一种用于深盲孔高精度镗削的气体静压轴系装置的制作方法
本发明属于深孔加工,具体为一种用于深盲孔高精度镗削的气体静压轴系装置。
背景技术:
1、目前对于缸体等工件的深盲孔加工普遍采用镗削加工机床设备加工,然而受刀杆长度影响,一直存在深盲孔加工时形状精度较低,内孔表面质量低等问题,难以达到使用技术指标要求。
技术实现思路
1、本发明目的在于解决现有缸体等工件的深盲孔在加工过程中精度难以保证的问题,提供一种用于深盲孔高精度镗削的气体静压轴系装置。本装置采用气体静压轴套支撑刀杆,形成气体支承膜,使气体静压轴套与刀杆实现无摩擦接触,提高刀杆运动精度,动力源输出轴与刀杆采用柔性连接方式,用以修正动力输出轴与刀杆旋转的不同轴误差;通过上下基体、压板等将缸体定位并固定夹紧保证在镗削加工过程中的稳定,实现缸体深盲孔的高精度加工。
2、本发明是通过下述技术方案实现的:
3、一种用于深盲孔高精度镗削的气体静压轴系装置,其特征在于,包括刀具系统、压紧固定系统。
4、刀具系统由底板、螺钉、下支架、上支架、气体静压轴套、刀杆、柔性连接套、动力输出轴组成;下支架通过四个螺钉固定在底板上,上支架再由四个螺钉与下支架连接固定,气体静压轴套通过四个螺钉固定在上支架上,气体静压轴套接通气源,将刀杆放入接通气源的气体静压轴套中,刀杆与动力输出轴通过柔性连接套固定连接,实现动力输出轴将旋转及进给运动传递给刀杆,刀杆安装有加工用刀具。
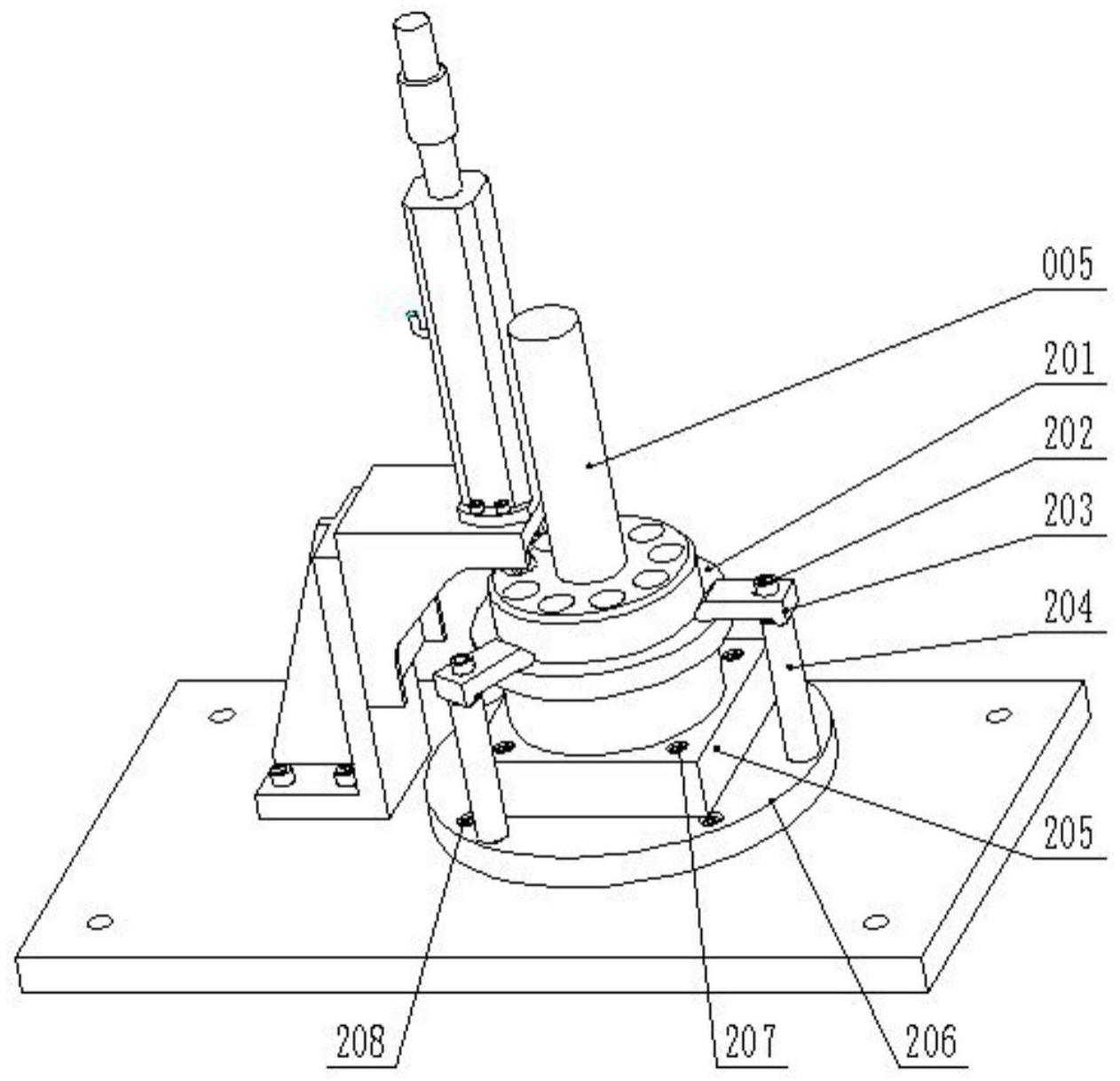
5、压紧固定系统由底板、缸体、压板、长螺钉、压块、压柱、上基体、下基体、螺钉组成;下基体由四个螺钉固定在底板上,上基体通过四个螺钉固定在下基体上,缸体放置在上基体上,压板套放在缸体的外圆的斜面处;三个压柱均布放置,竖直放置在下基体上,三个压块分别一端放置在压柱上,另一端压在压板上,压块和压柱通过长螺钉连接,并通过拧紧长螺钉实现缸体的压紧固定。
6、本发明的装配及工作原理:压紧固定系统的下基体和上基体与底板装配后,使上基体的上表面的处于水平状态,缸体的小轴端与下基体的中心孔配合,缸体的下表面与上基体的下表面重合,保证缸体轴线与下基体中心孔轴线重合,且与上基体的下表面垂直;对刀具系统进行调整,使气体静压轴套中的刀杆与缸体的一个待加工孔同轴,通过长螺钉将缸体005固定,动力输出轴将旋转及进给运动传递给刀杆,实现缸体的深盲孔加工;加工缸体的另一个孔时,将长螺钉松开,转动缸体,重复以上步骤,即可实现缸体深盲孔的高精度加工。
7、有益效果
8、与现有技术相比,本发明提供一种用于深盲孔高精度镗削的气体静压轴系装置;采用气体静压气体静压轴套支撑刀杆,使气体静压轴套与刀杆实现无摩擦接触,提高刀杆的旋转运动精度,动力输出轴与刀杆采用柔性连接套连接,用以修正动力输出轴与刀杆旋转的同轴度,实现深盲孔的高精度加工。
技术特征:
1.一种用于深盲孔高精度镗削的气体静压轴系装置,其特征在于,包括刀具系统、压紧固定系统;本装置采用气体静压轴套(103)支撑刀杆(104),形成气体支承膜,使气体静压轴套(103)与刀杆(104)实现无摩擦接触,提高刀杆(104)运动精度,动力输出轴(106)与刀杆(104)采用柔性连接套(105)柔性连接,用以修正动力输出轴(106)与刀杆(104)旋转的不同轴误差;通过上基体(205)、下基体(206)、压板(201)等将缸体(005)定位并固定夹紧保证在镗削加工过程中的稳定,实现缸体(005)深盲孔的高精度加工。
2.根据权利要求1所述,刀具系统由底板(001)、螺钉(002)、螺钉(003)、螺钉(004)、下支架(101)、上支架(102)、气体静压轴套(103)、刀杆(104)、柔性连接套(105)、动力输出轴(106)组成;下支架(101)通过四个螺钉(002)固定在底板(001)上,上支架(102)再由四个螺钉(003)与下支架(101)连接固定,气体静压轴套(103)通过四个螺钉(004)固定在上支架(102)上,气体静压轴套(103)接通气源,将刀杆(104)放入接通气源的气体静压轴套(103)中,刀杆(104)与动力输出轴(106)通过柔性连接套(105)连接,实现动力输出轴(106)将旋转及进给运动传递给刀杆(104),刀杆(104)安装有加工用刀具。
3.根据权利要求1所述,压紧固定系统由底板(001)、缸体(005)、压板(201)、长螺钉(202)、压块(203)、压柱(204)、上基体(205)、下基体(206)、螺钉(207)、螺钉(208)组成;下基体(206)由四个螺钉(208)固定在底板(001)上,上基体(205)通过四个螺钉(207)固定在下基体(206)上,缸体(005)放置在上基体(205)上,压板(201)套放在缸体(005)的外圆的斜面处;三个压柱(204)均布放置,竖直放置在下基体(206)上,三个压块(203)分别一端放置在压柱(204)上,另一端压在压板(201)上,压块(203)和压柱(204)通过长螺钉(202)连接,并通过拧紧长螺钉(202)实现缸体(005)的压紧固定。
技术总结
一种用于深盲孔高精度镗削的气体静压轴系装置,本发明涉及深孔加工技术领域。该装置结构主要由刀具系统、压紧固定系统组成;该装置采用气体静压轴套支撑刀杆,形成气体支承膜,使气体静压轴套与刀杆实现无摩擦接触,提高刀杆运动精度,动力源输出轴与刀杆采用柔性连接方式,用以修正动力输出轴与刀杆旋转的不同轴误差;通过上下基体、压板等将缸体定位并固定夹紧保证在镗削加工过程中的稳定,实现缸体深盲孔的高精度加工。
技术研发人员:吴焕,王强,吴庆堂,修冬,郭波,王泽震,赵国法,邹阳,魏巍,钱冬梅
受保护的技术使用者:长春设备工艺研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!