踏板自动化组装的装置及其组装方法与流程
1.本发明有关于一种踏板自动化组装的装置及其组装方法,尤指一种应用于踏板本体与轴心自动化组装装置及应用其的组装方法所属技术领域者。
背景技术:
2.按,目前习知的自行车踏板组装,其透过人工方式进行组装,将踏板与心轴的以人工方式进行上油与组装,须以人力将踏板的轴心孔中填入润滑油,并将心轴穿入轴心孔测量滑顺度,再以人力方式进行轴心螺帽及防尘盖的锁合,其整体耗费大量人力,且组装所需时间长,并存在人工组装的稳定性不足风险,提升生产所需的成本;另亦有透过产线式自动化组装者,然该产线以直线式设置,造成产线设置所需空间大的问题,故有改良的必要者。
技术实现要素:
3.本发明有鉴于习知自行车踏板组装之加工便利性差及设置所需空间大之问题,乃完成本发明之踏板自动化组装之装置及其组装方法。
4.本发明的主要目的在于提供一种踏板自动化组装的装置,包括一加工旋转盘组、数注油装置组、一轴心螺帽锁付装置组及一本体侧盖锁付装置组,所述加工旋转盘组设有一转动盘、一驱动装置及数加工治具,该驱动装置连接设有一启动开关,而该驱动装置为电动马达或气动马达,其驱动装置经启动开关控制后驱动转动盘定点旋转,而数加工治具分别间隔设置于转动盘顶侧周围;所述注油装置组储设有润滑油,该注油装置组设有一注油帮浦及数出油定量阀,该注油帮浦连接设有一控制器,其控制器控制注油帮浦作动进行注油导出,而注油的润滑油经各出油定量阀导出进行注油;所述轴心螺帽锁付装置组储设有数轴心螺帽,该轴心螺帽锁付装置组设有一轴心螺帽震动料桶组及一锁付机器手臂,而该轴心螺帽震动料桶组设有一轴心螺帽料桶,且该轴心螺帽料桶结合一震动装置,该轴心螺帽料桶连接一轴心螺帽出料轨道,而该轴心螺帽出料轨道连接一轴心螺帽导引管,且该锁付机器手臂以一马达驱动,其轴心螺帽导引管出口端侧相对于锁付机器手臂的作动端侧;所述本体侧盖锁付装置组储设有数本体侧盖,该本体侧盖锁付装置组设有一本体侧盖震动料桶组及一锁付机器手臂,而该本体侧盖震动料桶组设有一本体侧盖料桶,且该本体侧盖料桶结合一震动装置,而该本体侧盖料桶连接一本体侧盖出料轨道,且该本体侧盖出料轨道连接一本体侧盖导引管,该锁付机器手臂以一马达驱动,其本体侧盖导引管出口端侧相对于锁付机器手臂的作动端侧,其注油装置组、轴心螺帽锁付装置组及本体侧盖锁付装置组依产品加工程序间隔环设于加工旋转盘组周围。
5.较佳的,该注油装置组进一步设有一注油调节阀及一注油分配器,其注油帮浦作动进行注油,而注油的润滑油经注油调节阀进行出油量控制,并经注油分配器将润滑油分配至各出油定量阀,以增加本发明的多重变化性。
6.较佳的,该加工旋转盘组的数加工治具进一步以气动马达进行控制,以增加本发明的多重变化性。
7.本发明的另一目的在于提供一种踏板自动化组装方法,配合前述的加工旋转盘组、注油装置组、轴心螺帽锁付装置组及本体侧盖锁付装置组,其组装方法包含以下步骤:自动化组装开启;s1步骤:注油装置组的控制器控制注油帮浦将润滑油经注油调节阀及注油分配器,导引至出油定量阀注油至踏板本体头端,并穿入轴心体检查润滑顺畅度;s2步骤:将穿制轴心的踏板本体放入加工旋转盘组织加工治具中;s3步骤:按压加工旋转盘组的启动开关,控制驱动装置作动带动转动盘,使转动盘上的数加工治具转动至轴心螺帽锁付装置组相对位置,该轴心螺帽锁付装置组的震动装置震动轴心螺帽料桶,使轴心螺帽料桶内存储的轴心螺帽,由轴心螺帽出料轨道导引至轴心螺帽导引管后导出,经锁付机器手臂将轴心螺帽锁付于加工治具上穿制轴心的踏板本体;s4步骤:续由加工旋转盘组的控制驱动装置作动带动转动盘,使转动盘上的数加工治具转动至注油装置组,进行加工治具上穿制轴心的踏板本体尾端注油;以及s5步骤:再由加工旋转盘组的控制驱动装置作动带动转动盘,使转动盘上的数加工治具转动至本体侧盖锁付装置组相对位置,该本体侧盖锁付装置组的震动装置震动本体侧盖料桶,使本体侧盖料桶内存储的本体侧盖,由本体侧盖出料轨道导引至本体侧盖导引管后导出,经锁付机器手臂将本体侧盖锁付于加工治具上穿制轴心的踏板本体;上述步骤以完成加工治具上穿制轴心的踏板本体组装;透过上述踏板自动化组装的装置及其组装方法,减省整体组装加工的人力,且缩短组装所需时间,并提升组装的稳定性,降低生产所需成本;另自动化产线采环状型态设置,缩减产线设置所需空间,以达加工便利性佳及缩小产线设置所需空间的功效。
附图说明
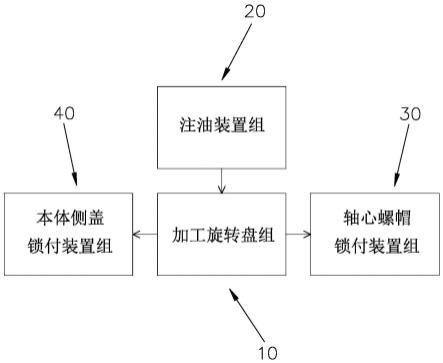
8.图1本发明踏板自动化组装的装置的整体组成状态参考图。
9.图2本发明踏板自动化组装的装置的加工旋转盘组的组成状态参考图。
10.图3本发明踏板自动化组装的装置的注油装置组的组成状态参考图。
11.图4本发明踏板自动化组装的装置的轴心螺帽锁付装置组的组成状态参考图。
12.图5本发明踏板自动化组装的装置的本体侧盖锁付装置组的组成状态参考图。
13.图6本发明踏板自动化组装的装置的踏板本体上油并与轴心组装动作状态参考图。
14.图7本发明踏板自动化组装的装置的组装轴心的踏板本体另侧上油及锁付轴心螺帽及本体侧盖组装动作状态参考图。
15.图8本发明踏板自动化组装的装置组装方法步骤流程状态参考图。
16.符号说明:
17.10加工旋转盘组
18.11转动盘
19.12驱动装置
20.120启动开关
21.13加工治具
22.20注油装置组
23.21注油帮浦
24.210控制器
25.22注油调节阀
26.23注油分配器
27.24出油定量阀
28.30轴心螺帽锁付装置组
29.31轴心螺帽震动料桶组
30.310轴心螺帽料桶
31.311震动装置
32.312轴心螺帽出料轨道
33.312a轴心螺帽导引管
34.32锁付机器手臂
35.40本体侧盖锁付装置组
36.41本体侧盖震动料桶组
37.410本体侧盖料桶
38.411震动装置
39.412本体侧盖出料轨道
40.412a本体侧盖导引管
41.42锁付机器手臂
42.400踏板本体
43.401轴心
44.402轴心螺帽
45.402a螺帽身部
46.402b垫片部
47.403本体侧盖。
具体实施方式
48.请配合参阅图1至图5所示,本发明踏板自动化组装的装置的整体组成状态、加工旋转盘组的组成状态、注油装置组的组成状态、轴心螺帽锁付装置组的组成状态及本体侧盖锁付装置组的组成状态参考图,其包括:
49.一加工旋转盘组10,所述加工旋转盘组10设有一转动盘11、一驱动装置 12及数加工治具13,该驱动装置12连接设有一启动开关120,而该驱动装置12为电动马达或气动马达,其驱动装置12经启动开关120控制后驱动转动盘 11定点旋转,而数加工治具13分别间隔设置于转动盘11顶侧周围;
50.数注油装置组20,所述注油装置组20储设有润滑油,该注油装置组20设有一注油帮浦21及数出油定量阀24,该注油帮浦21连接设有一控制器210,其控制器210控制注油帮浦21作动进行注油导出,而注油的润滑油经各出油定量阀24导出进行注油;
51.一轴心螺帽锁付装置组30,所述轴心螺帽锁付装置组30储设有数轴心螺帽402,该轴心螺帽402一体设有一螺帽身部402a及一垫片部402b,该轴心螺帽锁付装置组30设有一轴心螺帽震动料桶组31及一锁付机器手臂32,而该轴心螺帽震动料桶组31设有一轴心螺帽料桶310,且该轴心螺帽料桶310结合一震动装置311,该轴心螺帽料桶310连接一轴心螺帽
出料轨道312,而该轴心螺帽出料轨道312连接一轴心螺帽导引管312a,且该锁付机器手臂32以一马达驱动(图中未示),其轴心螺帽导引管312a出口端侧相对于锁付机器手臂32 的作动端侧;以及
52.一本体侧盖锁付装置组40,所述本体侧盖锁付装置组40储设有数本体侧盖,该本体侧盖锁付装置组40设有一本体侧盖震动料桶组41及一锁付机器手臂42,而该本体侧盖震动料桶组41设有一本体侧盖料桶410,且该本体侧盖料桶410结合一震动装置411,该本体侧盖料桶410连接一本体侧盖出料轨道412,而该本体侧盖出料轨道412连接一本体侧盖导引管412a,且该锁付机器手臂42 以一马达驱动(图中未示),其本体侧盖导引管412a出口端侧相对于锁付机器手臂42的作动端侧;
53.其注油装置组20、轴心螺帽锁付装置组30及本体侧盖锁付装置组40依产品加工程序间隔环设于加工旋转盘组10周围。
54.藉由上述结构的配合,以完成本发明踏板自动化组装的装置。
55.请配合参阅图3所示,本发明踏板自动化组装的注油装置组的组成状态参考图,其整体结构与本发明相同,较佳的,该注油装置组20进一步设有一注油调节阀22及一注油分配器23,其注油帮浦21作动进行注油,而注油的润滑油经注油调节阀22进行出油量控制,并经注油分配器23将润滑油分配至各出油定量阀24,以增加本发明的多重变化性。
56.请配合参阅图2所示,本发明踏板自动化组装的装置的加工旋转盘组的组成状态参考图,其整体结构与本发明相同,较佳的,该加工旋转盘组10的数加工治具13进一步以气动马达进行控制(图中未示),以增加本发明的多重变化性。
57.请配合参阅图6至图8所示,本发明踏板自动化组装方法的踏板本体400 上油并与轴心401组装动作状态、踏板本体400另侧上油及锁付轴心螺帽402 及本体侧盖403组装动作状态及步骤流程状态参考图,配合前述的加工旋转盘组10、注油装置组20、轴心螺帽锁付装置组30及本体侧盖锁付装置组40,其组装方法包含以下步骤:自动化组装开启;s1步骤:注油装置组的控制器控制注油帮浦将润滑油经注油调节阀及注油分配器,导引至出油定量阀注油至踏板本体400头端,并穿入轴心401检查润滑顺畅度;s2步骤:将穿制轴心401的踏板本体400放入加工旋转盘组10的加工治具13中;s3步骤:按压加工旋转盘组10的启动开关120,控制驱动装置12作动带动转动盘11,使转动盘11上的数加工治具13转动至轴心螺帽锁付装置组30相对位置,该轴心螺帽锁付装置组30的震动装置311震动轴心螺帽料桶310,使轴心螺帽料桶310内存储的轴心螺帽402,由轴心螺帽出料轨道312导引至轴心螺帽导引管312a后导出,经锁付机器手臂42将轴心螺帽402锁付于加工治具13上穿制轴心401的踏板本体400;s4步骤:续由加工旋转盘组10的控制驱动装置12作动带动转动盘 11,使转动盘11上的数加工治具13转动至注油装置组20,进行加工治具13 上穿制轴心401的踏板本体400尾端注油;以及s5步骤:再由加工旋转盘组10 的控制驱动装置12作动带动转动盘11,使转动盘11上的数加工治具13转动至本体侧盖锁付装置组40相对位置,该本体侧盖锁付装置组40的震动装置411 震动本体侧盖料桶410,使本体侧盖料桶410内存储的本体侧盖403,由本体侧盖出料轨道412导引至本体侧盖导引管412a后导出,经锁付机器手臂42将本体侧盖403锁付于加工治具13上穿制轴心401的踏板本体400;上述步骤以完成加工治具13上穿制轴心401的踏板本体400组装;透过上述踏板自动化组装的装置及其组装方法,减省整体组装加工的人力,且缩短组装所需时间,并提升组装的稳定性,降低生产所需成本;另自动化产线
采环状型态设置,缩减产线设置所需空间,以达加工便利性佳及缩小产线设置所需空间的功效。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1