滑板及滑板的制备方法与流程
1.本申请涉及压力机的滑板技术领域,尤其是涉及一种滑板及滑板的制备方法。
背景技术:
2.目前,机械压力机常用导轨结构如图1所示,压力机工作过程中,滑块体往复运动完成冲压过程,滑板2’与滑块长导轨1’发生相对运动。为保证滑块行程的垂直运动精度,导轨和滑板需要抗偏载能力和优良的耐磨性能。
3.目前市面上的滑板大部分是采用铜合金制造,铜合金滑板具有耐磨性高、稳定性好、精度较高的特点,但是杨氏模量较小而且铜合金价格较贵,在一定程度上导致铜合金滑板的疲劳强度低、寿命短、冲压过程中精度较低,而且降低成本。
技术实现要素:
4.本申请的目的在于提供一种滑板及滑板的制备方法,在一定程度上解决了现有技术中存在的滑板大部分是采用铜合金制造,但是铜合金的杨氏模量较小而且价格较贵,在一定程度上导致铜合金滑板的疲劳强度低、寿命短、冲压过程中精度较低,而且降低成本的技术问题。
5.本申请提供了一种滑板,包括:钢基体以及铜合金复合层,所述铜合金复合层形成于所述钢基体的表面。
6.在上述技术方案中,进一步地,所述铜合金复合层由黄铜形成,且包括如下质量百分比的组分:sn:4%~11%、zn:1%~6%、pb:1%~6%、cu:94%~77%;或者
7.所述铜合金复合层由锡青铜形成,且包括如下质量百分比的组分:sn:4%~11%、zn:1%~6%、pb:1%~6%、cu:94%~77%;或者
8.所述铜合金复合层由铝青铜形成,且包括如下质量百分比的组分:al:7%~11%、fe:1%~4%、mn:1%~3%、ni:1%~3%、cu:90%~79%。
9.在上述任一技术方案中,进一步地,所述铜合金复合层通过钎涂、堆焊或者喷涂形成于所述钢基体的表面。
10.在上述任一技术方案中,进一步地,所述钢基体包括如下质量百分比的组分:c:0.42%~0.45%、si:0.17%~0.37%、mn:0.50~0.80、cr:≤0.25%、ni:≤0.30%、cu≤0.25%、fe:余量。
11.在上述任一技术方案中,进一步地,设置有所述铜合金复合层的所述钢基体形成有承载槽。
12.在上述任一技术方案中,进一步地,所述承载槽包括第一延伸槽以及多个第二延伸槽,所述第一延伸槽沿着所述钢基体的长度方向延伸,所述第二延伸槽沿着与所述第一延伸槽形成锐角的方向延伸,且所述第二延伸槽与所述第一延伸槽相交并相连通;多个所述第二延伸槽沿着所述钢基体的长度方向间隔设置。
13.在上述任一技术方案中,进一步地,所述铜合金复合层的厚度为1mm~2mm,所述承
载槽的深度为3mm~5mm。
14.在上述任一技术方案中,进一步地,设置有所述铜合金复合层的所述钢基体形成有安装孔,且所述安装孔内设置有润滑构件。
15.在上述任一技术方案中,进一步地,所述安装孔的孔深为5mm~8mm;和/或
16.所述润滑构件为石墨;和/或
17.所述钢基体经由粗化处理,且经过粗化处理后的所述钢基体的表面粗糙度为ra6.1~ra6.5。
18.本申请还提供了一种滑板的制备方法,用于制备上述任一技术方案所述的滑板,因而,具有该方法的全部有益技术效果,在此,不再赘述。
19.在上述技术方案中,进一步地,所述滑板的制备方法包括如下步骤:
20.在待焊的所述钢基体的表面使用锡青铜的铜合金焊丝cmt堆焊以形成中间层,对所述中间层进行打磨减薄,而后在减薄后的所述中间层的表面使用锡青铜焊丝cmt堆焊以形成所述铜合金复合层,对cmt堆焊后获得的复合零件进行打磨处理;或者
21.将待焊的所述钢基体的表面使用非锡青铜的铜合金焊丝cmt堆焊以形成所述铜合金复合层,对cmt堆焊后获得的复合零件进行打磨处理。
22.与现有技术相比,本申请的有益效果为:
23.本申请提供的滑板可同时具备钢铁和铜合金的特点,即具有较高的硬度、较高的疲劳强度、较大的抗压强度以及膨胀变形小等优点,滑板设置承载槽和石墨的安装孔,除了提高润滑效果外,还可缓解钎涂、堆焊、喷涂产生的残余应力,进一步提高滑板的疲劳强度。因而在压力机工作过程中产生的热量导致滑板膨胀的现象改善,使压力机在长时间、高速工作的情况下,保持冲压精度,而且使用寿命更长,成本更低。
24.本申请提供的滑板的制备方法,采用堆焊工艺制备上述所述的滑板,主要是由于cmt堆焊工艺的热输入小,焊接热影响小,残余应力小,焊后焊缝强度高,缺陷少,组织性能优异,相对采用热压烧结工艺形成复合层而言,孔隙率小,更加致密,保证成形零件的性能。
附图说明
25.为了更清楚地说明本申请具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本申请的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.图1为现有技术中机械压力机常用导轨结构得示意图;
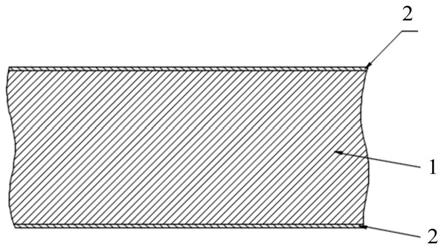
27.图2为本申请实施例提供的滑板的截面示意图;
28.图3为本申请实施例提供的滑板工作面的结构示意图。
29.附图标记:
[0030]1’‑
滑块长导轨,2
’‑
滑板;
[0031]1‑
钢基体,2
‑
铜合金复合层,3
‑
安装孔,4
‑
承载槽,41
‑
第一延伸槽,42
‑
第二延伸槽。
具体实施方式
[0032]
下面将结合附图对本申请的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。
[0033]
通常在此处附图中描述和显示出的本申请实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。
[0034]
基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
[0035]
在本申请的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0036]
在本申请的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
[0037]
下面参照图2和图3描述根据本申请一些实施例所述的滑板及滑板的制备方法。
[0038]
实施例一
[0039]
参见图2所示,本申请的实施例提供了一种滑板,包括:钢基体1以及铜合金复合层2,所述铜合金复合层2形成于所述钢基体1的表面。
[0040]
结合上述的结构特点以及下述的分析,理解本滑板的优点,具体分析如下:钢铁价格低廉,相较铜合金,钢铁具有杨氏模量大,比热容大,热膨胀系数小等特点,因此钢铁的疲劳强度相较铜的高,材料吸收相同的热量的情况下,钢铁的膨胀体积更小,而铜合金具有耐磨性好、耐蚀好的优点。
[0041]
因而,在钢铁母材上焊接铜合金,制备获得的复合滑板,可同时具备钢铁和铜合金的上述特点,即具有较高的硬度、较高的疲劳强度、较大的抗压强度以及膨胀变形小等优点,因而在压力机工作过程中产生的热量导致滑板膨胀的现象改善,使压力机在长时间、高速工作的情况下,保持冲压精度,而且使用寿命更长,成本更低。
[0042]
在该实施例中,优选地,铜合金复合层2由黄铜形成,且包括如下质量百分比的组分:sn:4%~11%、zn:1%~6%、pb:1%~6%、cu:94%~77%;或者
[0043]
铜合金复合层2由锡青铜形成,且包括如下质量百分比的组分:sn:4%~11%、zn:1%~6%、pb:1%~6%、cu:94%~77%;或者
[0044]
铜合金复合层2由铝青铜形成,且包括如下质量百分比的组分:al:7%~11%、fe:1%~4%、mn:1%~3%、ni:1%~3%、cu:90%~79%。
[0045]
采用上述三种铜合金复合层2中的任何一种均可,均能够保证最后生产出的滑板的表面具有足够的硬度,更加耐磨,表面更加致密,缺陷少。
[0046]
在该实施例中,优选地,铜合金复合层2通过钎涂、堆焊或者喷涂形成于钢基体1的
表面,上述三种成型工艺可任意选择,可选择性更强,适用范围广。
[0047]
此外,利用上述方法制备铜合金复合层2之前,需要对钢基体1进行预热处理,预热温度100~200℃。
[0048]
当利用上述的方法制备铜合金复合层2之前,对钢基体1表面打磨减薄,而后通过喷砂的方法,使表面粗糙度达到ra6.1~ra6.5之间,即以此增大表面积,提高结合强度。
[0049]
在该实施例中,优选地,钢基体1包括如下质量百分比的组分:c:0.42%~0.45%、si:0.17%~0.37%、mn:0.50~0.80、cr:≤0.25%、ni:≤0.30%、cu≤0.25%、fe:余量。
[0050]
根据以上描述可知,本申请中所涉及到的钢基体1为调质态45号钢,45号钢广泛用于机械制造,这种钢的综合机械性能很好,具有足够的强度,而且价格合适,便于采购,有助于降低成本。
[0051]
在该实施例中,优选地,如图3所示,设置有铜合金复合层2的钢基体1形成有承载槽4,起到引导、流通润滑油的作用,进而起到对本滑板润滑的作用,有助于延长本滑板的使用寿命,此外,承载槽4还能够缓解钎涂、堆焊、喷涂产生的残余应力,进一步提高滑板的疲劳强度。
[0052]
在该实施例中,优选地,如图3示,承载槽4包括第一延伸槽41以及多个第二延伸槽42,第一延伸槽41沿着钢基体1的长度方向延伸,第二延伸槽42沿着与第一延伸槽41形成锐角的方向延伸,且第二延伸槽42与第一延伸槽41相交并相连通;多个第二延伸槽42沿着钢基体1的长度方向间隔设置。
[0053]
可见,上述的第一延伸槽41和多个第二延伸槽42形成了一张网络,均匀分布于设置有铜合金复合层2的钢基体1的工作面,起到较好的润滑效果。
[0054]
进一步,优选地,铜合金复合层2的厚度为1mm~2mm,保证耐磨性;承载槽4的深度为3mm~5mm,保证有足够的润滑油量。
[0055]
在该实施例中,优选地,如图3所示,设置有铜合金复合层2的钢基体1形成有安装孔3,且安装孔3内设置有润滑构件,提高润滑效果,此外,安装孔3还能够缓解钎涂、堆焊、喷涂产生的残余应力,进一步提高滑板的疲劳强度。
[0056]
进一步,优选地,润滑构件为石墨,润滑效果好,而且成本低廉。
[0057]
进一步,优选地,安装孔3的孔深为5mm~8mm,保证放置足够量的石墨。
[0058]
综上,本滑板具有如下的优点:
[0059]
本滑板可同时具备钢铁和铜合金的特点,即具有较高的硬度、较高的疲劳强度、较大的抗压强度以及膨胀变形小等优点,滑板设置承载槽4和安装有石墨的安装孔3,除了提高润滑效果外,还可缓解钎涂、堆焊、喷涂产生的残余应力,进一步提高滑板的疲劳强度。因而在压力机工作过程中产生的热量导致滑板膨胀的现象改善,使压力机在长时间、高速工作的情况下,保持冲压精度,而且使用寿命更长,成本更低。
[0060]
实施例二
[0061]
本申请的实施例还提供一种滑板的制备方法,包括上述任一实施例的滑板,因而,具有该装置的全部有益技术效果,在此,不再赘述。
[0062]
在该实施例中,优选地,滑板的制备方法包括如下步骤:
[0063]
将待焊的钢基体的表面使用非锡青铜的铜合金焊丝cmt堆焊以形成铜合金复合层,对cmt堆焊后获得的复合零件进行打磨处理。
[0064]
根据以上描述可知,具体是采用堆焊工艺成形,主要是由于cmt堆焊工艺的热输入小,焊接热影响小,残余应力小,焊后焊缝强度高,缺陷少,组织性能优异,而不采用热压烧结工艺形成复合层的原因在于,烧结一般存在孔隙率,不致密,进而影响成形零件的性能,而且还存在一些其他的问题,关于详细对比分析详见后文的阐述。
[0065]
此外,对堆焊完成后的铜合金复合层进行打磨,能够保证其表面平整度和粗糙度,以满足滑板的使用精度要求。
[0066]
其中,优选地,上述堆焊形成铜合金复合层的步骤之前还包括如下步骤:按照预设尺寸加工出钢基体,并且对钢基体的表面进加工,去除的表层深度为2mm~3mm,而且注意,对表面加工后也即打磨减薄后的钢基体的表面进行粗化处理,具体是通过喷砂的方法,使表面粗糙度达到ra6.1~ra6.5之间,相当于增大表面积,提高与铜合金复合层结合强度。在此基础上,堆焊的铜合金复合层的厚度为2mm~3mm;打磨完成后的复合零件的表面的铜合金复合层的厚度为1mm~2mm,形成上述厚度的铜合金复合层,进而具有足够的耐磨性和稳定性。
[0067]
注意:当铜合金焊丝为非锡青铜焊丝时,本滑板的制备方法包括如下步骤:在待焊的钢基体的表面使用非锡青铜的铜合金焊丝cmt堆焊以形成中间层,对中间层进行打磨减薄,而后在减薄后的中间层的表面使用锡青铜焊丝cmt堆焊以形成铜合金复合层,对cmt堆焊后获得的复合零件进行打磨处理。
[0068]
采用上述工艺的原因在于,铜合金进行堆焊时易形成渗透裂纹,增加了中间层后,焊接界面处无渗透裂纹,剪切强度高。
[0069]
其中,优选地,上述堆焊形成铜合金复合层的步骤之前还包括如下步骤:按照预设尺寸加工出钢基体,并且对钢基体的表面进加工,去除的表层深度为2mm~3mm,而且注意,对表面加工后也即打磨减薄后的钢基体的表面进行粗化处理,具体是通过喷砂的方法,使表面粗糙度达到ra6.1~ra6.5之间,相当于增大表面积,提高与铜合金复合层结合强度。在此基础上,打磨减薄前的中间层的厚度为2mm~3mm,打磨减薄后的中间层的厚度为1mm;打磨减薄前的铜合金复合层的厚度为2mm~3mm,打磨减薄后的铜合金复合层的厚度为1mm~2mm。
[0070]
结合以上阐述可知,在上述的钢基体的表面堆焊形成2mm~3mm的中间层,而后对表面进行打磨,保留1mm厚的中间层,再在中间层的表面堆焊形成铜合金复合层,而后减薄至1mm~2mm,形成上述厚度的铜合金复合层,进而具有足够的耐磨性和稳定性。
[0071]
在该实施例中,优选地,在待焊的钢基体上堆焊铜合金的工艺参数如下:
[0072]
铜合金焊丝的直径为1mm~2mm;保护气体为ar和co2的混合气体,且保护气体中ar的质量百分比为70%~80%,保护气体的流量为15l/min~30l/min;
[0073]
铜合金焊丝在焊接过程中的伸出长度为15mm~22mm,焊接的速度为300mm/min~450mm/min,铜合金焊丝的传送速度为6m/min~8m/min,焊接的电流为110a~180a,电弧电压为10v~18v。
[0074]
采用上述堆焊工艺参数,能够保证焊接速度,即保证生产效率,此外,在保证生效率的同时,还能保证产品质量,使得生产出的铜合金复合层更加均匀、致密,性能更稳定。
[0075]
进一步,优选地,铜合金焊丝为黄铜焊丝、铝青铜焊丝以及锡青铜焊丝中的一种;
[0076]
其中,黄铜焊丝包括如下质量百分比的组分:zn:30%~45%、cu:70%~55%;
[0077]
铝青铜焊丝包括如下质量百分比的组分:sn:4%~11%、zn:1%~6%、pb:1%~6%、cu:94%~77%;
[0078]
锡青铜焊丝包括如下质量百分比的组分:al:7%~11%、fe:1%~4%、mn:1%~3%、ni:1%~3%、cu:90%~79%。
[0079]
采用上述三种焊丝中的任何一种,均能够满足堆焊铜合金复合层的要求,保证最后生产出的滑板的表面具有足够的硬度,更加耐磨,表面更加致密,缺陷少。
[0080]
在该实施例中,优选地,本滑板的制备方法还包括如下步骤:对经过表面加工后的钢基体进行除油、除锈、清洗、干燥以及预热的处理。
[0081]
根据以上描述可知,只有经过除油、除锈、清洗以及干燥处理后的钢基体,才能保证与铜合金复合层具有较好的结合性,使得铜合金复合层更加牢固,而其中的预热则是为了降低热应力,进一步,优选地,预热温度为100℃~200℃。
[0082]
进一步,优选地,除油处理的步骤如下:将钢基体浸置在温度为70℃~80℃的除油溶液中,浸置的时间为10min~15min,除去待堆焊的钢基体的表面的油污;此处所说的除油溶液可选用碱性溶液,例如naoh或者是含有磷酸三钠40g/l
‑
60g/l、碳酸钠20g/l
‑
24g/l、氢氧化钠15g/l
‑
18g/l以及硼酸钠15g/l
‑
20g/l所形成的混合溶液,除油效果较佳,当然,不仅于以上两种。
[0083]
除锈处理的步骤如下:将除油后的钢基体浸置在20℃~30℃的酸洗液中进行酸洗,浸置的时间为50s~80s;
[0084]
清洗以及干燥处理的步骤如下:将经过除油以及除锈处理后的钢基体使用酒精进行清洗,将清洗后的钢基体晾干和\或吹干待焊。
[0085]
根据以上描述可知,采用上述操作能够有效清除钢基体表面的油污以及铁锈,并且最后经过清洗晾干和\或吹干,为下一步预热做好前续准备。
[0086]
在该实施例中,优选地,钢基体为调质态45号钢,45号钢广泛用于机械制造,这种钢的综合机械性能很好,具有足够的强度,而且价格合适,便于采购,有助于降低成本。
[0087]
综上,基于上述的详细步骤,采用45号钢作为钢基体,按照预设尺寸切割,而后进行除油、除锈、清洗、干燥以及预热的操作,最后采用6种不同成分的焊丝对45号钢的表面进行堆焊,焊接完成后进行打磨处理,最后获得产品,并对获得的产品分别进行了硬度以及剪切试验,此外,辅助一组45号钢基体和铜合金层固
‑
液复合铸造成形的试验,以及另一组在45号钢基体上热压烧结铜合金层的试验,从而得到了下述表格一内的数据如下(1号
‑
6号采用的是本工艺,7号采用钎涂工艺,8号采用喷涂工艺,9号采用的是固
‑
液复合铸造工艺,10号采用的是热压烧结工艺):
[0088][0089]
表一 不同工艺下的铜合金复合层的机械性能参数
[0090]
从上述表格中可以看出,采用本工艺生产出的滑板,较固
‑
液复合铸造工艺所生产的滑板而言,两者硬度相当,但本工艺的比固
‑
液复合铸造工艺简单。
[0091]
采用本工艺生产出的滑板,较热压烧结工艺生产出的滑板而言,硬度高,更加耐磨,使用寿命长,剪切强度高,即提高了复合滑板的疲劳强度以及抗偏载能力,摩擦系数小,满足滑板和导轨的相对滑动性能,此外,本工艺中还包括在滑板上开设承载槽和安装孔,还可缓解堆焊的残余应力,进一步提高滑板的疲劳强度。
[0092]
注意,关于滑板的制备方法不仅限于上述的堆焊工艺,还可采用钎涂和喷涂等工艺,所生产出的滑板也具有本工艺所制备出的滑板的优点,在此,不再详述。
[0093]
最后应说明的是:以上各实施例仅用以说明本申请的技术方案,而非对其限制;尽管参照前述各实施例对本申请进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本申请各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1