管件加工设备的制作方法
1.本发明涉及管件加工领域,具体地涉及一种管件加工设备。
背景技术:
2.目前,市场上的精拔无缝钢管,应用在液压流体连接工艺有以下四种形式:金属密封卡套螺母、弹性密封卡套螺母、弹性密封管道成型、37
°
扩口,以上工艺都只能与精拔无缝钢管配合使用,精拔无缝钢管的价格成倍高于无缝钢管的价格。
3.目前的工艺是无缝管毛坯经过多次冷拔,最后使用高精模具精拔,做出精拔无缝钢管。随着工业的发展,材料成本对产品价格的影响越来越大,目前这种工艺,不能满足行业内的成本要求。
技术实现要素:
4.本发明的目的是提供一种管件加工设备,以解决精拔无缝钢管的加工成本偏高的问题。
5.为了实现上述目的,本发明提供一种管件加工设备,其中,所述管件加工设备包括位于第一工位的端部整形模具和位于第二工位的端部精拔模具,所述管件加工设备能够首先通过所述端部整形模具对管件进行初步端部整形,然后通过所述端部精拔模具对所述管件的端部进行精拔,以制成端部精尺管件。
6.可选择的,所述管件加工设备包括能够驱动所述端部整形模具和所述端部精拔模具同步地开合的模具油缸。
7.可选择的,所述管件能够沿第一方向分别插入所述端部整形模具和所述端部精拔模具,并且所述端部整形模具和所述端部精拔模具沿垂直于所述第一方向的第二方向排列。
8.可选择的,所述管件加工设备包括设置在所述第一工位和所述第二工位处的夹具、用于驱动所述夹具的夹具油缸以及用于驱动管件从所述第一工位移动到所述第二工位的送料油缸。
9.可选择的,所述端部整形模具包括扩模芯棒,所述管件加工设备包括驱动所述扩模芯棒沿所述第一方向移动的整形油缸。
10.可选择的,所述管件加工设备包括位于所述第二工位且用于驱动所述管件朝向和远离所述端部精拔模具的精拔油缸。
11.可选择的,所述管件加工设备包括分别支撑所述端部整形模具和所述端部精拔模具的支撑架,所述模具油缸能够驱动所述支撑架变形以分别带动所述端部整形模具和所述端部精拔模具开合。
12.可选择的,所述管件加工设备包括液压驱动机构,所述液压驱动机构设置有油箱、油泵、所述模具油缸、所述夹具油缸、所述送料油缸、所述精拔油缸、所述整形油缸。
13.可选择的,所述送料油缸、所述精拔油缸和所述整形油缸通过三个第一换向阀分
别连接于进油管和回油管。
14.可选择的,所述模具油缸和所述夹具油缸通过第二换向阀并联连接于进油管和回油管,其中,所述模具油缸的有杆腔管路上设置有顺序阀,所述夹具油缸的无杆腔管路上设置有顺序阀;或者所述模具油缸的无杆腔管路上设置有顺序阀,所述夹具油缸的有杆腔管路上设置有顺序阀。
15.通过上述技术方案,通过端部整形模具和端部精拔模具仅对管件的端部进行加工,以制成端部尺寸精确的管件,满足与其他管件或接头的连接要求,不需要对端部之外的部分做精尺加工,减少了加工工序和加工成本,提高了加工效率。
附图说明
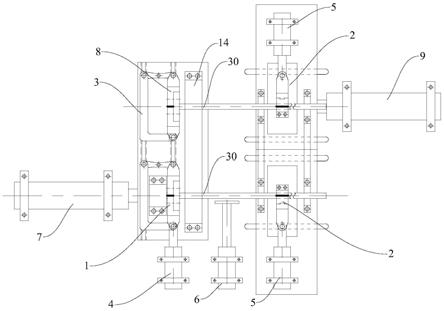
16.图1是本发明实施方式所述的管件加工设备的结构示意图;
17.图2是本发明实施方式所述的液压管路的原理图;
18.图3是本发明实施方式所述的端部整形模具的结构示意图;
19.图4是本发明实施方式所述的端部精拔模具的结构示意图。
20.附图标记说明
[0021]1‑
端部整形模具,2
‑
夹具,3
‑
支撑架,4
‑
模具油缸,5
‑
夹具油缸,6
‑
送料油缸,7
‑
整形油缸,8
‑
端部精拔模具,9
‑
精拔油缸,12
‑
精镦芯棒,13
‑
扩模芯棒,14
‑
电磁感应线圈加热装置,30
‑
管件,61
‑
油箱,62
‑
油泵,63
‑
电机,64
‑
溢流阀,65
‑
第一换向阀,66
‑
第二换向阀,67
‑
顺序阀,68
‑
液压锁。
具体实施方式
[0022]
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
[0023]
本方案中所提到的“精尺”即精确尺寸,是指将毛坯管件加工为尺寸精确、误差很小的管件,实现精确尺寸加工。
[0024]
本发明提供了一种管件加工设备,其中,所述管件加工设备包括位于第一工位的端部整形模具1和位于第二工位的端部精拔模具8、所述管件加工设备能够首先通过所述端部整形模具1对管件进行初步端部整形,然后通过所述端部精拔模具8对所述管件的端部进行精拔,以制成端部精尺管件。
[0025]
所述管件加工设备可以对管件进行端部加工,特别是针对金属管件,例如钢管,在使用管件加工设备对其进行加工之前,可以将管件进行多次拉拔(例如冷拔),并在端部下料。
[0026]
现在精拔无缝钢管在承载液压流体的应用,对原材料端头尺寸要求高,但对管路中间尺寸无尺寸要求,整根使用精拔无缝钢管,对材料浪费大,加工时间长;精拔无缝钢管的价格成倍高于无缝钢管的价格,产品成本高。
[0027]
管件加工设备包括端部整形模具1和端部精拔模具8,端部整形模具1可以对管件的端部进行初步整形,使得管件的端部部分初步形成为目标形状(例如整形为标准圆形)且与目标尺寸更为接近;然后,通过端部精拔模具8对初步整形的管件的端部做精尺加工(即精确尺寸加工,使得端部的尺寸更精确且符合目标尺寸),即采用精拔的方式将管件的端部
加工为目标尺寸。
[0028]
在本方案中,通过端部整形模具和端部精拔模具仅对管件的端部进行加工,以制成端部尺寸精确的管件,满足与其他管件或接头的连接要求,不需要对端部之外的部分做精尺加工,减少了加工工序和加工成本,提高了加工效率。
[0029]
另外,所述管件加工设备包括能够驱动所述端部整形模具1和所述端部精拔模具8开合的模具油缸4。其中,端部整形模具1和端部精拔模具8分别可以沿特定的方向开模、合模,在加工管件端部之前,模具需要进行合模,在加工管件端部之后,模具需要开模以抽出管件。在本方案的管件加工设备中,将端部整形模具1和端部精拔模具8的开合方向设置为保持一致,从而可以通过联动件将两个模具连接,并通过单个模具油缸4来驱动两个模具同步地开合,使得第一工位和第二工位的管件30可以同步地进行端部加工。
[0030]
其中,所述管件能够沿第一方向分别插入所述端部整形模具1和所述端部精拔模具8,并且所述端部整形模具1和所述端部精拔模具8沿垂直于所述第一方向的第二方向排列。参考图1所示,其中的左右方向为第一方向,上下方向为第二方向。管件30沿第一方向延伸,并且可以相对于端部整形模具1和端部精拔模具8沿第一方向移动,以插入或离开对应的模具,实现对管件端部的加工。
[0031]
另外,所述管件加工设备包括设置在所述第一工位和所述第二工位处的夹具2、用于驱动所述夹具2的夹具油缸5以及用于驱动管件从所述第一工位移动到所述第二工位的送料油缸6。第一工位和第二工位上可以分别设置夹具2,以夹持位于第一工位或第二工位上的管件30,夹具油缸5可以驱动夹具2的打开和闭合,以释放和夹持管件30。在一些实施方式中,第一工位的夹具2和第二工位的夹具2可以通过联动件连接,以同步地开合,并通过单个夹具油缸5来驱动;当然,第一工位的夹具2和第二工位的夹具2可以彼此独立,并分别通过不同的夹具油缸5驱动。送料油缸6可以驱动管件30从第一工位移动到第二工位,其移动方向与第二方向保持一致。
[0032]
另外,所述端部整形模具1包括扩模芯棒13,所述管件加工设备包括驱动所述端部整形模具1沿所述第一方向移动的整形油缸7。如图3所示,端部整形模具1包括两个半模以及夹持在半模之间的扩模芯棒13,扩模芯棒13可以插入管件30的端部,以将其内径扩大到目标尺寸,特别是可以使得管件30的内周面形成为圆形。其中,通过夹具2夹持固定的管件30可以固定于第一工位,由整形油缸7驱动扩模芯棒13(或者说整个端部整形模具1)朝向管件30移动,以将扩模芯棒13插入管件端部,实现初步整形。扩模芯棒13的外径可以大于待整形的管件的端部内径。
[0033]
另外,所述管件加工设备包括位于所述第二工位且用于驱动所述管件朝向和远离所述端部精拔模具8的精拔油缸9。如图4所示,端部精拔模具8包括两个可开合的半模,两个半模围成精拔腔,精拔油缸9可以驱动管件30插入精拔腔,以实现管件端部的精拔加工。
[0034]
另外,所述管件加工设备包括分别支撑所述端部整形模具1和所述端部精拔模具8的支撑架3,所述模具油缸4能够驱动所述支撑架3变形以分别带动所述端部整形模具1和所述端部精拔模具8开合。如图1所示,支撑架3包括l形连杆、杠杆,连杆的一端连接于杠杆,另一端连接于一个半模,杠杆的另一端连接于另一个半模,连杆、杠杆、模具围成四边形,此时处于合模状态,当模具油缸4驱动连杆沿第二方向移动时,杠杆与围绕支点转动,两个半模相对彼此远离,实现开模。
[0035]
另外,如图1所示,电磁感应线圈加热装置14位于端部整形模具1和端部精拔模具8前部(或仅设置在二者的其中之一前部),管件可以移动穿过电磁感应线圈加热装置14,可以在管件30进入模具之前对管件的端部进行电磁感应加热。
[0036]
特别的,管件进入电磁感应线圈加热装置14时,感应线圈通电,加热预定时长后,感应线圈断电;其中,电流频率为3
‑
5khz。管件的加热时间根据管件的壁厚来确定,取壁厚的单位为毫米的数值l,加热时间的单位为秒的数值t,则t=22.5l+37.5,根据此计算式可以计算出不同壁厚的管件所需要的加热时间,使得管件加热后的温度处于较为稳定的范围,相应的,管件的物理性能也较为稳定,不同管件的差异较小,便于加工出性能、技术指标基本相同的精尺管件。
[0037]
其中,电磁感应线圈加热装置14包括电磁感应线圈,管件的端部可以插入其中,以实现感应加热;电磁感应线圈与时间继电器电连接,时间继电器可以设置为连通固定时间后断开,使得电磁感应线圈通电固定时间后断电,相应的,管件可以加热固定的时长,保证各个管件的加热时间相同。
[0038]
管件的壁厚为1
‑
5mm,相应的,加热时间为60
‑
150s。
[0039]
另外,所述管件加工设备包括液压驱动机构,所述液压驱动机构设置有油箱61、油泵62、所述模具油缸4、所述夹具油缸5、所述送料油缸6、所述精拔油缸9、所述整形油缸7。如图2所示,模具油缸4、夹具油缸5、送料油缸6、整形油缸7、精拔油缸9设置在同一液压管路中,通过同一个油泵62液压驱动,油泵62传动连接于电机63,由电机63驱动运行。油泵62所在的进油管上设置有单向阀,并且旁接有溢流管,其上设置有溢流阀64。
[0040]
其中,所述送料油缸6、所述精拔油缸9和所述整形油缸7通过三个第一换向阀65分别连接于进油管和回油管。送料油缸6、整形油缸7、精拔油缸9彼此并联连接,彼此相互独立,每个油缸所在管路上设置有一个第一换向阀65,第一换向阀65实现管路的切断、连通和换向,以控制对应的油缸的伸缩。在所述管件加工设备运行时,送料油缸6、整形油缸7、精拔油缸9可以分别独立地控制。
[0041]
其中,所述送料油缸6、所述精拔油缸9和所述整形油缸7各自所在管路上设置有液压锁68。液压锁68设置在进油管和回油管上,可以断开或连通管路,提高安全性。
[0042]
另外,,所述模具油缸4和所述夹具油缸5通过第二换向阀66并联连接于进油管和回油管,其中,所述模具油缸4的有杆腔管路上设置有顺序阀67,所述夹具油缸5的无杆腔管路上设置有顺序阀67;或者所述模具油缸4的无杆腔管路上设置有顺序阀67,所述夹具油缸5的有杆腔管路上设置有顺序阀67。模具油缸4和夹具油缸5彼此并联,并且模具油缸4的无杆腔连通于夹具油缸5的无杆腔,且模具油缸4的有杆腔连通于夹具油缸5的有杆腔。图2中,两个夹具油缸5所在管路基本相同。
[0043]
在一种实施方式中,模具油缸4的无杆腔管路上设置有顺序阀67,且夹具油缸5的有杆腔管路上设置有顺序阀67,当第二换向阀66使得进油管与模具油缸4的有杆腔管路和夹具油缸5的有杆腔管路连通时,模具油缸4伸出,而夹具油缸5保持静止,当模具油缸4完全伸出时,夹具油缸5的有杆腔管路上的顺序阀67在更大的油压下开始连通,夹具油缸5开始伸出;当第二换向阀66使得进油管与模具油缸4的无杆腔管路和夹具油缸5的无杆腔管路连通时,夹具油缸5开始收回,而模具油缸4保持静止,当夹具油缸5完全收回时,模具油缸4的有杆腔管路上的顺序阀67在更大的油压下开始连通。在此实施方式中,模具油缸4先伸出夹
具油缸5后伸出,且夹具油缸5先收回模具油缸4后收回,从而可以使得模具先合模再通过夹具2夹紧管件2,然后夹具2先释放管件模具再开模。
[0044]
在另一种实施方式中,模具油缸4的有杆腔管路上设置有顺序阀67,且夹具油缸5的无杆腔管路上设置有顺序阀67,此方式与以上的实施方式原理相同,同样可以实现模具和夹具按照特定顺序打开、闭合,在此不再重复说明。
[0045]
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个具体技术特征以任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1