含义。因此,除非另有定义,本文使用的所有技术和科学术语具有与本发明所属领域技术人员的一般理解相同的含义。若存在矛盾,本说明书优先。除非另有特别说明,本发明中用到的各种设备等,均可通过市场购买得到或者可通过现有方法制备得到。
61.研究表明,65mn钢卷松卷缺陷,在带钢卷取过程中就已经发生了。通过现场生产过程的跟踪,发现在卷取时存在两个问题:一:卷取张力不足,带钢成卷过程中没有沿着同一个中心线成卷,造成错落卷取;二:由于65mn的材质较硬,钢卷成卷后卸卷不当,钢卷尾端没有压紧产生松卷。而普通钢卷的松卷防控的相关技术手段,主要包括
①
加大卷取张力;
②
降低卷取温度;
③
加大卷取夹送辊压力;
④
控制侧导板对中及加大侧压力等。但通过实践发现,将上述诸多方法应用到中碳钢65mn的卷取控制,不仅没有成功消除65mn的卷取松卷缺陷,还因为65mn高强度、低塑性的性能特点,出现了新的断带问题。另一方面,65mn由于高强低塑,也不能直接采用相近钢种,如50mn2v的松卷控制方案。
62.基于上述研究基础,本发明提供了一种中碳钢65mn的卷取控制方法,以解决钢卷松卷缺陷的产生,其整体思路如下:
63.在所述中碳钢65mn的卷取过程中,获取所述中碳钢65mn的带钢厚度、钢卷卷径;根据所述带钢厚度,确定所述中碳钢65mn的目标卷筒张力;根据所述钢卷卷径和所述目标卷筒张力,对所述中碳钢65mn进行卷取;根据所述带钢厚度,确定助卷辊压靠时序和助卷辊压力补偿值;根据所述助卷辊压靠时序,控制助卷辊压靠带尾;根据助卷辊压力补偿值,对助卷辊压力模型输出的助卷辊计算压力进行补偿;根据所述带钢厚度,确定卸卷小车上升时序和卸卷小车压力补偿值;根据所述卸卷小车上升时序,控制卸卷小车上升触卷;根据所述卸卷小车压力补偿值,对卸卷小车压力模型输出的卸卷小车接卷压力进行补偿。
64.上述方案的控制原理是:由于65mn具有强度高,塑性及延展性差的特点,因此需要根据带钢厚度,寻求合理的卷筒张力,解决因为卷筒张力设定不恰当导致错层和断带问题;在卷取到带尾时,助卷辊的压尾时机和压尾压力对防止65mn松卷非常重要,助卷辊压靠时序表示助卷辊压住带尾的时机,助卷辊的压力补偿值是对助卷辊压力模型计算的助卷辊压力进行补偿,而带钢厚度反映了65mn的强度和塑性的变化,需要根据不同的厚度确定对应
的控制参数;因此结合带钢厚度确定合理的助卷辊的压靠时序和助卷辊的压力补偿,既可以避免助卷辊压力偏小或压尾过晚导致起不到压紧作用,又可以避免助卷辊压力偏大或压尾过早造成65mn断带;同理,卸卷小车的接卷时机和接卷压力对防止65mn松卷也十分重要,通过根据带钢厚度确定卸卷小车上升时序和卸卷小车压力补偿值,既可以避免卸卷小车接卷压力偏小或接卷较晚起不到压紧作用,也可以避免卸卷小车接卷压力偏大或接卷较早造成65mn断带。总的来说,通过上述手段的结合,同时解决了中碳钢65mn卷取后容易松卷和容易断带的问题,从而降低钢卷废品、次品率,降低了65mn的生产成本。
65.在接下来的内容中,对上述方案进行进一步的说明:
66.在一个可选的实施例中,如图1所示,65mn的卷取控制方法具体如下:
67.s1:在热轧卷取过程中,获取所述中碳钢65mn的带钢厚度和钢卷卷径;
68.具体的,带钢厚度是指热轧完成后的钢板厚度,钢卷卷径是指在卷取机卷筒上卷取的钢卷直径或钢卷外径。
69.s2:根据所述带钢厚度,确定所述中碳钢65mn的目标卷筒张力;根据所述钢卷卷径和所述目标卷筒张力,对所述中碳钢65mn进行卷取;
70.卷取过程中的张力控制,需要结合带钢厚度进行确定。这是由于65mn钢种材质塑性及延展性较差,该钢种在1.85~3.05mm的热轧卷取过程中,张力过大易精轧末机架和夹送辊之间产生断带废钢,张力过小易出现卷取过程中带钢未卷紧现象,卷取卸卷后出现扁卷现象,影响进一步深加工。因此,需根据钢种、规格的特性,寻求合理的参数控制,解决以上存在的错层及控制不当造成的断带风险。
71.在卷取过程中,卷筒张力是最重要的参数,直接影响到带钢是否卷紧。通过大量生产试验和数据采集、分析与实践,确定了如下的卷筒张力设定方案:
72.若所述带钢厚度大于或等于1.85mm,且小于2.0mm,确定所述中碳钢65mn的目标卷筒张力为113.55kn至119.55kn;
73.若所述带钢厚度大于或等于2.0mm,且小于2.4mm,确定所述中碳钢65mn的目标卷筒张力为126.15kn至132.15kn;
74.若所述带钢厚度大于或等于2.4mm,且小于2.6mm,确定所述中碳钢65mn的目标卷筒张力为131.4kn至137.4kn;
75.若所述带钢厚度大于或等于2.6mm,且小于3.05mm,确定所述中碳钢65mn的目标卷筒张力为142.6kn至148.6kn;
76.若所述带钢厚度大于或等于3.05mm,确定所述中碳钢65mn的目标卷筒张力为146.45kn至152.45kn。
77.对于薄规格的65mn,其常见厚度规格为1.85mm,2.0mm,2.4mm,2.6mm和3.05mm,因此常用卷筒张力设定如表1所示:
78.表1:65mn的典型厚度与目标卷筒张力设定
[0079][0080]
为了提高整个钢卷的卷取质量,在卷取控制过程中,应当对卷筒张力进行分段控制,具体如下:
[0081]
在所述中碳钢65m在卷筒上的缠绕长度达到五米之前,根据设定卷筒张力,对所述中碳钢65mn进行卷取;所述设定卷筒张力的取值范围为1.05倍目标卷筒张力至1.1倍目标卷筒张力;在所述中碳钢65m在卷筒上的缠绕长度达到五米之后,且所述钢卷卷径达到预设卷径之前,根据所述目标卷筒张力,对所述中碳钢65mn进行恒张力卷取;所述预设卷径的取值范围为1400mm~1500mm;在所述中碳钢65mn的钢卷卷径达到所述预设卷径之后,对所述中碳钢65mn进行减张力卷取。
[0082]
结合附图2对上述方案进行说明:如图所示,第
“①”
段是钢卷缠绕卷筒初始时的卷筒张力、第
“②”
段是从钢卷缠绕卷筒初始时的张力到卷筒张力的转化、第
“③”
段是卷筒张力的恒张力控制阶段、第
“④”
段是卷筒减张力控制阶段。
[0083]
在带钢头部进入缠绕卷筒0~5米时,在
“①”
钢卷缠绕卷筒初始阶段,卷筒张力按目标卷筒张力的105
‑
110%控制,优选按108%控制;在卷取五米后,通过
“②”
快速切换到
“③”
阶段,在第
“③”
阶段采用恒张力控制,卷筒张力按目标卷筒张力的100%控制;当钢卷卷径达到1400mm~1500mm,优选1450mm时切换到
“④”
进行减张力控制,直到卷取结束。减张力控制阶段是根据第
“③”
阶段末期的实际卷取力矩,进行横力矩控制卷取,由于钢卷直径不断增大,因此实际卷筒张力不断减小。
[0084]
之所以控制卷取过程中的各段卷筒张力,是由于当不考虑温度及相变对热轧钢卷的影响时,根据钢卷的内部应力分布状态,钢卷自身的刚度、卷取张力和卷层之间的摩擦力等都是阻止钢卷椭形的主要控制手段。由于生产现场无法改变热轧带钢的径向刚度或通过改变表面粗糙度来增加热轧带钢的层间摩擦力,只能通过调控卷取过程中的卷筒张力以控制松卷,卷筒张力过大会造成带钢跑偏刮擦侧导板导致拉断废钢,不能满足现场大规模生产组织。钢卷张力采用上述的分段降低控制方法,即随着钢卷卷径的增大张力不断的减小。之所以如此控制,是为了增加钢卷的刚度,克服自身温降收缩后造成的松卷,就需要调控钢卷缠绕卷筒初始时(即带钢头部卷取0
‑
5m)的张力,卷取张力按105%
‑
110%目标卷筒张力控制,通过不断实验,钢卷缠绕卷筒初始时的最佳控制点是108%目标卷筒张力;带钢缠绕卷筒5m后快速切换到卷筒恒张力控制阶段,当钢卷外径达到1400mm~1450mm时开始进行减卷筒张力控制,通过不断试验和分析,确定钢卷外径的最佳控制点是1450mm,直至卷取结束。
[0085]
s3:根据所述带钢厚度,确定助卷辊压靠时序和助卷辊压力补偿值;根据所述助卷
辊压靠时序,控制助卷辊压靠带尾;根据助卷辊压力补偿值,对助卷辊压力模型输出的助卷辊计算压力进行补偿;
[0086]
助卷辊有两个作用,一个作用是帮助带钢头部顺利缠绕卷筒成卷,当头部顺利缠绕卷筒后助卷辊打开;另一个作用是当卷取快要完成,带钢尾部即将离开夹送辊时,助卷辊开始抱笼压住钢卷尾部,避免钢卷散尾,在中碳钢65mn的卷取过程中,助卷辊抱笼压尾的压力和压靠时机最为关键,因此通过生产试验和数据分析,确定了如下的方案:
[0087]
若所述带钢厚度大于或等于1.85mm,且小于2.0mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部15米的时刻,所述助卷辊压力补偿值为
‑
5.5kn至
‑
4.5kn,优选
‑
5kn;
[0088]
若所述带钢厚度大于或等于2.0mm,且小于2.4mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部13米的时刻,所述助卷辊压力补偿值为
‑
5.5kn至
‑
4.5kn;优选
‑
5kn;
[0089]
若所述带钢厚度大于或等于2.4mm,且小于2.6mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部11米的时刻,所述助卷辊压力补偿值为
‑
3.5kn至
‑
2.5kn;优选
‑
3kn;
[0090]
若所述带钢厚度大于或等于2.6mm,且小于3.05mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部8米的时刻,所述助卷辊压力补偿值为
‑
3.5kn至
‑
2.5kn;优选
‑
3kn;
[0091]
若所述带钢厚度大于或等于3.05mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部6米的时刻,所述助卷辊压力补偿值为
‑
3.5kn至
‑
2.5kn;优选
‑
3kn。
[0092]
具体的,助卷辊压靠时序用夹送辊距带钢尾部边缘的距离进行衡量,例如,对于1.85mm厚的65mn,当带尾距夹送辊15m时,助卷辊压靠带钢。
[0093]
对于薄规格的65mn,其常见厚度规格为1.85mm,2.0mm,2.4mm,2.6mm和3.05mm,因此常用的参数设定如表2所示:
[0094]
表2:65mn的典型厚度与对应的助卷辊压力补偿和压靠时序
[0095][0096]
之所以采用上述方案控制卷取即将完成时助卷辊的压力补偿及压靠时序,是由于钢卷卷取结束后,带钢的尾部从夹送辊辊缝抽出后,钢卷尾部处于自由态,为确保钢卷不松卷需要助卷辊压住钢卷尾部数圈。中碳钢65mn的特性是强度高、脆性大,助卷的压力偏小或压的较晚起不到压紧的作用,助卷辊的压力偏大或者压的较早,易造成带钢断带。因此,需要根据带钢厚度确定对应的助卷辊压力补偿和压尾时机的控制参数。由于65mn强度高,塑性差,直接根据助卷辊压力模型输出的助卷辊计算压力去控制助卷辊压尾,容易因为压靠压力偏大,使钢卷尾部受力过大导致钢卷重新打开引起松卷,甚至出现断带。因此本步骤是对助卷辊压力模型输出的助卷辊计算压力进行负补偿。
[0097]
s4:根据所述带钢厚度,确定卸卷小车上升时序和卸卷小车压力补偿值;根据所述
卸卷小车上升时序,控制卸卷小车上升触卷;根据所述卸卷小车压力补偿值,对卸卷小车压力模型输出的卸卷小车接卷压力进行补偿。
[0098]
当带钢卷取至尾部时,卸卷小车会上升触卷,帮助带钢尾部对尾,对尾结束后助卷辊打开,卷筒反转,卸卷小车往外移出将钢卷卸出放在鞍座上。在中碳钢65mn的卷取过程中,卸卷小车上升的接卷压力和触卷时机最为关键,因此通过生产试验和数据分析,确定了如下的方案:
[0099]
若所述带钢厚度大于或等于1.85mm,且小于2.0mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部15米的时刻,所述卸卷小车压力补偿值为
‑
22kn至
‑
18kn,优选
‑
20kn;
[0100]
若所述带钢厚度大于或等于2.0mm,且小于2.4mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部13米的时刻,所述卸卷小车压力补偿值为
‑
22kn至
‑
18kn,优选
‑
20kn;
[0101]
若所述带钢厚度大于或等于2.4mm,且小于2.6mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部11米的时刻,所述卸卷小车压力补偿值为
‑
11kn至
‑
9kn,优选
‑
10kn;
[0102]
若所述带钢厚度大于或等于2.6mm,且小于3.05mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部8米的时刻,所述卸卷小车压力补偿值为
‑
11kn至
‑
9kn,优选
‑
10kn;
[0103]
若所述带钢厚度大于或等3.05mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部6米的时刻,所述卸卷小车压力补偿值为
‑
11kn至
‑
9kn,优选
‑
10kn。
[0104]
具体的,卸卷小车上升时序也是用夹送辊距带钢尾部边缘的距离进行衡量,例如,对于1.85mm厚的65mn,当带尾距夹送辊15m时,卸卷小车上升接卷。
[0105]
对于薄规格的65mn,其常见厚度规格为1.85mm,2.0mm,2.4mm,2.6mm和3.05mm,因此常用的卸卷小车参数设定如表3所示:
[0106]
表3:65mn的典型厚度与对应的卸卷小车压力补偿和上升时序
[0107][0108]
之所以控制卷取完成时卸卷小车的压力补偿及上升时序。是由于钢卷卷取结束后,带钢的尾部从夹送辊辊缝抽出后,钢卷尾部处于自由态,为确保钢卷不松卷需要卸卷小车压住钢卷尾部几圈。中碳钢65mn的特性是强度高、脆性大,卸卷小车的接卷压力偏小或压的较晚起不到压紧的作用,接卷压力偏大或者压的较早,易造成带钢断带。因此,需要根据带钢厚度确定对应的卸卷小车压力补偿和上升时机的控制参数。由于65mn强度高,塑性差,直接使用卸卷小车压力模型根据钢卷卷取重量计算得出的接卷压力去控制卸卷小车接卷,也容易因为在触卷那一时刻的压力偏大,使钢卷尾部受力过大导致钢卷重新打开引起松卷,甚至出现断带。因此本步骤是对卸卷小车压力模型输出的卸卷小车接卷压力进行负补偿。
[0109]
总的来说,上述方案从控制卷筒张力、卷取过程中的各段的卷筒张力、卷取完成时助卷辊及卸卷压力和时序等四个方面设计卷取控制工艺参数,以达到以下目的:第一、带钢卷取过程中,增大夹送辊与卷筒之间的张紧力,绷紧带钢,实现带钢的卷紧,避免因张紧力偏小造成带钢松卷;第二、加大卷取过程中随着卷径增大时各段卷紧力,实现整个钢卷的整体性;第三、降低二次加工时,因松卷造成的层间挫动产生的带钢表面缺陷。
[0110]
在接下来的实施例中,结合具体实施数据,对上述方案进行说明:
[0111]
某钢厂短流程生产的中碳钢65mn薄规格带钢,其铸坯的主要化学成分的质量百分比如下:
[0112]
c:0.62~0.70%,si:0.17~0.37%,mn:0.90~1.20%,s:≤0.035%,p:≤0.035%,cr:≤0.25%,ni:≤0.25%,cu:≤0.25%。
[0113]
短流程的主要生产工艺路线:脱硫
→
转炉
→
吹氩
→
lf
→
连铸
→
均热炉
→
精轧
→
层冷冷却
→
卷取
→
打包;
[0114]
生产的中碳钢65mn主要力学性能为:抗拉强度rb(mpa):≥980,屈服强度rs(mpa):≥785,延伸率δ10(%):14~21.5,断面收缩率ψ(%):≥10。
[0115]
成品生产规格尺寸(厚度
×
宽度
×
长度)为:1.85、2.0、2.05、2.4、2.6、3.05mm
×
1400mm
×
c。
[0116]
根据本实施例的方案进行内部试用,生产上述65mn,得到实施例一~五:
[0117]
实施例一:生产厚度1.85mm的65mn。
[0118]
1、卷筒张力目标设定值为116.55kn,实际张力落点在113.55
‑
119.55kn范围内:
[0119]
2、卷取过程中带钢头部缠绕卷筒0~5m时,卷筒初始张力按108%目标设定值设定,当带钢头部缠绕卷筒大于5米时,卷筒张力按设定值116.55kn直至钢卷外径1450mm,当钢卷外径大于1450mm时采用减卷筒张力控制直至卷取结束。
[0120]
3、助卷辊压力按补偿
‑
5kn、当带钢尾部离夹送辊还有15m时助卷辊压靠。
[0121]
4、卸卷小车压力按
‑
20kn补偿、当带钢尾部离夹送辊还有15m时卸卷小车上升触卷。
[0122]
实施效果:全年卷取松卷率控制在5.2%以内。
[0123]
实例二:生产厚度2.0mm的65mn。
[0124]
1、卷筒张力目标设定值为129.15kn,实际张力落点在126.15
‑
132.15kn范围内:
[0125]
2、卷取过程中带钢头部缠绕卷筒0~5m时,卷筒初始张力按108%目标设定值设定,当带钢头部缠绕卷筒大于5米时,卷筒张力按设定值129.15kn直至钢卷外径1450mm,当钢卷外径大于1450mm时采用减卷筒张力控制直至卷取结束。
[0126]
3、助卷辊压力按
‑
5kn补偿、当带钢尾部离夹送辊还有13m时助卷辊压靠。
[0127]
4、卸卷小车压力按
‑
20kn补偿、当带钢尾部离夹送辊还有13m时卸卷小车上升触卷。
[0128]
实施效果:全年卷取松卷率在5.2%以内。
[0129]
实例三:生产厚度2.4mm的65mn。
[0130]
1、卷筒张力目标设定值为134.4kn,实际张力落点在131.4
‑
137.4kn范围内:
[0131]
2、卷取过程中带钢头部缠绕卷筒0~5m时,卷筒初始张力按目标设定值的108%设定,当带钢头部缠绕卷筒大于5米时,卷筒张力按设定值134.4kn直至钢卷外径1450mm,当钢
卷外径大于1450mm时采用减卷筒张力控制直至卷取结束。
[0132]
3、助卷辊压力按
‑
3kn补偿、当带钢尾部离夹送辊还有11m时助卷辊压靠。
[0133]
4、卸卷小车压力按
‑
10kn补偿、当带钢尾部离夹送辊还有11m时卸卷小车上升触卷。
[0134]
实施效果:全年卷取松卷率在5.2%以内。
[0135]
实例四:生产厚度2.6mm的65mn。
[0136]
1、卷筒张力目标设定值为145.6kn,实际张力落点在142.6
‑
148.6kn范围内:
[0137]
2、卷取过程中带钢头部缠绕卷筒0~5m时,卷筒初始张力按108%目标设定值设定,当带钢头部缠绕卷筒大于5米时,卷筒张力按设定值145.6kn直至钢卷外径1450mm,当钢卷外径大于1450mm时采用减卷筒张力控制直至卷取结束。
[0138]
3、助卷辊压力按
‑
3kn补偿、当带钢尾部离夹送辊还有8m时助卷辊压靠。
[0139]
4、卸卷小车压力按
‑
10kn补偿、当带钢尾部离夹送辊还有8m时卸卷小车上升触卷。
[0140]
实施效果:全年卷取松卷率在5.2%以内。
[0141]
实例五:生产厚度3.05mm的65mn。
[0142]
1、卷筒张力目标设定值为149.45kn,实际张力落点在146.45
‑
152.45kn范围内:
[0143]
2、卷取过程中带钢头部缠绕卷筒0~5m时,卷筒初始张力按108%目标设定值设定,当带钢头部缠绕卷筒大于5米时,卷筒张力按设定值149.45kn直至钢卷外径1450mm,当钢卷外径大于1450mm时采用减卷筒张力控制直至卷取结束。
[0144]
3、助卷辊压力按
‑
3kn补偿、当带钢尾部离夹送辊还有6m时助卷辊压靠。
[0145]
4、卸卷小车压力按
‑
10kn补偿、当带钢尾部离夹送辊还有6m时卸卷小车上升触卷。
[0146]
实施效果:全年卷取松卷率在5.2%以内。
[0147]
对比例:统计本发明方案试用前的65mn全年松卷率,为30.8%,废次品率7.5%。
[0148]
实施例和对比例的对比分析:
[0149]
总的来说,上述实施例提供的65mn的卷取控制方法,解决了短流程生产中碳钢65mn卷取后的松卷技术难题,实现了中碳钢65mn在短流程生产线高质量、高稳定性、规模化生产,具有如下的优点:
[0150]
①
在实施过程中不需要改造设备,现有设备及控制便可使用;
[0151]
②
适用于中碳钢65mn所有1.85~3.05mm厚度带钢的卷取松卷缺陷的控制,采用此方法消除了钢卷松卷缺陷的发生;
[0152]
③
简便易行,易于操作,实用性强。
[0153]
④
使中碳钢65mn钢卷松卷率从30.8%降低到5.2%,提升了产品质量,减少了废次品的发生量。
[0154]
基于前述实施例相同的发明构思,在又一个可选的实施例,如图3所示,提供了一种中碳钢65mn的卷取控制系统,包括:
[0155]
获取模块10,用于在热轧卷取过程中,获取所述中碳钢65mn的带钢厚度和钢卷卷径;
[0156]
第一控制模块20,用于根据所述带钢厚度,确定所述中碳钢65mn的目标卷筒张力;以及根据所述钢卷卷径和所述目标卷筒张力,对所述中碳钢65mn进行卷取;
[0157]
第二控制模块30,用于根据所述带钢厚度,确定助卷辊压靠时序和助卷辊压力补
偿值;以及根据所述助卷辊压靠时序,控制助卷辊压靠带尾;根据助卷辊压力补偿值,对助卷辊压力模型输出的助卷辊计算压力进行补偿;
[0158]
第三控制模块40,用于根据所述带钢厚度,确定卸卷小车上升时序和卸卷小车压力补偿值;以及根据所述卸卷小车上升时序,控制卸卷小车上升触卷;根据所述卸卷小车压力补偿值,对卸卷小车压力模型输出的卸卷小车接卷压力进行补偿。
[0159]
可选的,所述第一控制模块20用于:
[0160]
在所述中碳钢65m在卷筒上的缠绕长度达到五米之前,根据设定卷筒张力,对所述中碳钢65mn进行卷取;所述设定卷筒张力的取值范围为1.05倍目标卷筒张力至1.1倍目标卷筒张力;
[0161]
在所述中碳钢65m在卷筒上的缠绕长度达到五米之后,且所述钢卷卷径达到预设卷径之前,根据所述目标卷筒张力,对所述中碳钢65mn进行恒张力卷取;所述预设卷径的取值范围为1400mm~1500mm;
[0162]
在所述中碳钢65mn的钢卷卷径达到所述预设卷径之后,对所述中碳钢65mn进行减张力卷取。
[0163]
进一步的,所述第一控制模块20用于:
[0164]
根据所述目标卷筒张力和所述预设卷径确定卷取力矩;
[0165]
根据所述卷取力矩,对所述中碳钢65mn进行恒力矩卷取。
[0166]
可选的,所述第一控制模块20用于:
[0167]
若所述带钢厚度大于或等于1.85mm,且小于2.0mm,确定所述中碳钢65mn的目标卷筒张力为113.55kn至119.55kn;
[0168]
若所述带钢厚度大于或等于2.0mm,且小于2.4mm,确定所述中碳钢65mn的目标卷筒张力为126.15kn至132.15kn;
[0169]
若所述带钢厚度大于或等于2.4mm,且小于2.6mm,确定所述中碳钢65mn的目标卷筒张力为131.4kn至137.4kn;
[0170]
若所述带钢厚度大于或等于2.6mm,且小于3.05mm,确定所述中碳钢65mn的目标卷筒张力为142.6kn至148.6kn;
[0171]
若所述带钢厚度大于或等于3.05mm,确定所述中碳钢65mn的目标卷筒张力为146.45kn至152.45kn;
[0172]
所述第二控制模块30用于:
[0173]
若所述带钢厚度大于或等于1.85mm,且小于2.0mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部15米的时刻,所述助卷辊压力补偿值为
‑
5.5kn至
‑
4.5kn;
[0174]
若所述带钢厚度大于或等于2.0mm,且小于2.4mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部13米的时刻,所述助卷辊压力补偿值为
‑
5.5kn至
‑
4.5kn;
[0175]
若所述带钢厚度大于或等于2.4mm,且小于2.6mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部11米的时刻,所述助卷辊压力补偿值为
‑
3.5kn至
‑
2.5kn;
[0176]
若所述带钢厚度大于或等于2.6mm,且小于3.05mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部8米的时刻,所述助卷辊压力补偿值为
‑
3.5kn至
‑
2.5kn;
[0177]
若所述带钢厚度大于或等于3.05mm,确定所述助卷辊压靠时序为夹送辊距带钢尾部6米的时刻,所述助卷辊压力补偿值为
‑
3.5kn至
‑
2.5kn;
[0178]
所述第三控制模块40用于:
[0179]
若所述带钢厚度大于或等于1.85mm,且小于2.0mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部15米的时刻,所述卸卷小车压力补偿值为
‑
22kn至
‑
18kn;
[0180]
若所述带钢厚度大于或等于2.0mm,且小于2.4mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部13米的时刻,所述卸卷小车压力补偿值为
‑
22kn至
‑
18kn;
[0181]
若所述带钢厚度大于或等于2.4mm,且小于2.6mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部11米的时刻,所述卸卷小车压力补偿值为
‑
11kn至
‑
9kn;
[0182]
若所述带钢厚度大于或等于2.6mm,且小于3.05mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部8米的时刻,所述卸卷小车压力补偿值为
‑
11kn至
‑
9kn;
[0183]
若所述带钢厚度大于或等3.05mm,确定所述卸卷小车上升时序为夹送辊距带钢尾部6米的时刻,所述卸卷小车压力补偿值为
‑
11kn至
‑
9kn。
[0184]
基于前述实施例相同的发明构思,在又一个可选的实施例,提供了一种中碳钢65mn,所述中碳钢65mn的热轧钢卷根据前述技术方案中任一项所述的卷取控制方法进行卷取获得。
[0185]
通过本发明的一个或者多个实施例,本发明具有以下有益效果或者优点:
[0186]
本发明提供了一种中碳钢65mn的卷取控制方法和控制系统,基于65mn具有强度高,塑性及延展性差的特点,根据带钢厚度确定卷取过程中的卷筒张力,解决因为卷筒张力设定不恰当导致错层和断带问题;在卷取到带尾时,助卷辊的压尾时机和压尾压力对防止65mn松卷非常重要,而带钢厚度反映了65mn的强度和塑性的变化,需要根据不同的厚度确定对应的控制参数;因此结合带钢厚度确定合理的助卷辊的压靠时序和助卷辊的压力补偿,既可以避免助卷辊压力偏小或压尾过晚导致起不到压紧作用,又可以避免助卷辊压力偏大或压尾过早造成65mn断带;同理,卸卷小车的接卷时机和接卷压力对防止65mn松卷也十分重要,通过根据带钢厚度确定卸卷小车上升时序和卸卷小车压力补偿值,既可以避免卸卷小车接卷压力偏小或接卷较晚起不到压紧作用,也可以避免卸卷小车接卷压力偏大或接卷较早造成65mn断带。总的来说,通过上述手段的结合,降低了中碳钢65mn热轧卷取后的松卷几率,从而降低钢卷废品、次品率,降低了65mn的生产成本。
[0187]
尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
[0188]
显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1