一种激光切割的过渡圆弧处理方法及其装置与流程
本技术涉及数控,更具体地,涉及一种激光切割的过渡圆弧处理方法及其装置。
背景技术:
1、在激光切割加工中,为满足连续轨迹之间拐角处的连续性,需在连续轨迹之间拐角处插补过渡圆弧;目前,一般通过外界设定半径值(如人工设定)来确定拐角的半径,之后根据设定半径值插补过渡圆弧,但对于不同轨迹类型和轨迹参数的连续轨迹而言,连续轨迹之间允许插补的过渡圆弧的最大直径小于设定半径值,造成插补的过渡圆弧在连续轨迹之间无法平滑过渡,拐角切割震动大,切割精度低的问题。
技术实现思路
1、本技术实施例在于提供一种激光切割的过渡圆弧处理方法及其装置,用于解决现有技术中过渡圆弧在连续轨迹之间无法平滑过渡,切割精度低的问题。
2、为了解决上述技术问题,本技术实施例提供一种激光切割的过渡圆弧处理方法,采用了如下所述的技术方案:该激光切割的过渡圆弧处理方法包括下述步骤:
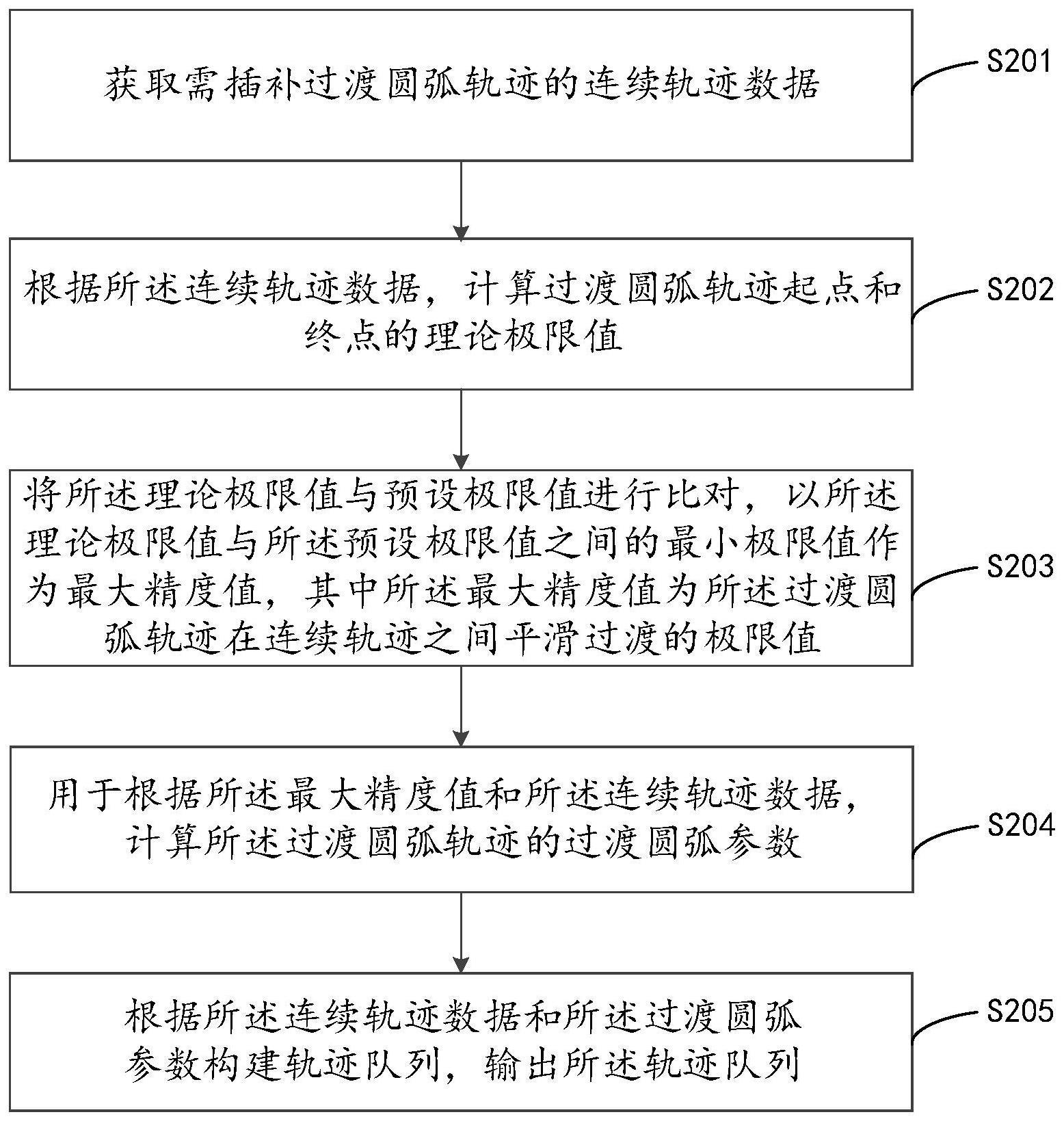
3、获取需插补过渡圆弧轨迹的连续轨迹数据;
4、根据所述连续轨迹数据,计算过渡圆弧轨迹起点和终点的理论极限值;
5、将所述理论极限值与预设极限值进行比对,以所述理论极限值与所述预设极限值之间的最小极限值作为最大精度值acc,其中所述最大精度值acc为所述过渡圆弧轨迹在连续轨迹之间平滑过渡的极限值;
6、根据所述最大精度值acc和所述连续轨迹数据,计算所述过渡圆弧轨迹的过渡圆弧参数;
7、根据所述连续轨迹数据和所述过渡圆弧参数构建轨迹队列,输出所述轨迹队列。
8、进一步的,所述根据所述连续轨迹数据,计算过渡圆弧轨迹起点和终点的理论极限值的步骤包括:
9、根据所述连续轨迹数据,计算所述过渡圆弧轨迹起点的极限点ipo1的坐标和终点的极限点ipo2的坐标;
10、获取所述连续轨迹之间拐角β的角平分线,并获取垂直于所述角平分线的垂线l⊥,其中所述垂线l⊥经过所述连续轨迹的拐点turnpos;
11、根据距离公式计算所述极限点ipo1到所述垂线l⊥的距离d1和所述极限点ipo2到所述垂线l⊥的距离d2,其中所述距离d1为所述过渡圆弧轨迹起点的理论极限值,所述距离d2为所述过渡圆弧轨迹终点的理论极限值。
12、进一步的,所述根据所述连续轨迹数据,计算所述过渡圆弧轨迹起点的极限点ipo1的坐标和终点的极限点ipo2的坐标的步骤包括:
13、步骤a1,当所述连续轨迹中第n段轨迹为直线轨迹时,获取所述直线轨迹的中点对应的中点数据,根据所述中点数据计算所述极限点ipo1的坐标或所述极限点ipo2的坐标,其中n≥1;
14、步骤a2,当所述连续轨迹中第m段轨迹为圆弧轨迹时,根据所述连续轨迹数据计算所述圆弧轨迹的圆心角θc,其中m≥1;
15、获取所述圆弧轨迹上除所述拐点turnpos之外与所述垂线l⊥的交点crosspos,并获取所述交点crosspos与所述圆弧轨迹的终点之间的圆弧段轨迹,计算所述圆弧段轨迹所对应的圆心角θp;
16、根据预设条件比对所述圆心角θc和所述圆心角θp,得到比对结果;
17、根据所述比对结果确定所述极限点ipo1的坐标或极限点ipo2的坐标。
18、进一步的,所述根据所述最大精度值acc和所述连续轨迹数据,计算所述过渡圆弧轨迹的过渡圆弧参数的步骤包括:
19、根据预设平移值将所述垂线l⊥沿预设方向平移,得到所述垂线l⊥与所述连续轨迹的交点p1和交点p2;
20、根据所述最大精度值acc,将所述交点p1作为所述过渡圆弧轨迹的起点,和将所述交点p2作为所述过渡圆弧轨迹的终点,根据所述连续轨迹数据计算所述过渡圆弧轨迹的半径rround和圆心oround;
21、通过所述交点p1、所述交点p2、所述半径rround和所述圆心oround汇合得到所述过渡圆弧参数。
22、进一步的,所述根据所述连续轨迹数据计算所述过渡圆弧轨迹的半径rround和圆心oround的步骤包括:
23、获取所述连续轨迹数据中的轨迹类型,其中所述轨迹类型为连续轨迹为两段直线轨迹、连续轨迹为直线轨迹和圆弧轨迹、或连续轨迹为两段圆弧轨迹;
24、根据所述轨迹类型确定计算所述过渡圆弧轨迹的半径rround和圆心的计算方式;
25、通过所述计算方式计算所述过渡圆弧轨迹的半径rround和圆心oround。
26、进一步的,在所述根据所述连续轨迹数据计算所述过渡圆弧轨迹的半径rround和圆心oround的步骤之后,在所述通过所述交点p1、所述交点p2、所述半径rround和所述圆心oround汇合得到所述过渡圆弧参数的步骤之前,还包括:
27、计算oroundp1和oroundp2的向量积,其中所述oroundp1为所述圆心oround指向所述交点p1的向量,所述oroundp2为所述圆心oround指向所述交点p2的向量;
28、判断所述向量积是否大于0,得到判断结果;
29、根据所述判断结果确定所述过渡圆弧轨迹的轨迹方向,其中所述轨迹方向为顺时针或逆时针。
30、进一步的,在所述获取需插补过渡圆弧轨迹的连续轨迹数据的步骤之前还包括:
31、从轨迹集合中获取连续轨迹数据,其中轨迹集合包括多组所述连续轨迹数据;
32、根据所述连续轨迹数据,计算连续轨迹之间拐角β;
33、根据所述拐角β是否满足预设值的结果判断是否需要插补所述过渡圆弧轨迹。
34、进一步的,所述计算连续轨迹之间拐角β的步骤包括:
35、根据所述连续轨迹数据计算所述连续轨迹的单位向量vec1和单位向量vec2;
36、通过反余弦函数计算所述单位向量vec1和所述单位向量vec2之间的拐角β。
37、进一步的,所述根据所述拐角β是否满足预设值的结果判断是否需要插补所述过渡圆弧轨迹的步骤包括;
38、判断所述拐角β是否等于π,其中所述预设值为π;
39、当所述拐角β等于π时,无需在所述连续轨迹之间插补所述过渡圆弧轨迹;
40、当所述拐角β不等于π时,需在所述连续轨迹之间插补所述过渡圆弧轨迹。
41、为了解决上述技术问题,本技术实施例还提供一种激光切割的过渡圆弧处理装置,采用了如下所述的技术方案:该激光切割的过渡圆弧处理装置,包括:
42、第一获取模块,用于获取需插补过渡圆弧轨迹的连续轨迹数据;
43、第一计算模块,用于根据所述连续轨迹数据,计算过渡圆弧轨迹起点和终点的理论极限值,
44、第二计算模块,用于将所述理论极限值与预设极限值进行比对,以所述理论极限值与所述预设极限值之间的最小极限值作为最大精度值acc,其中所述最大精度值acc为所述过渡圆弧轨迹在连续轨迹之间平滑过渡的极限值;
45、第三计算模块,用于根据所述最大精度值acc和所述连续轨迹数据,计算所述过渡圆弧轨迹的过渡圆弧参数;及
46、队列输出模块,用于根据所述连续轨迹数据和过渡圆弧参数构建轨迹队列,输出所述轨迹队列。
47、与现有技术相比,本技术实施例主要有以下有益效果:
48、本技术通过获取需插补过渡圆弧轨迹的连续轨迹数据;根据所述连续轨迹数据,计算过渡圆弧轨迹起点和终点的理论极限值;将所述理论极限值与预设极限值进行比对,以所述理论极限值与所述预设极限值之间的最小极限值作为最大精度值acc,其中所述最大精度值acc为所述过渡圆弧轨迹在连续轨迹之间平滑过渡的极限值;根据所述最大精度值acc和所述连续轨迹数据,计算所述过渡圆弧轨迹的过渡圆弧参数;根据所述连续轨迹数据和所述过渡圆弧参数构建轨迹队列,输出所述轨迹队列。先计算过渡圆弧轨迹起点和终点的理论极限值,再将理论极限值与预设极限值进行比对,以理论极限值与预设极限值之间的最小值作为最大精度值acc,再基于最大精度值acc的约束下,计算过渡圆弧参数,使得到的过渡圆弧轨迹位于连续轨迹的最大精度值acc内,实现了过渡圆弧轨迹在连续轨迹之间平滑过渡,提升切割效率及切割精度。
- 还没有人留言评论。精彩留言会获得点赞!