全自动定子生产线的制作方法
1.本发明涉及电机定子生产领域,尤其涉及全自动定子生产线。
背景技术:
2.电机定子是电动机静止不动的部分,主要作用是产生旋转磁场,而对电机定子的生产流程大多是经过槽绝缘的压入、绕线、嵌线、槽楔纸的压入、整形及绑线这些过程才能得以实现,而现在市面上对电机定子进行绕组时,所采用的方式是由各个过程相分开的模式来实现,并且还需要通过人工操纵机器的方式才能持续生产,这大大降低的生产效率,自动化程度低、智能程度不高。
技术实现要素:
3.针对上述现有技术的现状,本发明为解决现在市面上对电机定子进行绕组生产时,所采用的方式大多是由各个过程相分开的模式来实现,大大降低的生产效率,自动化程度低、智能程度不高,从而提供了全自动定子生产线。
4.本发明解决上述技术问题所采用的技术方案为:
5.全自动定子生产线,包括:
6.槽绝缘上料滚轴线,所述槽绝缘上料滚轴线用于输送需要安装绝缘纸的定子;
7.通过采用上述技术方案,控制器控制本全自动定子生产线各驱动部件相互联动及相互运行,定子由人工将定子放置槽绝缘上料滚轴线,经槽绝缘上料滚轴线输送至定子槽绝缘成型工位,以实现将绝缘纸压入定子的槽底子中,然后经第一定子转换转盘的旋转,将定子按顺序先送至绕线嵌线送纸工位,经绕线嵌线送纸工位的绕线、嵌线、槽楔纸压入定子槽盖子内之后,接着送至第一次整形工位,对定子内径、外径及两端面上的漆包线进行整形,整形后再送至第一定子输送带,通过第一定子输送带送至第二定子转换转盘,再经第二定子转换转盘送至绑线机,通过绑线机将定子上的漆包线进行绑线,绑线完成后再经第二定子转换转盘的旋转,送至第二次整形工位,对定子二次整形,二次整形后再通过第二定子输送带进行卸料,从而实现定子的全自动生产,可大大提高了生产效率。
8.优选的,所述槽绝缘上料滚轴线包括第一支撑架、第一底板及两条滑道。
9.通过采用上述技术方案,槽绝缘上料滚轴线包括第一支撑架、第一底板及两条滑道,第一底板设置在第一支撑架上,两条滑道为对称的设在第一底板上,两条滑道之间设有传输滚轴,输出端的传输滚轴为断开设计,从而露出第一底板,并在输出端的第一底板上设有阻挡气缸及放料气缸,整个槽绝缘上料滚轴线呈倾斜设计,输入端高,输出端低,定子由输入端放入,在斜度的作用下,滑至输出端,输出端为连接在定子检测机构,并且在阻挡气缸的作用下限制定子的输送量,放料气缸会根据定子的加工速度,自动放料,以实现本全自动定子生产线的持续运行,提高加工效率
10.优选的,所述定子槽绝缘成型工位包括定子横移转移机构、定子检测机构。
11.通过采用上述技术方案,定子由槽绝缘上料滚轴线放入,然后经定子横移转移机
构的输送,送至定子检测机构,然后定子检测机构检测定子的高度及定子齿槽是否通过,从而提前对定子进行检测,排除不合格产品,定子检测后经定子抓手机构将检测后的定子在定子横移转移机构送出后抓至定子分度机构,定子分度机构可实现对定子所处位置的转动,并在槽绝缘送纸机构、槽绝缘成型推纸机构的作用下,将绝缘纸嵌入定子的各个槽底子中,并在定子抓手机构的抓取下,将定子暂存至定子储存转盘上,从而实现槽绝缘成型的自动化处理,效率高。
12.优选的,所述机构安转座包括上顶板及下底板,所述定子横移转移机构设于所述上顶板上。
13.通过采用上述技术方案,机构安转座包括上顶板及下底板,定子横移转移机构设于上顶板上,定子横移转移机构的横移下滑板可滑动设于横移导轨,并通过横移气缸驱动,从而带动通过第一导柱设在横移下滑板上的横移上滑板移动,横移下滑板上设有的垂直升降气缸,从而实现横移上滑板的升降,横移上滑板上设有定子座,定子座可在横移气缸及垂直升降气缸的驱动下拖动放置在槽绝缘上料滚轴线输出端的定子并将其进行输送,输送方便,并且定子座数量为两个,可同时拖动两个定子,以实现一个定子送进定子检测机构检测,检测完毕后送出定子检测机构,随即同步的将另一个定子送进定子检测机构检测,从而提高定子输送及检测的效率。
14.优选的,所述定子检测机构固定于所述上顶板并处于所述定子横移转移机构上方。
15.通过采用上述技术方案,定子检测机构固定于上顶板并处于定子横移转移机构上方,横移转移机构的横移上滑板可上下前后移动的设在定子检测机构支撑板面向两条滑道超出部分的那一面开有的第一开口内,支撑板上设有四根第二导柱,第一顶板为固定在第二导柱,第一顶板上设有定子高度检测气缸及定子齿槽畅通度检测气缸,定子高度检测气缸驱动四根第二导柱上的高度检测板升降,以对定子座内的定子进行高度测量,定子齿槽畅通度检测气缸驱动检测头检测定子齿槽的通过率,通过提前检测以实现提高定子生产质量,剔除不合格产品,并且检测出不合格的产品会在支撑板上纵向设有的废料推出气缸的推动下,将定子座内的定子从废料通道推出,自动化高。
16.优选的,所述定子抓手机构包括抓手机架,所述抓手机架设在所述上顶板上,所述抓手机架包括第一连接板。
17.通过采用上述技术方案,定子抓手机构设在上顶板并且与横移转移机构相垂直设置,定子抓手机构包括抓手机架,抓手机架内的第一连接板上设有抓手移动导轨,第二连接板通过抓手横移滑块可滑动的设在抓手移动导轨上,第二连接板上连接有的第三连接板,抓手移动导轨之间的第一连接板上连接有抓手移动气缸,抓手移动气缸驱动第三连接板从而带动第二连接板纵向移动,从而带动设在第二连接板上设有的两个定子抓手固定座纵向移动,两个定子抓手固定座上均设有可升降的抓手升降导向柱,抓手升降导向柱的底端连接有第四连接板并置于定子抓手固定座的下方,第四连接板通过定子抓手固定座上设有的定子抓手气缸驱动升降,从而实现第四连接板上设有的气动抓手的移动及升降,以实现检测完的定子在横移转移机构送出后,在气动抓手的抓取下,送至定子分度机构并对定子进行绝缘纸的嵌入,并且该气动抓手为两个,可同时抓取定子分度机构上的定子及定子座上的定子,实现定子的存放及定子的绝缘纸压入。
18.优选的,所述定子分度机构包括分度安装座,所述分度安装座安装于所述上顶板并与所述气动抓手相对应。
19.通过采用上述技术方案,定子在气动抓手的抓取下放置在定子分度机构的定子固定座内,分度安装座的顶面可旋转的设有分度齿盘,定子固定座为设在分度齿盘的中央,分度齿盘在分度安装座内设有的分度驱动电机上套接有的分度齿轮的带动下,对定子进行旋转,由于定子内设有多道齿槽,因此旋转定子,可对不同齿槽进行打纸。
20.优选的,所述分度齿盘的下方设有成型座,所述成型座为固定在所述上顶板上,所述成型座包括成型腔。
21.通过采用上述技术方案,分度齿盘的下方设有成型座,成型座内设有成型腔,成型腔与分度齿盘上环形开有的多个送纸口中的一个送纸口相对应,槽绝缘送纸机构、槽绝缘成型推纸机构分别与成型座垂直对应且均设在上顶板上,绝缘纸从槽绝缘送纸机构送纸安装座的两块送纸导向块面向送纸板的端面均开有的送纸槽内送入,经由送纸槽输出端相对应设有的折纸块内的折纸通道,并在折纸块输出端送纸滚轴转动的带动下,最终将绝缘纸送至成型腔前,从而实现绝缘纸的自动输送及自动折边,使绝缘纸满足定子槽底子的形状,为后续绝缘纸成型及推纸做提前准备,并且送纸板的端面设有纸距调节杆,纸距调节杆通过上下两块第一固定块固定在送纸板的端面上,两块送纸导向块为可调节距离的设在两块第一固定块之间,从而适用不同尺寸绝缘纸的输送。
22.优选的,所述槽绝缘成型推纸机构包括槽绝缘成型推纸电机、曲柄连杆、成型板及推纸导向杆。
23.通过采用上述技术方案,槽绝缘成型推纸机构包括槽绝缘成型推纸电机、曲柄连杆、成型板及推纸导向杆,推纸导向杆设于上顶板与下底板之间,推纸导向杆上可升降的连接有推纸块,推纸块上设有槽绝缘推杆,而成型板设于上顶板且与成型座横向垂直的设置,成型板上设有成型导轨,成型导轨上可滑动的连接有成型滑板,成型滑板上连接有槽绝缘成型顶块,槽绝缘成型顶块对应成型腔并可滑动的嵌进成型腔内,并且槽绝缘成型顶块上还设有切纸刀具,推纸块及成型板均由下底板上设有的槽绝缘成型推纸电机在曲柄连杆的带动下同步实现运动,从而实现槽绝缘成型顶块将成型腔前的绝缘纸压入成型腔内,并在切纸刀具的切割下将绝缘纸切断,然后槽绝缘推杆沿着成型腔推动绝缘纸并将其送入定子的槽底子中,从而实现绝缘纸的自动成型及推纸。
24.优选的,所述定子储存转盘包括小圆盘及定子盘驱动电机。
25.通过采用上述技术方案,嵌好绝缘纸的定子在气动抓手的抓取下放置在定子储存转盘的小圆盘上,小圆盘由定子盘驱动电机驱动,并且小圆盘上设有多个定子安装座,可对多个定子进行储存,方便协调定子生产线整体的加工速度,不管是对前面的绝缘纸嵌入步骤还是对之后的嵌线绕线整形都有承前启后过度的作用。
26.优选的,所述第一机座包括第二顶板、第三顶板及第二底板,所述第一定子转换转盘设于所述第二顶板及所述第二底板之间。
27.通过采用上述技术方案,第一定子转换转盘设于第一机座的第二顶板及第二底板之间,第一定子转换转盘包括第一旋转转盘机构、第一上料机构及第一下料机构,第一旋转转盘机构的第一定子转盘通过轴套可升降还可旋转的绕着第一转轴运动,第一升降板通过四根第三导柱可升降的连接于第二顶板且套接在第一转轴上,轴套与第一升降板相连接,
并在第一升降板上设有的定子转盘驱动电机的驱动下驱动轴套外壁设有的转盘齿轮转动从而带动第一定子转盘转动,第一升降板通过第二顶板上设有的转盘升降气缸驱动,第一定子转盘上设有一号工位、二号工位、三号工位及四号工位,均设有护齿盘,第一上料机构设于一号工位对应的第二顶板上,第一下料机构设于四号工位对应的第二顶板上,第一上料机构用于抓取放置在定子储存转盘上的定子并放置在一号工位的护齿盘上,第一下料机构用于抓取经一次整形工位整形后移至四号工位的定子并放置在第一定子输送带上,第一上料机构包括移动滑板、滑板驱动气缸、撑爪气缸及驱动撑爪气缸升降的撑爪升降气缸,移动滑板可滑动设于第二顶板顶面设有的移动滑轨上,并通过滑板驱动气缸驱动,撑爪升降气缸设于移动滑板,移动滑板上还设有四根撑爪升降导柱,撑爪升降导柱上从上往下依次设有撑爪升降板及撑爪安装板,撑爪升降气缸驱动撑爪升降板升降,从而带动撑爪安装板上撑爪气缸升降,撑爪气缸上设有撑爪头,可在撑爪气缸的驱动下撑起以抓取定子储存转盘上的定子,从而实现将定子储存转盘上定子送至下一道工序。
28.优选的,所述护齿盘的中心开有定子摆放孔,所述定子为放置在所述定子摆放孔内。
29.通过采用上述技术方案,护齿盘的中心开有定子摆放孔,定子为放置在定子摆放孔内,护齿盘的上盘及下盘之间设有护齿机构,护齿机构用于保护高度超过定子端面的绝缘纸,以免在嵌线、槽楔纸压入时将绝缘纸碰伤,护齿机构包括导向条及护齿联动盘,导向条为环形的连接在下盘的上端面,导向条与导向条之间设有护齿滑轨,护齿滑轨内均设有护齿,护齿联动盘设于导向条的上端面并可转动的与护齿发生联动,使护齿可在护齿滑轨内伸缩,护齿联动盘通过上盘上开有相对称的第二弧形槽及第三弧形槽内分别对应设有的外把手及内把手联动,外把手先触碰第二顶板上所对应设有的第一联动柱,从而实现护齿联动盘中的护齿关闭,以护住绝缘纸,然后转至内把手所对应的第二顶板上设有定位柱,在定位柱的作用下是护齿恢复打开,并且该定位柱在定位气缸的驱动下可对第一定子转盘进行定位,方便对定子的嵌线绕线整形,并且结合着第一定子转盘的可升降功能,可自动实现调节,操作方便。
30.优选的,所述绕线嵌线送纸工位包括嵌线打纸工位及绕线剪线压线工位,所述嵌线打纸工位设于所述第二底板上。
31.通过采用上述技术方案,绕线嵌线送纸工位包括嵌线打纸工位及绕线剪线压线工位,嵌线打纸工位设于第二底板上,绕线剪线压线工位设于第三顶板上,嵌线打纸工位包括工作台,工作台上设有工装转盘,工装转盘由工装台旋转驱动电机驱动,工装转盘内设有一号绕线工位、二号绕线打纸工位、三号嵌线推纸工位,均设有嵌线工装,绕线剪线压线工位分为一号绕线剪线压线机构及二号绕线剪线压线机构且结构相同,一号绕线工位对应一号绕线剪线压线机构,二号绕线打纸工位对应二号绕线剪线压线机构,二号绕线打纸工位对应的第二底板上还设有打纸推纸机构,三号嵌线推纸工位对应二号工位,二号工位对应的第二顶板上设有定子压板定位机构,三号嵌线推纸工位对应的第二底板上设有嵌线推纸机构,工装转盘转动,一号绕线剪线压线机构通过绕线组件、剪线组件及压线组件对一号绕线工位上的嵌线工装进行一号线圈的绕制,并实现勾线、剪线、夹过桥线的动作,在绕制后移至二号绕线剪线压线机构绕制二号线圈,同时打纸推纸机构通过送纸组件、打纸组件及推纸组件实现槽楔纸的送纸、打纸及推纸,并将槽楔纸送至嵌线工装的导轨组件内,绕制好二
号线圈及嵌好槽楔纸后,通过工装转盘送至三号嵌线推纸工位,并通过槽楔纸推杆组件将导轨组件内的槽楔纸推至定子的槽盖子中,通过导条推动组件推动导条组件以护住定子齿槽,通过铜推头推动组件推动铜推头组件并将嵌至在嵌线工装内的漆包线推至定子的槽中,并且在嵌线推纸过程中,定子压板通过压板导向杆,在第二顶板上设有的导向杆驱动电机驱动下,通过定子压板上开有第三开口压在放置在二号工位上护齿盘上的定子,以实现定子的牢牢固定,并且定位器通过定位气缸辅助铜推头组件将漆包线嵌至定子中,以此实现对定子的自动化绕线、嵌线、槽盖子的压入。
32.优选的,所述第一次整形工位包括第一整形机架、第一上整形模具及第一下整形模具,所述第一整形机架设于所述第二顶板与所述第二底板之间。
33.通过采用上述技术方案,第一次整形工位包括第一整形机架、第一上整形模具及第一下整形模具,第一整形机架设于第二顶板与第二底板之间,第一整形机架上设有第一上下整形滑轨,第一上整形模具的第一上整形滑板通过第一上整形滑块可滑动的设在第一上下整形滑轨的上段,第一下整形模具的第一下整形滑板通过第一下整形滑块可滑动的设在第一上下整形滑轨的下段,并处于三号工位的上下两端,以对放置在三号工位护齿盘上的定子进行整形,第一上整形滑板通过第一上整形升降气缸驱动与第一上整形滑板相连接的第一上整形板升降,第一上整形板上设有第一上外整形盘,第一上外整形盘用于对定子上端面漆包线的外径进行整形,是由第一上外整形固定盘、第一上外整形转盘、第一上外整形底盘构成,第一上外整形固定盘连接于第一上整形板底面,第一上外整形转盘可转动的套于第一上外整形固定盘底面凸出部位的凹槽内,第一上外整形转盘由第一上整形滑板上设有第一上外整形驱动气缸驱动,第一上外整形底盘连接于第一上外整形固定盘凸出部位的底面,第一上外整形转盘内环状的开有多个第一上曲线形开孔,第一上曲线形开孔内可滑动的连接有第一上外整形块,第一上外整形块为可内外伸缩的设于第一上外整形固定盘内开有的多个第一开槽内,第一开槽为开于第一上外整形固定盘中央开有的第一通孔的内壁上且与第一上外整形固定盘底面相导通,第一上外整形块的底面连接有第一上外整形收拢爪,因此在第一上外整形驱动气缸驱动下,带动第一上外整形转盘转动,从而使第一上外整形块沿着第一上曲线形开孔在第一开槽内伸缩,并压在漆包线的外径上,并且在第一上整形升降气缸驱动下,使得该第一上外整形盘升降,从而对三号工位上的定子的上端面的漆包线的外径进行整形,使定子上端面漆包线的结构更加紧凑,第一上整形板的上端还设有第二上整形板、第三上整形板,均通过第一上整形导柱设在第一上整形板的顶面,第二上整形板处于第三上整形板与第一上整形板之间,第二上整形板上开有第三通孔,第三通孔内设有第一上内径整形模,第一上内径整形模包括第一上内径整形固定板、第一上内径整形导向板、第一上内径整形芯套、第一上端面整形环,第一上内径整形固定板固定于第二上整形板的底面,第一上内径整形导向板固定于第一上内径整形固定板的底面,第一上内径整形芯套设于第一上内径整形导向板的底面,该第一上内径整形芯套的头端设有锥度,因此在第一上整形升降气缸驱动下,带动该第一上内径整形芯套插接进定子漆包线的内径中心,在锥度变换到无锥度时,将定子内的漆包线的内径撑开,并与第一上外整形块相对应,从而实现对定子上端面内径外径的同时整形,结构更加紧凑,也更具美观,第一上端面整形环可移动的套接于第一上内径整形芯套的外壁,第一上内径整形导向板内可升降的穿有第一上端面整形驱动杆,第一上端面整形驱动杆一端连接于第一上端面整形环,另一端连接
于与第三上整形板相连接的第一上端面整形驱动板,第一上端面整形驱动板通过第三上整形板上设有的第一上端面整形驱动气缸驱动,从而推动第一上端面整形环对定子上端面的漆包线进行整形,第一下外整形盘包括第一下外整形底盘、第一下外整形转盘、第一下外整形固定盘,第一下外整形底盘设于第一下整形板的顶面,第一下外整形转盘可转动的设于第一下外整形底盘内并由第一下整形滑板上设有的第一下外整形驱动气缸驱动,第一下外整形转盘上环状的开有多个第一下曲线形开孔,第一下曲线形开孔内均可滑动连接有第一下外整形块,第一下外整形块设于固定于第一下外整形底盘上的第一下外整形固定盘内,第一下外整形固定盘的中央开有第四通孔,第四通孔的内壁环状的开有多个第二开槽,第二开槽与第一下外整形固定盘的上下两端面相导通,第一下外整形块可在第二开槽内向着第四通孔伸缩,从而在第一下外整形驱动气缸及第一下外整形驱动气缸驱动相互联动下,对定子下端面的漆包线的外径进行整形,第一下外整形块之间设有第一下内径整形芯棒并设于第一下外整形底盘中央设有的第一安装凹口内,第一下内径整形芯棒的头端设有锥度,可从定子下端面插接进定子,对定子的漆包线的内径进行整形,并与第一上整形模具上的第一上内径整形芯套相配合,从而实现对定子漆包线的内径进行整形,第一下内径整形芯棒的外壁上套接有第一下端面整形环,第一安装凹口内可升降的穿接有第一下端面整形驱动杆,第一下端面整形驱动杆一端连接于第一下端面整形环,另一端连接有第一下端面整形驱动板,第一下整形板的底面通过设有的第一下整形导柱连接有第二下整形板,第一下端面整形驱动板升降由第二下整形板上设有第一下端面整形驱动气缸驱动,从而实现对定子下端面的漆包线进行整形。
34.优选的,所述第一定子输送带为设于所述第一下料机构的下方。
35.通过采用上述技术方案,第一定子输送带由第二支撑架、两根支撑杆、传送带、传送滚轴及滚轴驱动电机构成,两根支撑杆对称的设于第二支撑架的顶部,传送滚轴设于两根支撑杆之间,传送带为绕制在传送滚轴上,并由设于支撑杆的滚轴驱动电机驱动传送滚轴从而带动传送带运动,该第一定子输送带用于放置并传送由第一下料机构从四号工位抓取的定子,从而实现通过第一定子输送带将第一机座内的定子送至第二机座,以实现进一步的工序,自动化程度高。
36.优选的,所述第二机座包括第三底板,所述第二定子转换转盘、所述绑线机及所述第二次整形工位均设在所述第三底板上。
37.通过采用上述技术方案,第二机座包括第三底板,第二定子转换转盘、绑线机及第二次整形工位均设在第三底板上,第二机座上设有第二下料机构,定子为手动放置在第二定子转盘的第一工位上,第二下料机构与第二定子转盘的第四工位相对应,第二定子转盘驱动电机驱动第二定子转盘转动,使定子送至与第二工位相对应的绑线机进行绑线,绑线后送至与第三工位相对应的第二次整形工位进行二次整形,二次整形后再通过第二下料机构将定子送至第二定子输送带,从而实现对定子的绑线、二次整形及卸料,提高工作效率。
38.优选的,所述第二次整形工位包括第二整形机架、第二上整形模具及第二下整形模具。
39.通过采用上述技术方案,第二次整形工位包括第二整形机架、第二上整形模具及第二下整形模具,第二上整形模具及第二下整形模具相向或相离的可滑动的设在第二整形机架的上设有的第二上下整形滑轨上,第二下整形模具与第二上整形模具结构相同,呈反
向设置,用于对第三工位上的定子进行二次整形,第二上整形模具及第二下整形模具均包括第二整形安装板,第二整形安装板的顶面设有第二整形安装架,第二外整形盘包括第二整形固定板及第二整形固定盘,第二整形固定盘为连接在第二整形固定板的底面,第二整形固定板的底面的中央设有第二整形安装座,第二整形安装座的外壁可转动的套接有第二外整形转盘,第二整形安装座所对应的第二整形固定盘的中央开有第五通孔,第二外整形转盘内环状的开有多个第二曲线形开孔,第二曲线形开孔内可滑动的连接有第二外整形块,第二外整形块呈“7”字形,第二外整形块所对应的第二整形固定盘开有与第二外整形块形状相一致的第三开槽并与第五通孔相导通,第二外整形块为可滑动的卡接在第三开槽内,第二外整形转盘是通过第二外整形驱动电机驱动,从而实现第二外整形块沿着第二曲线形开孔在第五通孔之间伸缩,并且在所对应的第二上下整形驱动电机驱动下驱动第二上整形模具及第二下整形模具相向或相离的移动,以实现同时对定子上下两端的漆包线的外径整形,第二整形安装座内均连接有第二上内径整形头,且相对相互配合的设置,可在其头部锥度的导向作用下,对定子上下两端的漆包线的内径进行二次整形,第二内径整形头的外壁套接有第二端面整形环,第二整形安装架包括第二整形固定板,第二整形固定板上设有第二端面整形驱动气缸及第二内径整形驱动气缸,第二端面整形驱动气缸驱动连接有的第二端面整形压板并带动与之相连接的第二端面整形驱动杆移动,第二端面整形驱动杆为可升降的穿过第二整形安装座并与第二端面整形环相连接,以实现对定子端面的漆包线进行二次整形,第二内径整形驱动气缸驱动第二内径整形压板并带动通过第二内径整形导杆相连接的第二内径整形叉形板升降,第二内径整形压板设在第二整形安装架内,第二内径整形叉形板上设有第二内径整形驱动杆,第二内径整形驱动杆可升降的穿过第二整形安装座并与第二内径整形头相连接,从而可使第二内径整形头能够自动调节伸出距离,保证定子漆包线的内径得到充分的二次整形。
40.与现有技术相比,本发明的优点在于:
41.通过采用上述技术方案,本全自动定子生产线在控制器的控制下实现各驱动部件相互联动及相互运行,定子由人工将定子放置槽绝缘上料滚轴线,经槽绝缘上料滚轴线输送至定子槽绝缘成型工位,以实现将绝缘纸压入定子的槽底子中,然后经第一定子转换转盘的旋转,将定子按顺序先送至绕线嵌线送纸工位,经绕线嵌线送纸工位的绕线、嵌线、槽楔纸压入定子槽盖子内之后,接着送至第一次整形工位,对定子内径、外径及两端面上的漆包线进行整形,整形后再送至第一定子输送带,通过第一定子输送带送至第二定子转换转盘,再经第二定子转换转盘送至绑线机,通过绑线机将定子上的漆包线进行绑线,绑线完成后再经第二定子转换转盘的旋转,送至第二次整形工位,对定子二次整形,二次整形后再通过第二定子输送带进行卸料,从而实现定子的全自动生产,可大大提高了生产效率。
附图说明
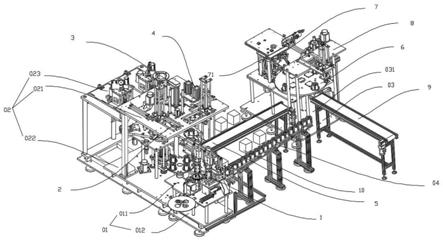
42.图1为本发明全自动定子生产线的整体结构示意图;
43.图2为本发明全自动定子生产线的平面布局;
44.图3为本发明中定子槽绝缘成型工位的结构示意图;
45.图4为本发明中槽绝缘上料滚轴线的结构示意图;
46.图5为本发明中定子横移转移机构及定子检测机构的结构示意图;
47.图6至图9为本发明中定子抓手机构、定子分度机构、槽绝缘送纸机构、槽绝缘成型推纸机构、定子储存转盘及它们各部件的结构示意图;
48.图10至图14为本发明中第一定子转换转盘、第一上料机构及第一下料机构的结构示意图;
49.图15至图18为本发明中绕线嵌线送纸工位各部件的结构示意图;
50.图19为本发明中第一次整形工位的整体结构示意图;
51.图20为本发明中第一上整形模具部分结构剖视图;
52.图21为本发明中第一上外整形盘的爆炸视图;
53.图22为本发明中第一下外整形盘的爆炸视图;
54.图23为本发明中第一定子输送带的结构示意图;
55.图24为本发明中第二定子转换转盘、绑线工位及第二次整形工位的结构示意图;
56.图25至图27为本发明中第二次整形工位中各部件的结构示意图。
57.其中包括:01、机构安装座;011、上顶板;0111、第二开口;0112、枢转板;012、下底板;02、第一机座;021、第二顶板;0211、第一联动柱;0212、定位柱;0213、定位气缸;022、第三顶板;023、第二底板;03、第二机座;031、第三底板;04、槽绝缘上料滚轴线;041、第一支撑架;042、第一底板;0421、阻挡气缸;0422、放料气缸;043、滑道;0431、传输滚轴;0432、输入端;0433、输出端;1、定子槽绝缘成型工位;11、定子横移转移机构;111、横移导轨;1111、横移下滑板;1112、第一导柱;1113、横移上滑板;1114、定子座;1115、垂直升降气缸;112、横移气缸;12、定子检测机构;121、支撑板;1211、第一开口;122、第一顶板;1221、定子高度检测气缸;1222、定子齿槽畅通度检测气缸;123、第二导柱;1231、高度检测板;124、废料推出气缸;125、废料通道;13、定子抓手机构;131、抓手机架;1311、第一连接板;1312、抓手移动导轨;1313、抓手横移滑块;1314、第二连接板;1315、抓手移动气缸;1316、第三连接板;1317、定子抓手固定座;1318、抓手升降导向柱;1319、第四连接板;13110、定子抓手气缸;13111、气动抓手;14、定子分度机构;141、分度安装座;1411、分度齿盘;1412、送纸口;1413、定子固定座;1414、分度驱动电机;1415、分度齿轮;142、成型座;1421、成型腔;15、槽绝缘送纸机构;151、送纸安装座;1511、送纸板;15111、纸距调节杆;15112、第一固定块;15113、送纸导向块;151131、送纸槽;15114、折纸块;151141、折纸通道;15115、送纸齿轮;1512、送纸滚轴;1513、送纸电机;16、槽绝缘成型推纸机构;161、槽绝缘成型推纸电机;162、曲柄连杆;163、成型板;1631、成型导轨;1632、成型滑板;1633、槽绝缘成型顶块;1634、切纸刀具;164、推纸导向杆;1641、推纸块;1642、槽绝缘推杆;17、定子储存转盘;171、小圆盘;1711、定子安装座;172、定子盘驱动电机;2、第一定子转换转盘;21、第一旋转转盘机构;211、第一定子转盘;2111、轴套;2112、定子转盘驱动电机;2113、转盘齿轮;2114、一号工位;2115、二号工位;2116、三号工位;2117、四号工位;2118、护齿盘;21181、定子摆放孔;21182、上盘;211821、第二弧形槽;2118211、外把手;211822、第三弧形槽;2118221、内把手;21183、下盘;21184、护齿盘;211841、导向条;211842、护齿联动盘;2118421、第一弧形槽;211843、护齿滑轨;212、第一升降板;2121、第三导柱;2122、转盘升降气缸;213、第一转轴;22、第一上料机构;23、第一下料机构;241、移动滑板;242、滑板驱动气缸;243、撑爪气缸;2431、撑爪头;244、撑爪升降气缸;245、移动滑轨;246、撑爪升降导柱;247、撑爪升降板;248、撑爪安装板;3、绕线嵌线送纸工位;31、嵌线打纸工位;311、工作台;3111、工装转盘;31111、一号绕线工位;31112、二
号绕线打纸工位;31113、三号嵌线推纸工位;3112、工装台旋转驱动电机;3113、嵌线工装;31131、导轨组件;31132、导条组件;31133、铜推头组件;312、打纸推纸机构;3121、送纸组件;3122、打纸组件;3123、推纸组件;313、定子压板定位机构;3131、定子压板;31311、第三开口;3132、定位器;31321、定位气缸;3133、压板导向杆;3134、导向杆同步带轮;3135、导向杆驱动电机;314、嵌线推纸机构;3141、槽楔纸推杆组件;3142、导条推动组件;3413、铜推头推动组件;32、绕线剪线压线工位;321、一号绕线剪线压线机构;322、二号绕线剪线压线机构;3231、绕线组件;3232、剪线组件;3233、压线组件;4、第一次整形工位;41、第一整形机架;411、第一上下整形滑轨;42、第一上整形模具;421、第一上整形滑板;4211、第一上外整形驱动气缸;422、第一上整形滑块;423、第一上整形升降气缸;424、第一上整形板;425、第一上外整形盘;4251、第一上外整形固定盘;42511、第一通孔;42512、第一开槽;42513、第一上外整形块;42514、第一上外整形收拢爪;4252、第一上外整形转盘;42521、第一上曲线形开孔;4253、第一上外整形底盘;42531、第二通孔;426、第二上整形板;4261、第一上整形导柱;4262、第三通孔;427、第三上整形板;4271、第一上端面整形驱动板;4272、第一上端面整形驱动气缸;428、第一上内径整形模;4281、第一上内径整形固定板;4282、第一上内径整形导向板;42821、第一上端面整形驱动杆;4283、第一上内径整形芯套;4284、第一上端面整形驱动杆;43、第一下整形模具;431、第一下整形滑板;4311、第一下外整形驱动气缸;432、第一下整形滑块;433、第一下整形升降气缸;434、第一下整形板;4341、第一下外整形盘;43411、第一下外整形底盘;434111、第一安装凹口;43412、第一下外整形转盘;434121、第一下曲线形开孔;43413、第一下外整形固定盘;434131、第四通孔;434132、第二开槽;434133、第一下外整形块;43414、第一下内径整形芯棒;434141、第一下端面整形环;434142、第一下端面整形驱动杆;434143、第一下端面整形驱动板;434144、第一下整形导柱;434145、第二下整形板;434146、第一下端面整形驱动气缸;5、第一定子输送带;51、第二支撑架;52、支撑杆;53、传送带;54、传送滚轴;55、滚轴驱动电机;6、第二定子转换转盘;61、第二定子转盘;611、第一工位;612、第二工位;613、第三工位;614、第四工位;62、第二定子转盘驱动电机;7、绑线工位;71、绑线机;8、第二次整形工位;81、第二整形机架;811、第二上下整形滑轨;82、第二上整形模具;83、第二下整形模具;84、第二整形安装板;841、第二外整形盘;8411、第二整形固定板;84111、第二整形安装座;84112、第二外整形转盘;841121、第二曲线形开孔;841122、第二外整形块;84113、第二内径整形头;84114、第二端面整形环;8412、第二整形固定盘;84121、第五通孔;84122、第三开槽;842、第二整形安装架;8421、第二整形固定板;8422、第二端面整形驱动气缸;84221、第二端面整形压板;84222、第二端面整形驱动杆;8423、第二内径整形驱动气缸;84231、第二内径整形压板;84232、第二内径整形导杆;84233、第二内径整形叉形板;84234、第二内径整形驱动杆;9、第二定子输送带;10、人工工位。
具体实施方式
58.如图1至所示图27,本发明公开的全自动定子生产线,包括:
59.槽绝缘上料滚轴线04,槽绝缘上料滚轴线04用于输送需要安装绝缘纸的定子;
60.定子槽绝缘成型工位1,定子槽绝缘成型工位1用于接收槽绝缘上料滚轴线04输送过来的定子并将绝缘纸嵌至定子的槽底子中;
61.第一定子转换转盘2,第一定子转换转盘2包括四个工位,分别为一号工位2114、二号工位2115、三号工位2116及四号工位2117,一号工位2114用于接收由定子槽绝缘成型工位1送来的定子,二号工位2115与嵌线绕线打纸工位相对应以实现对定子的嵌线绕线打纸,三号工位2116与第一次整形工位4相对应以实现对定子的第一次整形,四号工位2117用于存放经嵌线绕线打纸及一次整形后的定子并对其进行卸料;
62.绕线嵌线送纸工位3,绕线嵌线送纸工位3用于绕线,并对嵌好绝缘纸的定子进行嵌线及槽盖子的嵌入;
63.第一次整形工位4,第一次整形工位4用于对绕线嵌线完成后的定子进行第一次整形;
64.第一定子输送带5,第一定子输送带5用于传送完成嵌线绕线及一次整形后的定子,第一定子输送带5的两旁设有人工工位10,人工工位10用于给定子装隔相纸及绑线;
65.第二定子转换转盘6,第二定子转换转盘6用于传送第一定子输送带5送过来的定子,第二定子转换转盘6包括四个工位,分别为第一工位611、第二工位612、第三工位613及第四工位614,第一工位611用来放置由第一定子输送带5送过来的定子,第二工位612对应绑线工位7,第三工位613对应第二次整形工位8,第四工位614用于将经绑线及二次整形的定子进行卸料;
66.绑线工位7,绑线工位7包括绑线机71,绑线机71用于将嵌至定子中的漆包线进行绑线;
67.第二次整形工位8,第二次整形工位8用于将绑好线的定子进行二次整形;
68.第二定子输送带9,第二定子输送带9用于将完成绑线及第二次整形后的定子进行输送,第二定子输送带9与第一定子输送带5结构相同。
69.控制器控制本全自动定子生产线各驱动部件相互联动及相互运行,定子由人工将定子放置槽绝缘上料滚轴线04,经槽绝缘上料滚轴线04输送至定子槽绝缘成型工位1,以实现将绝缘纸压入定子的槽底子中,然后经第一定子转换转盘2的旋转,将定子按顺序先送至绕线嵌线送纸工位3,经绕线嵌线送纸工位3的绕线、嵌线、槽楔纸压入定子槽盖子内之后,接着送至第一次整形工位4,对定子内径、外径及两端面上的漆包线进行整形,整形后再送至第一定子输送带5,通过第一定子输送带5送至第二定子转换转盘6,再经第二定子转换转盘6送至绑线机71,通过绑线机71将定子上的漆包线进行绑线,绑线完成后再经第二定子转换转盘6的旋转,送至第二次整形工位8,对定子二次整形,二次整形后再通过第二定子输送带9进行卸料,从而实现定子的全自动生产,可大大提高了生产效率。
70.槽绝缘上料滚轴线04包括第一支撑架041、第一底板042及两条滑道043,第一底板042设置在第一支撑架041上,两条滑道043为对称的设在第一底板042上,两条滑道043之间设有传输滚轴0431,输出端0433的传输滚轴0431为断开设计,从而露出第一底板042,并在输出端0433的第一底板042上设有阻挡气缸0421及放料气缸0422,整个槽绝缘上料滚轴线04呈倾斜设计,输入端0432高,输出端0433低,定子由输入端0432放入,在斜度的作用下,滑至输出端0433,输出端0433为连接在定子检测机构12,并且在阻挡气缸0421的作用下限制定子的输送量,放料气缸0422会根据定子的加工速度,自动放料,以实现本全自动定子生产线的持续运行,提高加工效率。
71.定子由槽绝缘上料滚轴线04放入,然后经定子横移转移机构11的输送,送至定子
检测机构12,然后定子检测机构12检测定子的高度及定子齿槽是否通过,从而提前对定子进行检测,排除不合格产品,定子检测后经定子抓手机构13将检测后的定子在定子横移转移机构11送出后抓至定子分度机构14,定子分度机构14可实现对定子所处位置的转动,并在槽绝缘送纸机构15、槽绝缘成型推纸机构16的作用下,将绝缘纸嵌入定子的各个槽底子中,并在定子抓手机构13的抓取下,将定子暂存至定子储存转盘17上,从而实现槽绝缘成型的自动化处理,效率高。
72.机构安转座包括上顶板011及下底板012,定子横移转移机构11设于上顶板011上,定子横移转移机构11的横移下滑板1111可滑动设于横移导轨111,并通过横移气缸112驱动,从而带动通过第一导柱1112设在横移下滑板1111上的横移上滑板1113移动,横移下滑板1111上设有的垂直升降气缸1115,从而实现横移上滑板1113的升降,横移上滑板1113上设有定子座1114,定子座1114可在横移气缸112及垂直升降气缸1115的驱动下拖动放置在槽绝缘上料滚轴线04输出端0433的定子并将其进行输送,输送方便,并且定子座1114数量为两个,可同时拖动两个定子,以实现一个定子送进定子检测机构12检测,检测完毕后送出定子检测机构12,随即同步的将另一个定子送进定子检测机构12检测,从而提高定子输送及检测的效率。
73.定子检测机构12固定于上顶板011并处于定子横移转移机构11上方,横移转移机构的横移上滑板1113可上下前后移动的设在定子检测机构12支撑板121面向两条滑道043超出部分的那一面开有的第一开口1211内,支撑板121上设有四根第二导柱123,第一顶板122为固定在第二导柱123,第一顶板122上设有定子高度检测气缸1221及定子齿槽畅通度检测气缸1222,定子高度检测气缸1221驱动四根第二导柱123上的高度检测板1231升降,以对定子座1114内的定子进行高度测量,定子齿槽畅通度检测气缸1222驱动检测头检测定子齿槽的通过率,通过提前检测以实现提高定子生产质量,剔除不合格产品,并且检测出不合格的产品会在支撑板121上纵向设有的废料推出气缸124的推动下,将定子座1114内的定子从废料通道125推出,自动化高。
74.定子抓手机构13设在上顶板011并且与横移转移机构相垂直设置,定子抓手机构13包括抓手机架131,抓手机架131内的第一连接板1311上设有抓手移动导轨1312,第二连接板1314通过抓手横移滑块1313可滑动的设在抓手移动导轨1312上,第二连接板1314上连接有的第三连接板1316,抓手移动导轨1312之间的第一连接板1311上连接有抓手移动气缸1315,抓手移动气缸1315驱动第三连接板1316从而带动第二连接板1314纵向移动,从而带动设在第二连接板1314上设有的两个定子抓手固定座1317纵向移动,两个定子抓手固定座1317上均设有可升降的抓手升降导向柱1318,抓手升降导向柱1318的底端连接有第四连接板1319并置于定子抓手固定座1317的下方,第四连接板1319通过定子抓手固定座1317上设有的定子抓手气缸13110驱动升降,从而实现第四连接板1319上设有的气动抓手13111的移动及升降,以实现检测完的定子在横移转移机构送出后,在气动抓手13111的抓取下,送至定子分度机构14并对定子进行绝缘纸的嵌入,并且该气动抓手13111为两个,可同时抓取定子分度机构14上的定子及定子座1114上的定子,实现定子的存放及定子的绝缘纸压入。
75.定子在气动抓手13111的抓取下放置在定子分度机构14的定子固定座1413内,分度安装座141的顶面可旋转的设有分度齿盘1411,定子固定座1413为设在分度齿盘1411的中央,分度齿盘1411在分度安装座141内设有的分度驱动电机1414上套接有的分度齿轮
1415的带动下,对定子进行旋转,由于定子内设有多道齿槽,因此旋转定子,可对不同齿槽进行打纸。
76.分度齿盘1411的下方设有成型座142,成型座142内设有成型腔1421,成型腔1421与分度齿盘1411上环形开有的多个送纸口1412中的一个送纸口1412相对应,槽绝缘送纸机构15、槽绝缘成型推纸机构16分别与成型座142垂直对应且均设在上顶板011上,绝缘纸从槽绝缘送纸机构15送纸安装座151的两块送纸导向块15113面向送纸板1511的端面均开有的送纸槽151131内送入,经由送纸槽151131输出端0433相对应设有的折纸块15114内的折纸通道151141,并在折纸块15114输出端0433送纸滚轴1512转动的带动下,最终将绝缘纸送至成型腔1421前,从而实现绝缘纸的自动输送及自动折边,使绝缘纸满足定子槽底子的形状,为后续绝缘纸成型及推纸做提前准备,并且送纸板1511的端面设有纸距调节杆15111,纸距调节杆15111通过上下两块第一固定块15112固定在送纸板1511的端面上,两块送纸导向块15113为可调节距离的设在两块第一固定块15112之间,从而适用不同尺寸绝缘纸的输送。
77.槽绝缘成型推纸机构16包括槽绝缘成型推纸电机161、曲柄连杆162、成型板163及推纸导向杆164,推纸导向杆164设于上顶板011与下底板012之间,推纸导向杆164上可升降的连接有推纸块1641,推纸块1641上设有槽绝缘推杆1642,而成型板163设于上顶板011且与成型座142横向垂直的设置,成型板163上设有成型导轨1631,成型导轨1631上可滑动的连接有成型滑板1632,成型滑板1632上连接有槽绝缘成型顶块1633,槽绝缘成型顶块1633对应成型腔1421并可滑动的嵌进成型腔1421内,并且槽绝缘成型顶块1633上还设有切纸刀具1634,推纸块1641及成型板163均由下底板012上设有的槽绝缘成型推纸电机161在曲柄连杆162的带动下同步实现运动,从而实现槽绝缘成型顶块1633将成型腔1421前的绝缘纸压入成型腔1421内,并在切纸刀具1634的切割下将绝缘纸切断,然后槽绝缘推杆1642沿着成型腔1421推动绝缘纸并将其送入定子的槽底子中,从而实现绝缘纸的自动成型及推纸。
78.定子储存转盘17包括小圆盘171及定子盘驱动电机172,小圆盘171通过定子盘驱动电机172设于上顶板011,小圆盘171上设有定子安装座1711,定子可在气动抓手13111的抓取下沿着抓手移动导轨1312在定子横移转移机构11、定子分度机构14及定子储存转盘17之间同步抓取,嵌好绝缘纸的定子在气动抓手13111的抓取下放置在定子储存转盘17的小圆盘171上,小圆盘171由定子盘驱动电机172驱动,并且小圆盘171上设有多个定子安装座1711,可对多个定子进行储存,方便协调定子生产线整体的加工速度,不管是对前面的绝缘纸嵌入步骤还是对之后的嵌线绕线整形都有承前启后过度的作用。
79.第一定子转换转盘2设于第一机座02的第二顶板021及第二底板023之间,第一定子转换转盘2包括第一旋转转盘机构21、第一上料机构22及第一下料机构23,第一旋转转盘机构21的第一定子转盘211通过轴套2111可升降还可旋转的绕着第一转轴213运动,第一升降板212通过四根第三导柱2121可升降的连接于第二顶板021且套接在第一转轴213上,轴套2111与第一升降板212相连接,并在第一升降板212上设有的定子转盘驱动电机2112的驱动下驱动轴套2111外壁设有的转盘齿轮2113转动从而带动第一定子转盘211转动,第一升降板212通过第二顶板021上设有的转盘升降气缸2122驱动,第一定子转盘211上设有一号工位2114、二号工位2115、三号工位2116及四号工位2117,均设有护齿盘21184,第一上料机构22设于一号工位2114对应的第二顶板021上,第一下料机构23设于四号工位2117对应的
第二顶板021上,第一上料机构22用于抓取放置在定子储存转盘17上的定子并放置在一号工位2114的护齿盘21184上,第一下料机构23用于抓取经一次整形工位整形后移至四号工位2117的定子并放置在第一定子输送带5上,第一上料机构22包括移动滑板241、滑板驱动气缸242、撑爪气缸243及驱动撑爪气缸243升降的撑爪升降气缸244,移动滑板241可滑动设于第二顶板021顶面设有的移动滑轨245上,并通过滑板驱动气缸242驱动,撑爪升降气缸244设于移动滑板241,移动滑板241上还设有四根撑爪升降导柱246,撑爪升降导柱246上从上往下依次设有撑爪升降板247及撑爪安装板248,撑爪升降气缸244驱动撑爪升降板247升降,从而带动撑爪安装板248上撑爪气缸243升降,撑爪气缸243上设有撑爪头2431,可在撑爪气缸243的驱动下撑起以抓取定子储存转盘17上的定子,从而实现将定子储存转盘17上定子送至下一道工序。
80.护齿盘21184的中心开有定子摆放孔21181,定子为放置在定子摆放孔21181内,护齿盘21184的上盘21182及下盘21183之间设有护齿机构,护齿机构用于保护高度超过定子端面的绝缘纸,以免在嵌线、槽楔纸压入时将绝缘纸碰伤,护齿机构包括导向条211841及护齿联动盘211842,导向条211841为环形的连接在下盘21183的上端面,导向条211841与导向条211841之间设有护齿滑轨211843,护齿滑轨211843内均设有护齿,护齿联动盘211842设于导向条211841的上端面并可转动的与护齿发生联动,使护齿可在护齿滑轨211843内伸缩,护齿联动盘211842通过上盘21182上开有相对称的第二弧形槽211821及第三弧形槽211822内分别对应设有的外把手2118211及内把手2118221联动,外把手2118211先触碰第二顶板021上所对应设有的第一联动柱0211,从而实现护齿联动盘211842中的护齿关闭,以护住绝缘纸,然后转至内把手2118221所对应的第二顶板021上设有定位柱0212,在定位柱0212的作用下是护齿恢复打开,并且该定位柱0212在定位气缸31321的驱动下可对第一定子转盘211进行定位,方便对定子的嵌线绕线整形,并且结合着第一定子转盘211的可升降功能,可自动实现调节,操作方便。
81.绕线嵌线送纸工位3包括嵌线打纸工位31及绕线剪线压线工位32,嵌线打纸工位31设于第二底板023上,绕线剪线压线工位32设于第三顶板022上,嵌线打纸工位31包括工作台311,工作台311上设有工装转盘3111,工装转盘3111由工装台旋转驱动电机3112驱动,工装转盘3111内设有一号绕线工位31111、二号绕线打纸工位31112、三号嵌线推纸工位31113,均设有嵌线工装3113,绕线剪线压线工位32分为一号绕线剪线压线机构321及二号绕线剪线压线机构322且结构相同,一号绕线工位31111对应一号绕线剪线压线机构321,二号绕线打纸工位31112对应二号绕线剪线压线机构322,二号绕线打纸工位31112对应的第二底板023上还设有打纸推纸机构312,三号嵌线推纸工位31113对应二号工位2115,二号工位2115对应的第二顶板021上设有定子压板3131定位机构313,三号嵌线推纸工位31113对应的第二底板023上设有嵌线推纸机构314,工装转盘3111转动,一号绕线剪线压线机构321通过绕线组件3231、剪线组件3232及压线组件3233对一号绕线工位31111上的嵌线工装3113进行一号线圈的绕制,并实现勾线、剪线、夹过桥线的动作,在绕制后移至二号绕线剪线压线机构322绕制二号线圈,同时打纸推纸机构312通过送纸组件3121、打纸组件3122及推纸组件3123实现槽楔纸的送纸、打纸及推纸,并将槽楔纸送至嵌线工装3113的导轨组件31131内,绕制好二号线圈及嵌好槽楔纸后,通过工装转盘3111送至三号嵌线推纸工位31113,并通过槽楔纸推杆组件3141将导轨组件31131内的槽楔纸推至定子的槽盖子中,通
过导条推动组件3142推动导条组件31132以护住定子齿槽,通过铜推头推动组件3413推动铜推头组件31133并将嵌至在嵌线工装3113内的漆包线推至定子的槽中,并且在嵌线推纸过程中,定子压板3131通过压板导向杆3133,在第二顶板021上设有的导向杆驱动电机3135驱动下,通过定子压板3131上开有第三开口31311压在放置在二号工位2115上护齿盘21184上的定子,以实现定子的牢牢固定,并且定位器3132通过定位气缸31321辅助铜推头组件31133将漆包线嵌至定子中,以此实现对定子的自动化绕线、嵌线、槽盖子的压入。
82.第一次整形工位4包括第一整形机架41、第一上整形模具42及第一下整形模具43,第一整形机架41设于第二顶板021与第二底板023之间,第一整形机架41上设有第一上下整形滑轨411,第一上整形模具42的第一上整形滑板421通过第一上整形滑块422可滑动的设在第一上下整形滑轨411的上段,第一下整形模具43的第一下整形滑板431通过第一下整形滑块432可滑动的设在第一上下整形滑轨411的下段,并处于三号工位2116的上下两端,以对放置在三号工位2116护齿盘21184上的定子进行整形,第一上整形滑板421通过第一上整形升降气缸423驱动与第一上整形滑板421相连接的第一上整形板424升降,第一上整形板424上设有第一上外整形盘425,第一上外整形盘425用于对定子上端面漆包线的外径进行整形,是由第一上外整形固定盘4251、第一上外整形转盘4252、第一上外整形底盘4253构成,第一上外整形固定盘4251连接于第一上整形板424底面,第一上外整形转盘4252可转动的套于第一上外整形固定盘4251底面凸出部位的凹槽内,第一上外整形转盘4252由第一上整形滑板421上设有第一上外整形驱动气缸4211驱动,第一上外整形底盘4253连接于第一上外整形固定盘4251凸出部位的底面,第一上外整形转盘4252内环状的开有多个第一上曲线形开孔42521,第一上曲线形开孔42521内可滑动的连接有第一上外整形块42513,第一上外整形块42513为可内外伸缩的设于第一上外整形固定盘4251内开有的多个第一开槽42512内,第一开槽42512为开于第一上外整形固定盘4251中央开有的第一通孔42511的内壁上且与第一上外整形固定盘4251底面相导通,第一上外整形块42513的底面连接有第一上外整形收拢爪42514,因此在第一上外整形驱动气缸4211驱动下,带动第一上外整形转盘4252转动,从而使第一上外整形块42513沿着第一上曲线形开孔42521在第一开槽42512内伸缩,并压在漆包线的外径上,并且在第一上整形升降气缸423驱动下,使得该第一上外整形盘425升降,从而对三号工位2116上的定子的上端面的漆包线的外径进行整形,使定子上端面漆包线的结构更加紧凑,第一上整形板424的上端还设有第二上整形板426、第三上整形板427,均通过第一上整形导柱4261设在第一上整形板424的顶面,第二上整形板426处于第三上整形板427与第一上整形板424之间,第二上整形板426上开有第三通孔4262,第三通孔4262内设有第一上内径整形模428,第一上内径整形模428包括第一上内径整形固定板4281、第一上内径整形导向板4282、第一上内径整形芯套4283、第一上端面整形环,第一上内径整形固定板4281固定于第二上整形板426的底面,第一上内径整形导向板4282固定于第一上内径整形固定板4281的底面,第一上内径整形芯套4283设于第一上内径整形导向板4282的底面,该第一上内径整形芯套4283的头端设有锥度,因此在第一上整形升降气缸423驱动下,带动该第一上内径整形芯套4283插接进定子漆包线的内径中心,在锥度变换到无锥度时,将定子内的漆包线的内径撑开,并与第一上外整形块42513相对应,从而实现对定子上端面内径外径的同时整形,结构更加紧凑,也更具美观,第一上端面整形环可移动的套接于第一上内径整形芯套4283的外壁,第一上内径整形导向板4282内可升降的穿有第一上
端面整形驱动杆4284,第一上端面整形驱动杆4284一端连接于第一上端面整形环,另一端连接于与第三上整形板427相连接的第一上端面整形驱动板4271,第一上端面整形驱动板4271通过第三上整形板427上设有的第一上端面整形驱动气缸4272驱动,从而推动第一上端面整形环对定子上端面的漆包线进行整形,第一下外整形盘4341包括第一下外整形底盘43411、第一下外整形转盘43412、第一下外整形固定盘43413,第一下外整形底盘43411设于第一下整形板434的顶面,第一下外整形转盘43412可转动的设于第一下外整形底盘43411内并由第一下整形滑板431上设有的第一下外整形驱动气缸4311驱动,第一下外整形转盘43412上环状的开有多个第一下曲线形开孔434121,第一下曲线形开孔434121内均可滑动连接有第一下外整形块434133,第一下外整形块434133设于固定于第一下外整形底盘43411上的第一下外整形固定盘43413内,第一下外整形固定盘43413的中央开有第四通孔434131,第四通孔434131的内壁环状的开有多个第二开槽434132,第二开槽434132与第一下外整形固定盘43413的上下两端面相导通,第一下外整形块434133可在第二开槽434132内向着第四通孔434131伸缩,从而在第一下外整形驱动气缸4311及第一下外整形驱动气缸4311驱动相互联动下,对定子下端面的漆包线的外径进行整形,第一下外整形块434133之间设有第一下内径整形芯棒43414并设于第一下外整形底盘43411中央设有的第一安装凹口434111内,第一下内径整形芯棒43414的头端设有锥度,可从定子下端面插接进定子,对定子的漆包线的内径进行整形,并与第一上整形模具42上的第一上内径整形芯套4283相配合,从而实现对定子漆包线的内径进行整形,第一下内径整形芯棒43414的外壁上套接有第一下端面整形环434141,第一安装凹口434111内可升降的穿接有第一下端面整形驱动杆434142,第一下端面整形驱动杆434142一端连接于第一下端面整形环434141,另一端连接有第一下端面整形驱动板434143,第一下整形板434的底面通过设有的第一下整形导柱434144连接有第二下整形板434145,第一下端面整形驱动板434143升降由第二下整形板434145上设有第一下端面整形驱动气缸434146驱动,从而实现对定子下端面的漆包线进行整形。
83.第一定子输送带5由第二支撑架51、两根支撑杆52、传送带53、传送滚轴54及滚轴驱动电机55构成,两根支撑杆52对称的设于第二支撑架51的顶部,传送滚轴54设于两根支撑杆52之间,传送带53为绕制在传送滚轴54上,并由设于支撑杆52的滚轴驱动电机55驱动传送滚轴54从而带动传送带53运动,该第一定子输送带5用于放置并传送由第一下料机构23从四号工位2117抓取的定子,从而实现通过第一定子输送带5将第一机座02内的定子送至第二机座03,以实现进一步的工序,自动化程度高。
84.第二机座03包括第三底板031,第二定子转换转盘6、绑线机71及第二次整形工位8均设在第三底板031上,第二机座03上设有第二下料机构,定子为手动放置在第二定子转盘61的第一工位611上,第二下料机构61与第二定子转盘的第四工位614相对应,通过第二定子转盘驱动电机62驱动第二定子转盘61转动,使定子送至与第二工位612相对应的绑线机71进行绑线,绑线后送至与第三工位613相对应的第二次整形工位8进行二次整形,二次整形后再通过第二下料机构将定子送至第二定子输送带9,从而实现对定子的绑线、二次整形及卸料,提高工作效率。
85.第二次整形工位8包括第二整形机架81、第二上整形模具82及第二下整形模具83,第二上整形模具82及第二下整形模具83相向或相离的可滑动的设在第二整形机架81的上
设有的第二上下整形滑轨811上,第二下整形模具83与第二上整形模具82结构相同,呈反向设置,用于对第三工位613上的定子进行二次整形,第二上整形模具82及第二下整形模具83均包括第二整形安装板84,第二整形安装板84的顶面设有第二整形安装架842,第二外整形盘841包括第二整形固定板8421及第二整形固定盘8412,第二整形固定盘8412为连接在第二整形固定板8421的底面,第二整形固定板8421的底面的中央设有第二整形安装座84111,第二整形安装座84111的外壁可转动的套接有第二外整形转盘84112,第二整形安装座84111所对应的第二整形固定盘8412的中央开有第五通孔84121,第二外整形转盘84112内环状的开有多个第二曲线形开孔841121,第二曲线形开孔841121内可滑动的连接有第二外整形块841122,第二外整形块841122呈“7”字形,第二外整形块841122所对应的第二整形固定盘8412开有与第二外整形块841122形状相一致的第三开槽84122并与第五通孔84121相导通,第二外整形块841122为可滑动的卡接在第三开槽84122内,第二外整形转盘84112是通过第二外整形驱动电机驱动,从而实现第二外整形块841122沿着第二曲线形开孔841121在第五通孔84121之间伸缩,并且在所对应的第二上下整形驱动电机驱动下驱动第二上整形模具82及第二下整形模具83相向或相离的移动,以实现同时对定子上下两端的漆包线的外径整形,第二整形安装座84111内均连接有第二上内径整形头,且相对相互配合的设置,可在其头部锥度的导向作用下,对定子上下两端的漆包线的内径进行二次整形,第二内径整形头84113的外壁套接有第二端面整形环84114,第二整形安装架842包括第二整形固定板8421,第二整形固定板8421上设有第二端面整形驱动气缸8422及第二内径整形驱动气缸8423,第二端面整形驱动气缸8422驱动连接有的第二端面整形压板84221并带动与之相连接的第二端面整形驱动杆84222移动,第二端面整形驱动杆84222为可升降的穿过第二整形安装座84111并与第二端面整形环84114相连接,以实现对定子端面的漆包线进行二次整形,第二内径整形驱动气缸8423驱动第二内径整形压板84231并带动通过第二内径整形导杆84232相连接的第二内径整形叉形板84233升降,第二内径整形压板84231设在第二整形安装架842内,第二内径整形叉形板84233上设有第二内径整形驱动杆84234,第二内径整形驱动杆84234可升降的穿过第二整形安装座84111并与第二内径整形头84113相连接,从而可使第二内径整形头84113能够自动调节伸出距离,保证定子漆包线的内径得到充分的二次整形。
86.本实施例的实施原理为:本全自动定子生产线在控制器的控制下控制各驱动部件相互联动,定子先由槽绝缘上料滚轴线04输入端0432放入,在斜度的作用下,滑至输出端0433,输出端0433为连接在定子检测机构12,并且在阻挡气缸0421的作用下限制定子的输送量,放料气缸0422会根据定子的加工速度,自动放料,输出端0433的定子由定子横移转移机构11送进定子检测机构12检测,定子检测机构12对定子的高度及齿槽的通过率进行检测,检测合格在定子横移转移机构11的输送下送出,不合格则在废料推出气缸124的推动下,将定子座1114内的定子从废料通道125推出,定子横移转移机构11可同时拖动两个定子,实现检测与定子送进定子检测机构12或检测与送出定子检测机构12的同步操作,然后定子经定子抓手机构13抓取,放于定子分度机构14,在槽绝缘送纸机构15和槽绝缘成型推纸机构16的作用下将绝缘纸推进定子的槽底子中,并在分度机构的控制下,控制定子旋转,使定子内的各槽底子均嵌入绝缘纸,然后再经定子抓手机构13抓至定子储存转盘17,该定子抓手机构13可同时抓取两个定子,可将定子分度机构14上的定子抓取至定子储存转盘17
时,同时抓取定子横移转移机构11上的定子放于定子分度机构14上,定子储存转盘17上的定子经第一机座02上设有的第一上料机构22的抓取,放置在第一旋转转盘机构21的第一定子转盘211的一号工位2114的护齿盘21184上,护齿盘21184可对定子下端面凸出的绝缘纸进行保护以避免嵌线时绝缘纸损坏,第一定子转盘211在定子转盘驱动电机2112的驱动下,将一号工位2114的定子送至二号工位2115,并在第二底板023上的嵌线打纸工位31及第三顶板022上的绕线剪线压线工位32的作用下对定子进行绕线、嵌线、槽盖子的嵌入,然后将定子送至三号工位2116,在第一次整形工位4的整形下,对定子内径、外径及上下两端面的漆包线进行整形,一次整形后送至四号工位2117,再经第二顶板021上的第一下料机构23抓取,放在第一定子输送带5上,经第一定子输送带5的输送送至第二机座03,该第一定子输送带5上还设有人工位,可对定子进行隔相纸的安装,并且由人工抓取定子放置第二定子转换转盘6的第一工位611,然后第二定子转换转盘6将定子送至绑线机71,从而对定子进行绑线,绑线完成后再送至第二次整形工位8,以实现对定子的二次整形,二次整形后再由第二下料机构的抓取送至到第二定子输送带9上,以此实现定子的全自动生产。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1