用于实心细长型产品的轧机的制作方法
1.本发明涉及一种用于实心细长型产品(如,棒材(bars/rods)或线材(wire rods))的轧机。
2.有利地,本发明的轧机尤其旨在进行精轧。
现有技术
3.多年以来,人们一直采用带机动轧辊(motorizedrolls)的多保持架式轧机(multi-cagerollingmills)对实心细长型产品进行纵向轧制。
4.多保持架式轧机包括沿轧制轴线串联布置的多个轧制站。每个轧制站包括多个轧制轧辊,这多个轧制轧辊插入轧辊支架盒(roll-holdercartridge)或保持架内。
5.虽然人们提出了具有两个或四个轧辊的保持架的方案,但,每个保持架通常设有三个轧辊。操作上,每个保持架的各轧辊的位置可通过改变每个轧辊与轧制轴线的径向距离来进行调节,以便能够根据要在被加工的细长型产品上获得的直径来改变轧制作用。
6.术语“精轧”在本文中用于指钢铁工业中细长型产品(例如,棒材或线材)的加工中,通过轧辊对细长型半成品进行纵向轧制使其达到其最终尺寸的步骤。这种加工本质上会导致半成品的尺寸减小,直至达到其标称值。
7.众所周知,轧制轧辊容易磨损和损坏,必须定期更换。因此,在轧机的运行管理中,方便更换轧辊是至关重要的。
8.通常,在多保持架式轧机中,更换轧辊时首先要从轧机的结构上取出相应的保持架。
9.典型地,多保持架式轧机被配置成侧向取出保持架,即,可通过保持架垂直于轧制轴线的运动来实现。
10.允许从轧机同一侧侧向取出所有保持架的多保持架式轧机是已知的。从轧机同一侧侧向取出所有保持架是非常有利的,这样可简化管理保持架本身的后勤工作。
11.图1和图2示出了从同一侧取出所有保持架的多保持架式轧机的一个示例。
12.具体而言,该轧机总体上包括沿轧制轴线串联放置的四个或五个保持架。每个保持架s设有三个轧辊r1、r2和r3,这三个轧辊围绕轧制轴线x相对于彼此成120
°
均匀分布。这三个轧辊中的其中一个轧辊r1具有水平旋转轴。奇数保持架的轧辊相对于偶数保持架绕轧制轴线旋转60
°
,以用相应轧辊的槽底在产品的在前一保持架中未受轧辊作用影响的那部分上轧制材料。对于这种配置,奇数保持架相对于偶数保持架绕水平轴翻转。每个轧辊设有其自身的调节致动器a1、a2和a3,特别是液压类型的调节致动器,该些致动器安装在轧机的固定结构f上。致动器a1、a2和a3的目的是调节每个轧辊距离轧制轴线的径向距离,以便能够根据要在被加工的细长型产品上获得的直径改变轧制作用。调节致动器与相应的轧辊径向对齐,因此围绕轧制轴线x成120
°
均匀分布。因此,在图中所示的构造中,这三个致动器中的其中一个沿通过轧制轴线的竖直(或称为“垂直”)方向布置。图1和图2示出了轧机在一偶数保持架处的剖视图。
13.轧机的控制系统包括用于每个保持架的单个马达m,其通过三输出齿轮分配器组rd连接至相应的轧辊。水平轴轧辊r1通过运动连接延伸部l1直接连接至该分配器齿轮组,而两个倾斜轧辊r2和r3中的每一个通过双延伸部l2+l2’和l3+l3’连接至齿轮分配器组rd,其中,该双延伸部之间具有专用的角齿轮箱(angulargearbox)g2、g3。不同保持架的马达和分配器齿轮组都位于轧机的同一侧,以使相对侧可用于自由取出保持架。在取出保持架步骤期间(以允许产生供保持架移动的自由路径),位于保持架取出侧的轧辊r2的液压致动器a2可旋转(其在图中示于旋转非操作状态上),从而其可暂时从取出路径中移除。
14.虽然这种轧机是有效的,但其也具有一些局限性。
15.控制系统对于每个保持架都包括三输出齿轮分配器组rd和专用的角齿轮箱g2和g3(输入轴和输出轴之间的夹角约为50~60
°
),因此,该控制系统复杂且昂贵。
16.此外,布置在轧机下方且以相对于竖直方向成30
°
的延伸部l2’连接至相应轧辊的专用角齿轮箱g2不可避免地会受到冷却水的排放的影响。一旦到达齿轮箱g2,水就会渗入润滑系统,从而到达其他齿轮箱。这会导致腐蚀问题,不仅会影响双延伸部l2+l2’和下角齿轮箱g2,而且还会影响所有齿轮箱,从而产生大量维修成本。
17.图3和图4示出了在同一侧侧向取出保持架的轧机的第二示例。该轧机的轧辊和控制系统的一般配置与图1所示轧机的类似。但,轧辊的径向调节系统集成在每个轧辊支架盒上,由适于同步调节各轧辊的径向运动的机械调节系统组成。该调节系统的运动通过外部控制装置c来提供,该外部控制装置c安装在轧机的位于保持架的取出侧的固定结构上。该外部控制装置c可相对于固定结构f旋转,以产生用于取出保持架的自由路径。
18.然而,即使在这种方案中,前述与控制系统的复杂性和成本、及置于轧机下方而由此暴露于冷却水排放的专用角齿轮箱的存在相关联的局限性仍然存在。
19.为了克服前述局限性,人们提出了具有如下结构的多保持架式轧机:
[0020]-简化的控制系统,其包括用于每个保持架的每个轧辊的齿轮马达组、及位于齿轮马达组与相应轧辊之间的无专用角齿轮箱的运动连接延伸部;
[0021]-(液压)轧辊调节致动器,其位于保持架外部且与轧机的结构固定地相关联;
[0022]-保持架内的三个轧辊的不同布置方式。
[0023]
例如,在wo2009141414a1和ep2560771b1中描述了这种类型的多保持架式轧机。
[0024]
具体而言,每个保持架设有三个轧辊,这三个轧辊围绕轧制轴线相对于彼此成120
°
均匀分布。这三个轧辊中的其中一个轧辊具有竖直旋转轴,而不是水平旋转轴。奇数保持架的轧辊相对于偶数保持架绕轧制轴线旋转60
°
。每个轧辊设有其自身的调节致动器,特别是液压类型的调节致动器,这些致动器安装在轧机的固定结构上。这些调节致动器与相应的轧辊径向对齐,因此围绕轧制轴线成120
°
均匀分布,并且,由此其中一个调节致动器位于通过轧制轴线的水平方向上。由于各轧辊的这种布置方式以及不存在位于轧机下方的专用角齿轮箱,避免了与水渗入润滑系统有关的问题。
[0025]
通过移动其中一个倾斜轧辊的连接延伸部清出路径后取出每个保持架发生在与具有竖直轴线的轧辊所在的一侧相对的一侧上。然而,使用这种配置,可能不会在轧机的同一侧取出保持架,而是偶数保持架在一侧,奇数保持架在另一侧。
[0026]
因此,wo2009141414a1和ep2560771b1中描述的轧机尽管显著简化了设备,但不具有与能够从轧机同一侧取出所有保持架的事实有关的操作优势。
[0027]
迄今为止,还没有既允许从轧机同一侧取出所有保持架,同时又具有简化的不需要专用角齿轮箱的轧辊控制系统的多保持架式轧机。
[0028]
在用于实心细长型产品的轧机领域中,轧辊校准(rollcalibration)的差异化要求更频繁地更换轧辊。为此,在该领域中,更需要结合了可从同一侧取出所有保持架与不需要专用角齿轮箱的简化轧辊控制系统的多保持架式轧机。
技术实现要素:
[0029]
因此,本发明的主要目的是通过提供一种用于实心细长型产品的轧机来消除或至少减少上述现有技术中的缺陷,本发明提供的轧机结合了可从同一侧取出所有保持架与不需要专用角齿轮箱的简化的轧辊控制系统。
[0030]
本发明的另一目的是提供一种结构上制造简单、且以比传统的允许从轧机同一侧取出所有保持架的方案低得多的制造成本进行制造的用于实心细长型产品的轧机。
[0031]
附图简要说明
[0032]
通过所附权利要求可以清楚地看到根据上述目的的本发明的技术特征,通过下文中参照附图进行说明的具体实施方式部分,本发明的优点也将变得更明显,其中,附图中示出了本发明的一个或多个纯示例性而非限制性实施方案,各附图为:
[0033]
图1示出了传统类型的用于实心细长型产品的轧机的第一示例的局部视图,该轧机允许从其同一侧取出所有保持架,该图是一偶数保持架处的剖视图;
[0034]
图2示出了图1中轧机的局部放大图;
[0035]
图3示出了传统类型的用于实心细长型产品的轧机的第二示例的立体图,该轧机允许从其同一侧取出所有保持架,其中示出的径向轧辊调节系统的外部控制装置处于不工作状态;
[0036]
图4示出了图3中轧机的正交侧视图,其中的径向轧辊调节系统的外部控制装置处于工作状态;
[0037]
图5示出了本发明的用于实心细长型产品的轧机中,各轧制站沿轧制轴线的分布示意图;
[0038]
图6示出了本发明的轧机中属于第一组轧制站的一轧制站中,各轧辊的布置示意图;
[0039]
图7示出了本发明的轧机中属于第二组轧制站的一轧制站中,各轧辊的布置示意图;
[0040]
图8示出了本发明的轧机的一优选实施方案的剖视图,该图是沿与轧制轴线正交的紧接第一组轧制站的一轧制站的入口上游的平面的剖视图,其中,该轧制站的相关轧辊支架盒处于可操作位置(已可操作地连接至轧辊控制系统和轧辊调节系统的致动装置);
[0041]
图9示出了图8所示轧机的一部分的放大图;
[0042]
图10示出了图8的轧制站的相同的剖视图,其中,该轧制站的相关轧辊支架盒处于取出位置(与控制系统和调节系统可操作地断开连接);
[0043]
图11示出了图10所示的轧机的一部分的放大图;
[0044]
图12示出了本发明的轧机的一优选实施方案的剖视图,该图是沿与轧制轴线正交的紧接第二组轧制站的一轧制站的入口上游的平面的剖视图,其中,该轧制站的相关轧辊
支架盒处于可操作位置(已可操作地连接至轧辊控制系统和轧辊调节系统的致动装置);
[0045]
图13示出了图12所示轧机的一部分的放大图;
[0046]
图14示出了图12的轧制站的相同的剖视图,其中,该轧制站的相关轧辊支架盒处于取出位置(与控制系统和调节系统可操作地断开连接);
[0047]
图15示出了图14所示轧机的一部分的放大图;及
[0048]
图16示出了本发明的一优选实施方案的轧机的轧辊支架盒的放大剖视图,该轧辊支架盒设有用于检测相应轧辊的径向位置的系统。
[0049]
下述实施方案中共同的元件或元件的一部分用相同的附图标记表示。
具体实施方式
[0050]
本发明涉及一种用于钢铁工业中实心细长型产品的轧机,细长型产品例如是棒材(bar/rod)和线材(wirerod)。
[0051]
有利地,本发明的轧机尤其旨在进行精轧(finishingrolling)。
[0052]
术语“精轧”在本文中用于指钢铁工业中细长型产品(例如,棒材或线材)的加工中,通过轧辊对细长型半成品进行纵向轧制使其达到其最终尺寸的步骤。这种加工本质上会导致半成品的尺寸减小,直至达到其标称值。
[0053]
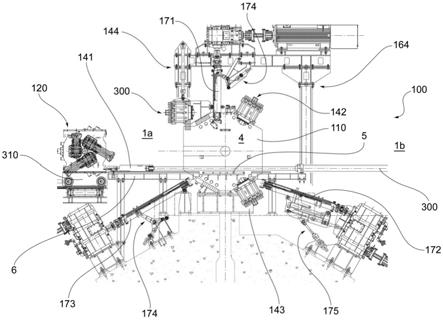
参照图5至图16,附图标记1整体表示本发明的用于钢铁工业的实心细长型产品的轧机。
[0054]
在此及以下说明和所附权利要求书中,参照处于使用状态的轧机1。因此,任何对较低或较高位置、或水平或垂直方向的提及都应在这种状态下进行解释。
[0055]
用于实心细长型产品的轧机1限定轧制轴线x,要轧制的细长型产品沿着该轧制轴线x滑动。
[0056]
根据本发明的一般实施方案,轧机1包括第一组(即第一多个)轧制站100和第二组(即第二多个)轧制站200,第一组和第二组轧制站沿轧制轴线x串联放置,并且在轧机1的输入端和输出端之间彼此交替。轧机1的这种配置在图5中示意性地示出,其中,各轧制站100和200(例如,总共六个)用矩形示意性地示出。
[0057]
上述轧制站100或200中的每一个包括:
[0058]-承载结构110、210,及
[0059]-轧辊支架盒(roll-holdercartridge)120、220,其以可移除的方式连接至承载结构110、210,使得其自身可从承载结构上取出,进行更换和/或维护。
[0060]
优选地,如图8至图15所示,各轧制站的承载结构110、210固定至共同的地面支撑底座2,而地面支撑底座2平行于前述轧制轴线x延伸。
[0061]
有利地,每个承载结构110、210限定用于轧辊支架盒的操作壳体座4。这种壳体座4在底部由水平底壁5界定,该水平底壁用作壳体座4内的轧辊支架盒120、220的支撑底座。
[0062]
优选地,每个轧制站的承载结构可包括用于轧辊支架盒的支撑结构6,支撑结构6构成上述水平底壁5在壳体座4外部的延伸部。该支撑结构6用作轧辊支架盒在壳体座4外部的支撑底座。
[0063]
例如,如图11和图15所示,每个轧辊支架盒120或220包括三个轧制轧辊131、132、133或231、232、233,这些轧制轧辊安装在轧辊支架盒自身上,以便可相对于轧制轴线x沿相
应的穿过该轧制轴线的径向轴线t1、t2、t3沿径向移动。
[0064]
如图6和图7中示意性地所示出的,每个轧辊支架盒120或220的三个轧辊131、132、133或231、232、233可围绕三个相应的旋转轴r1、r2、r3旋转,其中,这三个旋转轴相对于彼此成120
°
设置。所述轧辊中的其中一个131、231具有其自身的沿竖直方向的旋转轴r1,而另外两个轧辊132、133或232、233具有各自的相对于竖直方向倾斜的旋转轴r2、r3。倾斜的旋转轴r2、r3均相对于该竖直方向形成60
°
的角度。
[0065]
上述轧制站100或200中的每一个包括三个致动器141、142、143或241、242、243,这些致动器安装在承载结构110、220上,并且,每个致动器适于沿三个各自的彼此成120
°
布置的径向轴t1、t2、t3作用于相应的轧辊131、132、133或231、232、233。
[0066]
轧辊的“径向轴(线)”tl、t2、t3是指与轧辊的旋转轴rl、r2、r3和轧制轴线x正交入射的轴线。
[0067]
在操作上,每个致动器适于作用于相应的轧辊,以保持同一轧辊131、132、133或231、232、233与轧制轴线x的预定径向距离。该预定径向距离可根据要轧制的细长型产品的标称尺寸进行调节,并且,该预定径向距离可调节以通过接收由位于轧机下游的特定测量系统连续测量的值来优化其公差。
[0068]
一轧制站的三个致动器的组限定了该轧制站自身的各轧辊的径向调节系统。
[0069]
前述轧制站100或200中的每一个还包括三个齿轮马达组161、162、163或261、262、263,这些齿轮马达组通过单个延伸部171、172、173或271、272、273连接至相应的轧辊,以便提供给轧辊自身旋转及使产品沿轧制轴线x前进所需的转矩(torque)。换言之,如附图所示,每个单独的轧制站100或200设有三个单独的延伸部,一个延伸部用于每个齿轮马达组和相关的轧辊。
[0070]
在每个轧制站中,三个齿轮马达组的组和相关的各单个延伸部构成具有单个控制装置的轧辊的控制系统。
[0071]
通过比较例如图9和图13可以看出,所述第二组轧制站200的轧辊231、232、233的位置相对于所述第一组轧制站100的各轧辊的位置绕轧制轴线x旋转了60
°
。
[0072]
由于在第一组轧制站100和第二组轧制站200之间旋转的轧辊的这种成角度布置,使得可以以一致的方式轧制沿轧制轴线滑动的产品。在一给定的轧制站中,各轧辊的带槽底部(groovedbottom)实际上作用于产品的在前一轧制站中未受轧辊作用影响的那部分上。
[0073]
此外,由于在两个连续轧制站之间旋转的轧辊的上述成角度布置,第一组轧制站100的具有竖直轴线的轧辊131布置在轧机1的第一侧1a,而第二组轧制站200的具有竖直轴线的轧辊231布置在轧机1的第二侧1b,该第二侧相对于轧制轴线x与上述第一侧相对。
[0074]
第一组轧制站100和第二组轧制站200中的各轧辊的布置方式分别以简化方式示于图6和图7中。可以观察到,具有竖直轴线的轧辊131、231具有各自的相关水平径向轴线t1,而倾斜轧辊132、133和232、233具有它们各自的相对于竖直方向倾斜30
°
的径向轴线t2和t3。相对于通过轧制轴线x的水平面,还可以确定上倾斜轧辊132、232和下倾斜轧辊133、233。
[0075]“设置在(或位于)轧机一侧的轧辊”是指所述轧辊在该侧沿水平方向自轧制轴线沿径向朝着轧机外侧延伸。
[0076]
根据本发明,轧机1的所有轧制站100、200被配置为允许从轧机1的同一侧侧向取出各自的轧辊支架盒120和220,该侧在下文中称为“盒取出侧”。
[0077]
这样的盒取出侧(其对于所有的轧制站100和200都是相同的)可对应于:
[0078]-前述的所述第一侧1a,即轧机1的布置有第一组轧制站100的具有竖直轴线的轧辊131的一侧;或者
[0079]-前述第二侧1b,即轧机1的与上述第一侧相对且布置有第二组轧制站200的具有竖直轴线的轧辊231的一侧。
[0080]
优选地,如附图所示,沿着位于由上述水平底壁5和位于壳体座4外部的支撑结构6限定的水平面上的取出路径从相关轧制站100、200取出盒120、220。
[0081]
仍然根据本发明,其具有竖直轴线的轧辊布置在盒取出侧的轧制站的具有竖直轴线的轧辊的致动器可相对于承载结构移动。
[0082]
在操作上,移动这些致动器的可能性旨在为相应的轧辊支架盒释放取出路径。在这些轧制站中,具有倾斜轴的轧辊的致动器相对于相关的承载结构是固定的。
[0083]
其具有竖直轴线的轧辊布置在与盒取出侧相对的一侧上的轧制站的各轧辊的所有致动器相对于承载结构是固定的。实际上,在这些轧制站中,没有一个致动器沿着盒取出路径布置。
[0084]
图8至图15示出了轧机1的一实施方案,在该实施方案中,盒取出侧是第一侧1a,因此,具有可移动致动器的轧制站是第一组轧制站中的轧制站100,而具有所有固定致动器的轧制站是第二组轧制站中的轧制站200。
[0085]
显然,可以提供轧机1的这样的实施方案:其中上述取出侧是第二侧1b,因此,具有可移动致动器的轧制站是第二组轧制站中的轧制站200,而具有所有固定致动器的轧制站是第一组轧制站中的轧制站100。
[0086]
优选地,每个具有可移动致动器的轧制站100设置有用于在操作位置和非操作位置之间移动与具有竖直轴线的轧辊可操作地相关联的致动器141的装置144。这种移动装置144可以是任意的,只要它们适合于该目的即可。在图8至图11所示的实施方案中,移动装置144由通过支架或脚手架(scaffold)164布置在相应轧制站100、200上方的液压气动缸(hydropneumaticcylinder)组成。
[0087]
此外,所有轧制站100、200的单个延伸部171、172、173和271、272、273可相对于相应轧制站的承载结构110、210移动,以便能够脱离相应的轧辊131、132、133和231、232、233及可能释放轧辊支架盒的取出路径。
[0088]
具有上述特征的用于实心细长型产品的轧机1将从同一侧取出所有轧辊支架盒的可能性与简化的不需要特定角齿轮箱(angulargearbox)的轧辊控制系统相结合。
[0089]
如前面已强调的,每个轧制站的轧辊的控制系统由三个借由单个延伸部171、172、173或271、272、273与各轧辊相连的齿轮马达组161、162、163或261、262、263组成。因此,该控制系统为每个轧辊提供了专用的齿轮马达组。凭借这一点,可以根据相应轧辊的位置在空间上布置每个齿轮马达组,其中,齿轮马达组与轧辊之间的运动学连接由单个延伸部限定。这避免了采用通过特定角齿轮箱相互连接的双延伸部的运动学连接解决方案(在轧辊支架盒的所有轧辊使用单个马达控制系统的轧机的情况下,这种解决方案是不可避免的)的需要。
[0090]
凭借上述控制系统的这种配置和轧辊的空间分布(在该空间分布中,每个轧制站中的轧辊提供一具有竖直旋转轴线的轧辊),在每个轧制站中,还可以使上述三个延伸部中的一个沿竖直方向布置,其余两个延伸部(专用于上述两个倾斜轧辊)位于相对于竖直方向大致成60
°
的两个轴上。换句话说,在所有轧制站中,可以通过简单的方式避免在轧制站的正下方有延伸部(其具有相关的齿轮马达组),使其更容易进行维护活动。
[0091]
凭借本发明,除了延伸部的运动之外,在轧机的同一侧准备该自由路径仅需要专用于具有竖直轴线的轧辊的致动器的运动。正如前面已经指出的那样,应该注意的是,这些致动器的运动并不是在所有轧制站中都是必须的,而只在具有布置在盒取出侧的竖直轴线轧辊的轧制站中是必需的。
[0092]
控制系统的上述配置还避免了将齿轮箱定位在轧制站的正下方。这从根本上避免了与水通过齿轮箱渗入润滑系统相关的问题。
[0093]
优选地,如附图中所示,单个延伸部171、172、173和271、272、273被布置成当其可操作地连接至相应的轧辊131、132、133和231、232、233时,在轴向方向上与该些相应的轧辊131、132、133和231、232、233的旋转轴rl、r2、r3基本对齐。
[0094]“具有与相应轧辊的旋转轴对齐的轴线的延伸部”是指在将运动传递到轧辊的过程中出现的平均对齐位置,扣除根据产品的标称尺寸、及公差优化的轧辊的径向调节。
[0095]
这样,优选地,在每个轧制站中,专用于具有竖直轴线的轧辊的延伸部171、271沿竖直方向布置,而剩余的两个延伸部172、173和272、273(专用于两个倾斜轧辊)布置在相对于竖直方向大致成60
°
的两个轴上。
[0096]
根据附图中所示的实施方案,与具有竖直轴线的轧辊131、231相关联的延伸部171、271在轴向上沿竖直方向布置,并与各自的齿轮马达组161、261相关联,其中,每个齿轮马达组包括水平地布置的马达161a、261a、及角齿轮箱161b、261b,其中,角齿轮箱的输入轴和输出轴形成90
°
角。特别地,这样的齿轮马达组161、261中的每一个由支架或脚手架164、264支撑在相应的轧制站100、200上方。
[0097]
根据附图中未示出的一种替代实施方案,与具有竖直轴线的轧辊131、231相关联的延伸部171、271在轴向上沿竖直方向布置,并且,可与各自的齿轮马达组161、261相关联,其中,每个齿轮马达组包括沿竖直方向布置的马达、及具有平行的输入和输出轴轴线的齿轮箱。特别地,这样的齿轮马达组161、261中的每一个由支架或脚手架164、264支撑在相应的轧制站100、200上方。
[0098]
优选地,与具有倾斜轴线的轧辊132、133和232、233相关联的延伸部172、173和272、273与各自的齿轮马达组162、163和262、263相关联,其中,每个齿轮马达组包括马达、及具有平行的输入和输出轴轴线的齿轮箱。特别地,如附图所示,这些齿轮马达组162、163和262、263中的每一个布置在由斜面(优选相对于竖直方向成60
°
)限定的底座3a或3b(地基(foundation))上,其中,底座3a或3b在平行于轧制轴线x的轧机两侧1a或1b中的一侧上在共同的地面支撑底座2旁边延伸。或者,底座3a或3b(地基)可限定一水平面,且齿轮马达组以必要的倾斜角度安装在底座上。
[0099]
优选地,所有轧制站的齿轮马达组161、162、163和261、262、263固定安装在各自的支撑座上。在这种情况下(完全优选),如将在后面的内容中所阐明的,将延伸部与轧辊脱离的运动(以及可能释放轧辊支架盒的取出路径)是通过仅移动延伸部来获得的,因此不会影
响齿轮马达组。这样显著地简化了系统。
[0100]
如上文中所强调的,所有轧制站100、200的单个延伸部可相对于承载结构110、210移动,以脱离相应的轧辊131、132、133和231、232、233及可能释放轧辊支架盒的取出路径。
[0101]
优选地,所有轧制站100、200的延伸部171、172、173和271、272、273可相对于相应轧制站的承载结构通过沿其轴线的至少一次平移运动来移动。
[0102]
根据附图所示的优选实施方案,单个延伸部171、172、173和271、272、273具有伸缩结构。在这种情况下,可以通过单个延伸部的伸缩结构的两个或更多个不同部分之间的轴向滑动运动来获得延伸部沿它们的轴线的上述平移运动(用于使相应的轧辊脱离接合并可能释放轧辊支架盒的取出路径)。
[0103]
根据附图中未示出的一实施方案,单个延伸部172、173和271、272、273可被配置为能够沿着相应齿轮马达组的齿轮箱轴滑动。这种滑动运动会导致延伸部沿其自身的轴线平移。这种轴向滑动允许延伸部与相应轧辊的毂(hub)脱离,并在必要时为相关轧辊支架盒释放取出路径。
[0104]
采用伸缩式延伸部可代替采用沿相应齿轮马达组的轴滑动的延伸部或与采用沿相应齿轮马达组的轴滑动的延伸部相结合。
[0105]
根据附图中所示的优选实施方案,在所有轧制站100、200中,单个延伸部172、272中的至少一个可进行旋转平移运动来脱离相应的轧辊132、232,以释放相关轧辊支架盒以将其取出,并在必要时释放轧辊支架盒自身的取出路径。
[0106]
从操作的角度来看,在平移运动的相同宽度下,与纯粹(简单)的平移相比,旋转平移允许从相关轧辊支架盒更显著地移除延伸部,从而使得可在没有过大的平移行程的情况下释放从轧机中取出轧辊支架盒的路径。
[0107]
该方案可用于轧制站的所有延伸部。然而,该方案优选仅用于与上倾斜轧辊132、232可操作地相关联的延伸部172、272。事实上,如可特别在图9和图13中观察到的,最侵入操作壳体座4的延伸部是与上倾斜轧辊132、232相关联的延伸部172、272。
[0108]
应当注意,对于与轧制站(其具有设置在与盒取出侧相对的一侧上的竖向轧辊)中的上倾斜轧辊相关联的延伸部272,优选采用具有旋转平移运动的方案。事实上,在这些轧制站中,上倾斜轧辊的延伸部沿着盒取出路径定位,为此,它们的完整运动很重要。
[0109]
不同地,与下倾斜轧辊133、233相关联的延伸部173、273和与竖向轧辊131、231相关联的延伸部171、271侵入相应的操作壳体座4的程度要小得多,因此需要移动更有限的宽度,这可以通过纯粹(简单)的轴向平移来实现。
[0110]
优选地,具有可移动致动器的每个轧制站100、200设置有用于移动相应延伸部的装置174、175。这种移动装置174、175可以是任意的,只要它们适用于该目的即可。
[0111]
在图8至图15所示的实施方案中,这种移动装置可由简单的杠杆机构174组成,该杠杆机构174由液压气动缸活塞致动以产生纯粹的平移运动(特别是对于延伸部171、173、271、273)。或者,移动装置可由安装在可旋转底座上、用于延伸部的轴向平移以产生旋转平移运动(用于延伸部172、272)的装置175组成。
[0112]
有利地,致动器141、142、143和241、242、243中的每一个包括:
[0113]-调节元件,适于直接接合相应的轧辊;及
[0114]-控制装置,适于致动所述控制元件。
[0115]
根据附图中所示的实施方案,致动器可完全安装在相应轧制站的承载结构110、220上。在这种情况下,控制装置和调节元件都安装在承载结构110、220上。
[0116]
特别地,如附图所示,致动器141、142、143和241、242、243可由液压容器(hydrauliccapsule)组成,其中,各自的调节元件由可沿相应轧辊的径向轴t1、t2、t3移动的活塞151、152、153和251、252、253组成。作为液压容器的替代方案,致动器可以是机械类型的。在这种情况下,优选地,相应的调节元件由可沿相应轧辊的径向轴t1、t2、t3移动的调节螺钉(adjustmentscrew)组成。
[0117]
根据附图中未示出的一实施方案,致动器可部分地安装在相应轧制站的承载结构110、220上。在这种情况下,控制装置安装在承载结构上,而调节元件安装在相应的轧辊支架盒上。优选地,在这种情况下,致动器是机械类型的,其中,特别地,相应的调节元件由可沿相应轧辊的径向轴t1、t2、t3移动的调节螺钉组成。
[0118]
在致动器完全安装在相应轧制站的承载结构上的情况下(无论它们是液压容器还是机械致动器),每个轧制站的与具有倾斜轴线的轧辊相关联的致动器142、143和242、243优选被布置成使得当相关调节元件152、153和252、253完全缩回时,产生相应轧辊支架盒的无障碍取出路径,其平行于与竖直轴线轧辊相关联的致动器141、241的径向轴线。
[0119]
优选地,在其具有竖直轴线的轧辊设置在与取出侧相对的一侧的轧制站200中采用致动器的这种配置。在这种情况下,实际上,与倾斜轧辊相关联的致动器的调节元件如果没有完全缩回,将会沿着轧辊支架盒的取出路径定位,从而为轧辊支架盒自身产生底切(undercut)。另一方面,与具有竖直轴线的轧辊相关联的致动器不沿着取出路径,可始终使相关调节元件保持在推进位置(advanced position)。
[0120]
更详细地,具有布置在与取出侧相对的一侧上的竖直轴线轧辊的轧制站200被配置成当与两个倾斜轧辊相关联的致动器142、143、242、243的调节元件152、153、252、253完全缩回时,这两个致动器的调节元件之间的最小距离大于在同一方向上测量的轧辊支架盒的最大整体尺寸。
[0121]
在其具有竖直轴线的轧辊布置在取出侧的轧制站100中可以不采用致动器的前述配置。在这种情况下,实际上,与倾斜轧辊相关联的致动器并不位于盒取出路径上。因此,即使相应的调节元件没有完全缩回,它们在任何情况下也不会沿着轧辊支架盒的取出路径,并且不会为轧辊支架盒自身产生底切。竖向轧辊的致动器不会出现调节元件完全或部分缩回的问题。事实上,该致动器在任何情况下都必须作为一个障碍(block)来移动以释放取出路径。
[0122]
有利地,每个轧制站100、200可包括用于沿着盒取出路径移动相应的轧辊支架盒的装置300。
[0123]
特别地,该装置300可适于将轧辊支架盒移出操作壳体座4及将其带入所述壳体座内。
[0124]
优选地,所述移动装置300置于轧机1的与盒取出侧1a相对的一侧1b上。
[0125]
更具体地,在盒取出步骤期间,装置300在轧辊支架盒上施加推动动作,而在将轧辊支架盒定位在壳体座4内期间,装置300在盒上施加拉动动作。
[0126]
凭借这种配置,移动装置300永远不会定位在用于操纵和更换轧辊支架盒的空间内。这样可允许始终有自由空间进行轧辊支架盒操纵和更换,允许从轧机直接连接到轧辊
支架盒维护车间。这种配置还简化了移动装置的结构。尤其是,不需要特别的结构性措施来防止移动装置阻碍轧辊支架盒的运动。
[0127]
根据附图所示的一优选实施方案,上述移动装置300由至少一个液压气动缸组成。
[0128]
更具体地,液压气动缸300被布置成使得在平行于前述水平底壁5和轧辊支架盒的前述支撑结构6的轴向方向上动作,其中,该水平底壁5用作壳体座4内的轧辊支架盒120、220的支撑底座,该支撑结构6构成壳体座4外部的水平底壁5的延伸部。优选地,液压气动缸靠近轧辊支架盒的滑动面布置,以便在轧辊支架盒自身的基部施加其动作。
[0129]
操作上,一旦一轧制站的三个延伸部和三个致动器与相应轧辊支架盒的轧辊脱离,并且已准备好从壳体座朝向盒取出侧1a的外侧的自由路径,即运行移动装置。然后,装置300将轧辊支架盒从壳体座4通过支撑结构6推到双位更换托架(double-positionchangecarriage)310,该双位更换托架310接收从轧机取出的用过的轧辊支架盒,并且在沿着平行于轧制轴线x的轴线平移之后,通过将新的轧辊支架盒拉过结构6而使新的轧辊支架盒就位以通过装置300插入到壳体4中。
[0130]
优选地,例如如图10所示,同一托架310可通过轨道运输系统直接连接至维修车间。
[0131]
有利地,每个轧制站100、200设置有用于检测各自的轧辊中的每一个的径向位置的系统,从而可以调节致动器对轧辊本身的作用。
[0132]
优选地,至少在设有致动器141、241(其可相对于承载结构移动)的轧制站100中,用于检测轧辊的径向位置的该系统安装在相应的轧辊支架盒上,并且可以可操作地连接至相应的致动器。
[0133]
更具体地,例如如图16所示,轧辊支架盒上的这种检测系统包括用于每个轧辊131、132、133的换能器(transducer)331、332、333。每个换能器检测相应轧辊的径向位置,并且适于将其传输给相应的致动器,以便可以相应地调整后者。
[0134]
凭借轧辊支架盒上的这种检测系统,可以为致动器提供关于轧辊径向位置的正确信息,而不受在致动器自身负载下的非对称运动(这是由于以下事所致:在第一组轧制站的各轧制站100中,致动器141可相对于承载结构移动,而另外两个致动器142、143是固定的)的影响。
[0135]
在操作上,具有可移动致动器141的事实将带来以下缺点:由于相对于固定致动器的运动间隙和磨损以及负载下的较大的松动,相应轧辊的径向位置的测量的重复性较低。通过采用机载检测系统(on-boarddetectionsystem),消除了这一缺点。
[0136]
如上文中提到的,用于检测轧辊支架盒上的轧辊的径向位置的系统可仅在具有可相对于轧制站的承载结构移动的致动器的轧制站100中采用。然而,这种机载盒检测系统也可以用于具有所有固定致动器的轧制站中,以简化轧机1的部件、维护和后勤管理。
[0137]
本发明允许获得在说明过程中已经解释的许多优点。
[0138]
本发明的用于实心细长型产品的轧机1将从同一侧取出所有保持架的可能性与简化的不需要特定角齿轮箱的轧辊控制系统相结合。
[0139]
本发明的用于实心细长型产品的轧机1在结构上也易于制造,与允许从轧机的同一侧取出所有轧辊支架盒的传统解决方案相比具有显著更低的制造成本,特别是考虑到如下事实:本发明的轧机的齿轮箱是标准的,因此很容易在市场上以明显较低的成本获得。还
有一个与下齿轮箱位置相关的优势。后者远离轧制轴,远离轧机的热源、水和碎片(flake),因此,更可靠,而且在维护时更容易接近。
[0140]
因此,如此构思的本发明实现了其预期目的。
[0141]
显然,在其实际实施方案中,在不脱离本发明的保护范围的情况下,也可以采取与上述形式和配置不同的形式和配置。
[0142]
此外,所有细节都可由技术等效要素代替,并且,所采用的尺寸、形式和材料可以是任意的,具体取决于需求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1