一种激光加工脆性材料多焦点裂片装置及其方法
1.本发明涉及超快激光冷裂片技术领域,特别涉及一种激光加工脆性材料多焦点裂片装置及其方法。
背景技术:
2.碳化硅作为第三代宽禁带材料,具有优良的热力学和电化学性能。在热力学方面,碳化硅有着良好的热导率(3.7w/k.cm),在常压下不能被熔化。碳化硅也是最硬的物质之一,莫氏硬度为9.3-9.5。在电化学方面,碳化硅不仅具有宽的禁带和高的击穿电场,而且耐腐蚀性也较强,在常温下免疫目前已知的所有腐蚀。由于碳化硅的许多优势,奠定了碳化硅在单晶材料、外延材料、功率元件和高功率模块的快速开发。但是碳化硅作为脆性材料,坚硬、易碎,而且随着晶圆的薄化和直径的增加,晶片的抗压抗拉强度变得越来越弱,并且对外部机械力更加敏感,这些特性使得碳化硅的切割称为难题。
3.目前比较成熟的切割碳化硅的方法是使用金刚线进行切割或浆料的线锯工艺完成。但是这两种切割是线接触切割,因此会产生一系列问题,如碎屑、分层、碎裂和加热等。此外,金刚线的划片速度较慢、切割成本较高、切割产生的切缝宽度较宽,切割损失严重约为50%;切割片表面损伤层较深,而且有不同程度的线痕,消除所有这些缺陷需要昂贵的后续过程,如研磨、机械抛光、化学抛光等。另外,微电子元件在碳化硅晶片上工作时,由于4h-sic较难刻蚀,则可能需要去除多余的材料,从而导致材料的进一步损失和制造成本的增加。此时对于碳化硅横向切割需要一种新技术。相比机械方法,激光加工具有许多优势,如加工过程中没有机械应力、无接触等优势,可以实现高质量和高精度的加工,适合加工坚硬的脆性材料。
4.激光冷裂技术是一种新型的硬脆材料加工技术,超快激光冷裂技术是由超快激光器经过一系列光学系统,将激光聚焦在脆性透明材料的内部,基于多光子效应、雪崩电离效应和热分解等,短时间内在材料内部形成改质层,改质层主要是由硅相和碳相组成,后续在改质层上表面附着聚合物,急速降温等处理,在材料内部形成裂纹层,最后得到超薄的晶圆。在此过程中,激光对材料的改质尤为重要,传统单焦点加工限制了对材料改质的效率,且每次改质后再次需要对材料表面研磨、抛光等工序,大大降低了改质效率,限制了超快激光冷裂技术的优点。
技术实现要素:
5.本发明的主要目的是提供一种激光加工脆性材料多焦点裂片装置及其方法,旨在改善现有技术中,加工效率低的技术问题。
6.为实现上述目的,本发明提供一种激光加工脆性材料多焦点裂片装置,包括:
7.激光器,用以发射激光;
8.光束扩束准直系统,设于激光传输的光路上,所述光束扩束准直系统用以对所述激光器发出的激光进行扩束;
9.衍射元件,用以使激光产生多个衍射级次;以及,
10.光束聚焦系统,用以对激光进行聚焦,以使得激光在脆性材料的纵向位置上会形成多焦点。
11.可选地,所述激光加工脆性材料多焦点裂片装置还包括高频振荡器和滤光片,所述滤光片位于所述光束聚焦系统的下方,所述高频振荡器与所述滤光片驱动连接。
12.可选地,所述激光加工脆性材料多焦点裂片装置还包括吸附台,所述吸附台位于所述光束聚焦系统的下方,所述吸附台用于固定脆性材料。
13.可选地,所述激光加工脆性材料多焦点裂片装置还包括驱动系统,所述驱动系统包括控制器和滑台,所述吸附台设于所述滑台上,所述控制器与所述滑台电连接,所述控制器控制所述滑台沿多个方向运动。
14.可选地,所述激光加工脆性材料多焦点裂片装置还包括成像系统和照明系统,所述照明系统产生的光照射在脆性材料上,并经过在脆性材料表面的反射进入成像系统。
15.可选地,所述激光器的类型包括皮秒激光器、亚皮秒激光器、飞秒激光器以及亚飞秒激光器,所述光束聚焦系统包括单个聚焦透镜、聚焦透镜组和显微加工物镜。
16.可选地,所述滤光片的形状为圆形,所述滤光片的直径为d,且所述滤光片直径d满足如下关系式:
17.d=2(h+d)tan[arcsin(na)]
[0018]
其中,na表示光束聚焦系统的数值孔径,h表示所述滤光片距离脆性材料表面的距离,d表示第一个聚焦点距离脆性材料表面的距离。
[0019]
此外,为了实现上述目的,本发明还提供了一种激光加工脆性材料多焦点裂片方法,包括如下方法步骤:
[0020]
对激光器的激光进行扩束准直;
[0021]
对扩束准直后的激光进行反射;
[0022]
对反射后的激光进行衍射;
[0023]
对衍射后的激光进行聚焦,以在脆性材料的纵向位置上会形成多焦点。
[0024]
可选地,所述对衍射后的激光进行聚焦,以在脆性材料的纵向位置上会形成多焦点的步骤包括:
[0025]
控制滤光片上下振动,以使得第三聚焦点c先聚焦;
[0026]
控制滑台移动一定距离,以使得第二聚焦点b再聚焦;
[0027]
控制所述滑台再移动一定距离,以使得第一聚焦点a再聚焦。
[0028]
可选地,所述激光加工脆性材料多焦点裂片方法还包括如下步骤:
[0029]
将改质的部分在表面依次附着聚合物通过急速冷却来达到分离,把所有改质层分离后,再次进行多焦点加工。
[0030]
本发明提供的激光加工脆性材料多焦点裂片装置及其方法,针对碳化硅、氮化镓、金刚石以及iv族元素、iii和v、ii和vi族元素组成的材料,在超快激光经过将超快激光器的激光扩束准直后,经过衍射光学元件和聚焦透镜,在材料的纵向位置上会形成多焦点,通过控制衍射元件的刻蚀级次来决定焦点的个数,通过控制不经过衍射元件的有效焦距和经过衍射元件后的有效焦距来控制多焦点之间的间隔;在材料纵向位置上形成的多焦点,控制高频振荡器连接的滤光片上下振动,实现在材料内焦点的先后聚焦顺序,通过移动滑台进
行扫描加工,会在材料内部形成同时形成多个改质层。此方法在激光一次照射就可形成多个改质层,改质层一次产生的个数取决于焦点的个数,一般情况下,焦点的个数为2~3个,这对于加工效率的提升为2~3倍。
附图说明
[0031]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
[0032]
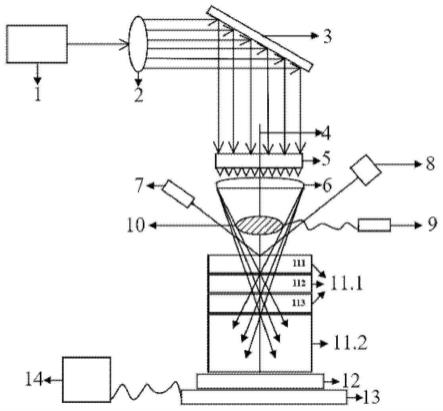
图1为本发明提供的激光加工脆性材料多焦点裂片装置一实施例的结构示意图;
[0033]
图2为图1中衍射光学元件和聚焦透镜的示意图;
[0034]
图3为图1中高频振荡滤光片与多焦点内部改质脆性材料的示意图。
[0035]
附图标号说明:
[0036][0037][0038]
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
[0039]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0040]
需要说明,若本发明实施例中有涉及方向性指示,则该方向性指示仅用于解释在
某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0041]
另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。还有就是,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
[0042]
参见图1-图3,本发明公开了一种激光加工脆性材料多焦点裂片装置。具体内容如下:
[0043]
激光加工脆性材料多焦点裂片装置主要包括激光器1、光束扩束准直系统2、反射镜3、衍射元件5、光束聚焦系统6、照明系统7、成像系统8、吸附台12以及驱动系统。
[0044]
进一步地,激光器1主要包括皮秒激光器、亚皮秒激光器、飞秒激光器和亚飞秒激光器,为加工脆性材料提供光源,能够提供足够高峰值功率。
[0045]
进一步地,光束扩束准直系统2位于激光器1空间光的输出路径上,光束扩束准直系统2主要使得激光器1光束进行扩束,然后把光束进行准直,扩束和准直后的光束面积在进入衍射元件和聚焦透镜时占衍射元件5和聚焦透镜95%以上。
[0046]
进一步地,反射镜3主要为了反射光束,进行光束转向,能够使得位于激光扩束准直系统2的光束顺利进入衍射元件5,反射镜3主要包括45
°
反射镜、0
°
反射镜和tfp等,晶片的反射薄膜需要根据激光器1的波长进行镀膜。
[0047]
进一步地,衍射元件5分为一级衍射、二级衍射和多级衍射,并且通过刻蚀级次来决定焦点的个数。对于二级刻蚀衍射光学元件,由于物理限制,对于双焦点和多焦点,功率效率在75%~85%之间变化。通过控制不经过衍射元件的有效焦距和经过衍射元件后的有效焦距来控制多焦点之间的间隔。衍射元件5中心位置与光轴4重合,该元件需要根据焦点的个数以及焦点间的间距进行特殊定制。
[0048]
进一步地,如图3中第一改质层11
′
、第二改质层11
″
和第三改质层11
″′
,光束聚焦系统6包括单个聚焦透镜、聚焦透镜组和显微加工物镜,透镜均采用消球差、na>0.45、非球面透镜,目的是可以实现小焦深和小的焦点,焦点的直径小于5μm,可以在小范围内加工脆性材料,从而形成小的损伤层。
[0049]
进一步地,滤光片10的材质由激光器1的波长决定,选择能够完全吸收其波长的材料;滤光片10的形状为圆形;滤光片10的大小由光束聚焦系统6决定,能够完全遮挡第一聚焦点a和第二聚焦点b时所对应的光斑面积,其大小的具体计算方式为根据光束聚焦系统6的数值孔径na、距离脆性材料11表面的距离h以及第一聚焦点a距离脆性材料11表面的距离d,则滤光片的直径d=2(h+d)tan[arcsin(na)]。高频振荡器9的振荡的级次为2级振荡,振荡的频率与上述激光器1最后选用的激光频率一致,其振荡的幅度为光束聚焦系统6聚焦时在内部焦点的间隔。
[0050]
将滤光片10连接高频振荡器9,可以上下振动,从而实现在材料内最下面焦点(也即第三聚焦点c)先聚焦,在滑台13移动一定距离后,移动的距离为聚焦系统6聚焦后焦点的
大小,中间的焦点(也即第二聚焦点b)再聚焦,最后是滑台13再移动一定距离后,距离表面最近的焦点(也即第一聚焦点a)再聚焦,这样严格控制焦点的先后聚焦顺序,目的是为了避免3个焦点同时聚焦时,距离表面最近焦点处的高能量激光已经将材料碳化,后续的激光不能够穿透材料顺利到达第二聚焦点以及第三聚焦点c的位置处。
[0051]
进一步地,照明系统7主要是为了给成像系统8提供照明,波长选择是照明系统7能够吸收的。成像系统8主要是为了监视加工过程中表面损伤和聚焦深度的确定。
[0052]
进一步地,吸附台12主要包括陶瓷真空吸附台,目的是为了把脆性材料11吸附在真空吸附台上,保证材料不易碎裂。
[0053]
进一步地,驱动系统包括滑台13和控制器14,由于超快激光加工脆性材料11属于超精密加工,且焦点的直径小于5μm,因此驱动系统选择控制精度至少为微米级、甚至是纳米级,主要包含x、y、z方向平移的滑台13,其中x、y方向的平移是用来控制脆性材料11的扫描方向和扫描间距;z方向的平移是用来控制多焦点聚焦的深度。控制器14包含自主编程控制器和电脑控制器,主要为了控制x、y和z三个方向的移动,x、y轴需要在自主编程器上编订移动的方案,方案可以为圆形、椭圆形、矩形、“工”字型等图案,z轴在控制器输入焦点移动的数值即可。
[0054]
进一步地,激光多焦点加工的脆性材料11硬度比较大和脆性大,材料主要包括碳化硅、氮化镓、金刚石以及iv族元素、iii和v、ii和vi族元素组成的材料等。
[0055]
需要说明的是,多焦点位置是折射焦距frefractive和预定衍射焦距fdiffractive的函数。“零”级的焦点是指所用镜片的折射率fl。其他衍射焦点,阶数
±
1,2,3......,围绕折射“零”阶对称出现。焦点之间的距离由下面的等式描述:
[0056][0057]
其中:fm′
diffractive
:“m”衍射级的折射率,f
refiective
:折射透镜的折射率;m:多焦点的顺序。
[0058]
在具有偶数焦点的多焦点衍射元件情况下,需要通过特殊的设计和处理来实现零级点的去除。
[0059]
通过控制衍射元件的刻蚀级次来控制衍射元件的衍射级次,从而决定衍射焦点的个数。在没有衍射的情况下,焦点只有一个。在一级衍射的情况下,焦点对称出现,有两个焦点,加上零级衍射一个焦点,一共有3个焦点。为了得到双焦点,需要经过特殊设计和处理去除零级衍射。其他焦点依次类推。上述涉及到“特殊的设计和处理”,需要多焦点衍射元件厂家提供。
[0060]
此外,本发明还公开了一种激光加工脆性材料多焦点裂片方法,包括如下方法步骤:
[0061]
对激光器1的激光进行扩束准直;
[0062]
对扩束准直后的激光进行反射;
[0063]
对反射后的激光进行衍射;
[0064]
对衍射后的激光进行聚焦,以在脆性材料的纵向位置上会形成多焦点。
[0065]
进一步地,所述激光加工脆性材料多焦点裂片方法还包括如下步骤:
[0066]
将改质的部分在表面依次附着聚合物通过急速冷却来达到分离,把所有改质层分
离后,再次进行多焦点加工。
[0067]
如图1所示,由超快激光器1输出的激光,激光光斑直径较小,需要经过扩束准直系统2,位于超快激光输出的光路上,把激光的光斑扩束2~3倍,其中扩束准直系统2由单个透镜和透镜组合,然后经过反射镜3进行光束转向,其中激光反射镜3包含45
°
反射镜、0
°
反射镜和tfp等,扩束准直后的光束进入衍射元件5,经过光束聚焦系统6,根据衍射元件5的刻蚀级次,在脆性材料11内部形成3个焦点,控制高频振荡器9连接的滤光片10上下振动,从而实现在如图3材料内最下面焦点也即第三聚焦点c先聚焦,在滑台13移动一定距离后,移动的距离为焦点的大小,中间的焦点第二聚焦点b再聚焦,最后是滑台13再移动一定距离后,距离表面最近的焦点第一聚焦点a再聚焦,这样实现在材料内焦点的先后聚焦顺序,脆性材料11吸附在吸附台12上,吸附台12固定在滑台13上,通过控制器14控制滑台13,打开照明系统7,通过观察成像系统8,控制滑台13的z轴,把激光的焦点聚焦在脆性材料11内部合适位置处,在控制器14内编订x、y轴合适的路径、间距和速度,最终在脆性材料11内部形成改质层。
[0068]
如图2所示,提供能量的激光器1根据脆性材料11的禁带宽度,选择合适的激光波长、单脉冲能量、重复频率和脉冲宽度等激光参数,将超快激光器1的激光经过衍射元件5和聚焦透镜6聚焦在脆性材料11内部,基于在材料内微观效应如多光子效应、雪崩电离和热分解等,使其激光聚焦焦点处的材料损伤阈值及以上,在材料内部形成如图3所示的3个改质层,即第一改质层11
′
、第二改质层11
″
和第三改质层11
″′
,其中第一片晶圆111、第二片晶圆112、第三片晶圆113为需要在表面依次附着聚合物通过急速冷却来达到分离,把第一片晶圆111、第二片晶圆112、第三片晶圆113分离后,再次进行多焦点加工。其中,11.1激光改性后可以冷裂的材料;11.2激光没有改性的材料。
[0069]
在一实施例中,选用半绝缘的4h碳化硅,碳化硅尺寸为4英寸、厚度为1毫米;激光器1的参数为波长1064纳米、重复频率为1兆赫兹时输出功率为45瓦、脉冲宽度为13皮秒、重复频率为1赫兹~1兆赫兹,选择激光的重复频率为100千赫兹,功率为3瓦,激光器输出的光斑大小为3毫米,将输出的激光入射到扩束准直系统2上,将光斑扩束3倍,扩束后的光斑大小为9毫米;将扩束后的激光经过反射镜3,进行转向,入射到衍射元件5,衍射元件5的中心位置与光轴4重合,衍射元件5为2级刻蚀,衍射元件形成有正负一级衍射与零级衍射,经过聚焦透镜,聚焦透镜焦距为5毫米,数值孔径为0.54,在碳化硅内部会形成3个焦点,根据衍射极限公式计算出焦点的大小为2.4微米并根据衍射元件2和聚焦透镜的折射率,控制焦点间的间距为300微米。滤光片10选择吸收1064纳米的材料,初始滤光片10高度距离碳化硅表面为900微米,第一聚焦点a距离材料表面的距离为300微米,计算出滤光片10的直径为1.54毫米,滤光片10连接的高频振荡器9的设置振荡频率为100千赫兹,这样保证每次振荡时有一个光点正好可以经过滤光片10,振荡级次为2级振荡,振荡的幅度为300微米。将碳化硅放在陶瓷吸附台12上,吸附台12与滑台13相连,通过控制x、y轴,然后进行“工”字型扫描,设置扫描线间距的2.4微米、扫描速度为240毫米每秒,直至扫描完整片碳化硅,会在碳化硅内部形成3个改质点。当扫描完成后,依次在表面依次附着聚合物通过急速冷却来达到分离,可以得到3片完美晶圆。最后在分离后样品表面即第三改质层11
″′
,再次进行多焦点加工。
[0070]
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保
护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1