一种负角产品成型装置及负角产品成型方法与流程
1.本发明涉及汽车零部件制造技术领域,尤其涉及一种负角产品成型装置及负角产品成型方法。
背景技术:
2.近几年,尤其在众多的新能源汽车中,为追求产品内饰的科技感,产品设计造型也越来越复杂。制造过程中,同一个产品可能存在多个出模角度,无法一次成型,如汽车a、b、c立柱及尾门上饰件等产品。该类产品使用gssf复合板材,冲压模具生产,由于产品存在负角,需多个成型角度,增加了模具设计难度。针对这种情况,目前通过油缸滑块辅助成型,滑块辅助成型位置,由于压机成型力与滑块成型力不同以及滑块加工精度偏差,导致产品表面存在印痕,造成外观不良报废,另外,滑块若未退回开模会造成模具损坏,增加模具维修成本。
技术实现要素:
3.本发明的一个目的在于提供一种负角产品成型装置,针对上述问题,降低模具设计难度,提高定位精度,避免损伤产品表面,保证产品成型质量。
4.本发明的另一目的在于提供一种负角产品成型方法,降低负角产品成型难度,降低设备和人员投入,提高产品成型质量。
5.为达上述目的,一方面,本发明采用以下技术方案:
6.一种负角产品成型装置,其包括下模、上模和压紧机构,下模、上模上设置有将负角产品中不同开模方向部位进行分割而分块成型出若干个半成品的模腔,以及预留有将模腔中的半成品进行预拼接组合的拼接腔,拼接腔中各个半成品的拼接边设计在合模面上,压紧机构设置于下模的一侧;模腔的边沿增设有凹腔,凹腔中设置有圆柱,从而成型出边缘带定位部的半成品,定位部上形成定位孔,拼接腔的边沿对应半成品的定位孔设置有定位柱,压紧机构压紧作用于半成品不位于合模面上的部位,合模后高压成型使半成品拼接为完整的产品。
7.特别地,上模上设置有用于将多余的定位部去除的冲切刀口。
8.特别地,压紧机构不高于合模面,其包括气缸、导轨、驱动块和压块,驱动块滑动设置于导轨上,气缸的活塞杆与驱动块固连,压块固定于驱动块上,压块的作用面与半成品的型面适配。
9.特别地,下模的侧面还设置有对拼接腔中半成品下限位的定位块。
10.另一方面,本发明采用以下技术方案:
11.一种基于上述负角产品成型装置的负角产品成型方法,其包括步骤:
12.1)对产品负角部位进行分割并分块成型出若干个半成品,并在半成品的边缘增加定位部;
13.2)将半成品预拼接组合在拼接模中,并通过定位柱和定位块对半成品进行xyz向
定位;
14.3)采用压紧机构对半成品固定;
15.4)合模高压成型,将半成品拼接为完整的产品,同时设计冲切刀口将多余的定位部切除。
16.特别地,步骤1)中的成型模和步骤2)中的拼接模设计于一个模具上。
17.特别地,步骤2)中预拼接组合时,半成品的拼接边之间留有重叠量。
18.特别地,步骤3)中的压紧机构位于合模面之下且与下模的侧面配合作用。
19.综上,本发明的有益效果为,与现有技术相比,所述负角产品成型装置及负角产品成型方法设计将存在负角的产品进行分割成型,后续再通过高压成型将半成品拼接为整体,过程中将成型模和拼接模设计于同一副模具上,以减少模具、成型压机、人员等投入,并设置定位件、压紧机构保证半成品定位精度,避免合模时位置偏移,从而保证了成品质量,减少产品报废,提升产品精度。
附图说明
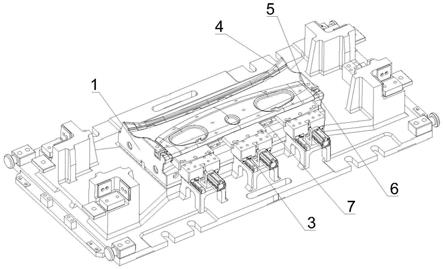
20.图1是本发明实施例提供的负角产品成型装置的结构示意图;
21.图2是本发明实施例提供的负角产品成型装置中下模的结构示意图;
22.图3是本发明实施例提供的负角产品成型装置中上模的结构示意图;
23.图4是本发明实施例提供的负角产品成型装置中压紧机构的结构示意图;
24.图5是本发明实施例提供的负角产品成型装置针对的产品示意图。
具体实施方式
25.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
26.请参阅图1至4所示,本实施例提供一种负角产品成型装置,其包括下模1、上模2和压紧机构3。本实施例以图5所示产品为例进行详细说明,该产品存在折弯的负角部分,传统方式难以实现一次出模成型。
27.本实施例提出,在下模1、上模2上设置有将负角产品中不同开模方向部位进行分割而分块成型出若干个半成品的模腔4,以及预留有将模腔4中的半成品进行预拼接组合的拼接腔5。此处即将该产品分割成两部分,将负角部分独立成型出,再与原来部分进行拼接。
28.需要注意的是,拼接腔5中各个半成品的拼接边设计在合模面上。另外,此处可将成型模和拼接模设计于同一副模具上,这样可以减少模具、成型压机、料架及操作员工的投入,在设备人员不增加投入情况下完成产品生产。
29.考虑到半成品在拼接过程中受放置位置偏差及合模模压力影响,半成品位置容易偏移而造成产品报废,故在模腔4的边沿增设有凹腔,凹腔中设置有圆柱,从而成型出边缘带定位部13的半成品,定位部13上形成定位孔14,拼接腔5的边沿对应半成品的定位孔14设置有定位柱6及对拼接腔5中半成品下限位的定位块7。由此,对半成品进行了xyz向定位,使半成品精确定位于下模1上,避免拼接边沿出现断差。
30.压紧机构3压紧作用于半成品不位于合模面上的部位,其设置于下模1的一侧且不高于合模面,以不干扰上模2合模。压紧机构3包括气缸8、导轨9、驱动块10和压块11,驱动块10滑动设置于导轨9上,气缸8的活塞杆与驱动块10固连,压块11固定于驱动块10上,压块11
的作用面与半成品的型面适配。由此,进一步固定半成品,避免受压产生位移,保证成品质量。
31.合模后高压成型使半成品拼接为完整的产品。另外,上模2上设置有用于将多余的定位部13去除的冲切刀口12,从而得到目标成品。
32.对此,本实施例还提出一种基于上述负角产品成型装置的负角产品成型方法,其包括如下步骤:
33.步骤1)对产品负角部位进行分割并分块成型出若干个半成品,并在半成品的边缘增加定位部13;
34.步骤2)将半成品预拼接组合在拼接模中,并通过定位柱6和定位块7对半成品进行xyz向定位;
35.步骤3)采用压紧机构3对半成品固定,压紧机构3位于合模面之下且与下模1的侧面配合作用;
36.步骤4)合模高压成型,将半成品拼接为完整的产品,同时设计冲切刀口12将多余的定位部13切除。
37.其中,步骤1)中的成型模和步骤2)中的拼接模设计于一个模具上。
38.步骤2)中预拼接组合时,半成品的拼接边之间留有重叠量,保证可靠拼接。
39.综上,上述的负角产品成型装置及负角产品成型方法设计将存在负角的产品进行分割成型,后续再通过高压成型将半成品拼接为整体,过程中将成型模和拼接模设计于同一副模具上,以减少模具、成型压机、人员等投入,并设置定位件、压紧机构保证半成品定位精度,避免合模时位置偏移,从而保证了成品质量,减少产品报废,提升产品精度。
40.以上实施例只是阐述了本发明的基本原理和特性,本发明不受上述事例限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1