一种短流程制备铝合金板材的方法与流程
本发明属于铝合金加工,具体涉及一种短流程制备铝合金板材的方法。
背景技术:
1、铝合金板材由于密度低,优良的力学性能、成形性能及耐腐蚀性能,以及光泽亮丽的外观在集装箱板、彩涂基板、机箱机柜、伞骨、包装等领域应用广泛。其中1系、3系和5系铝合金属于不可热处理强化铝合金,加工硬化是这些合金强化的重要方式;为了达到实际应用所需的加工硬化程度又兼具良好的塑性,通常需要先通过冷轧实现加工硬化,其冷轧变形量超过所需的加工硬化程度,然后采用不完全退火(h2x态)或稳定化退火(h3x态)对材料进行一定程度的回复,使其强度降低、延伸率提高。常规铝合金板材的不完全退火和稳定化退火工序一般在箱式退火炉中进行,由于箱式退火炉是对整卷材料进行加热,因此加热速率慢,生产效率低,而冷轧卷经历了冷轧机下线后降温再在箱式炉中重新升温的过程导致冷轧卷余温浪费从而造成能耗增加。另一方面,卷材外圈和内圈在箱式炉加热时由于到达退火温度的时间,使得整卷材料温度波动大、保温时间差异大,导致卷材头、中、尾显微组织和性能波动大。
2、目前,工业上不完全退火态和稳定化退火态的铝合金卷材主要是在箱式炉中分批生产的;而现有的连续退火技术主要是应用在6系和5系汽车板覆盖件的生产中。例如申请号201510579121.0公开了一种连续退火炉,所述连续退火炉被设置用于在450℃-590℃的设定的均热温度(tset)下,通过对流换热器使铝片材退火,并由此使移动的铝片材能够以浮动排列的方式进行实质上水平的移动;该连续退火炉的生产方式来料仍然是降温冷却后的冷轧卷,不能充分利用冷轧卷的余温。中国专利cn104775062b公开了一种在线固溶(退火)的连续退火生产方式,但是其产线上需要在线淬火来实现其在线固溶(退火)处理,不适合需要长时间保温过程来实现的不完全退火(h2x)和稳定化退火(h3x)态铝合金板材生产。
3、鉴于此,亟待研究一种适用于1系、3系和5系铝合金板材不完全退火(h2x)和稳定化退火(h3x)态的制备方法,不仅能提高能源利用率,降低生产成本,而且能够提高卷材头、中、尾组织和性能均匀性。
技术实现思路
1、针对现有技术中存在的上述缺陷,本发明的目的是提供一种短流程制备铝合金板材的方法,通过末道次冷轧后在线退火并利用卷材自回火来实现铝合金不完全退火(h2x)或稳定化退火(h3x)状态所需的回复程度,从而大幅缩短生产流程,降低生产成本,并能提高卷材头中尾组织性能均匀性。
2、为实现上述目的,本发明采用如下技术方案:
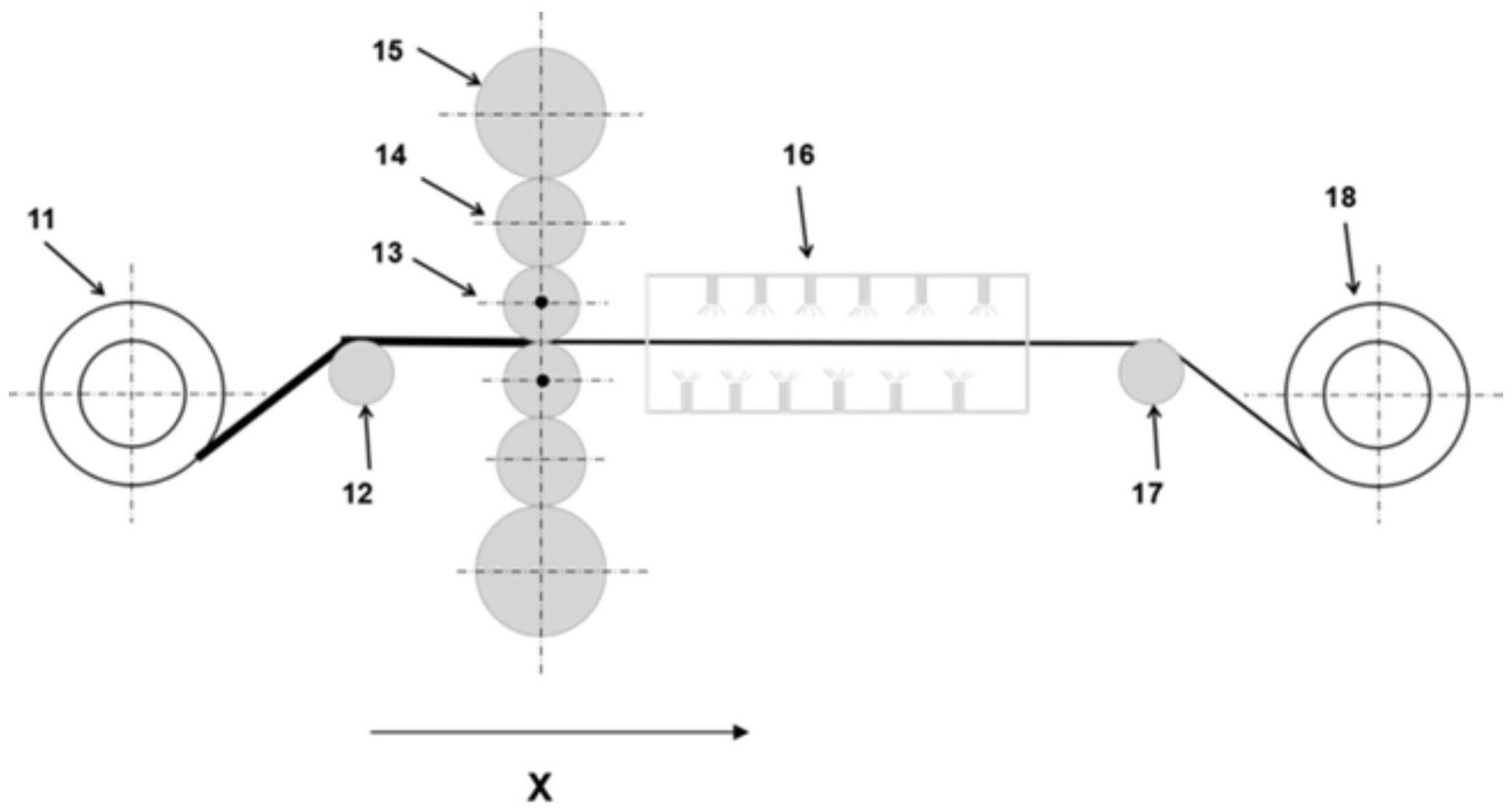
3、本发明提供了一种短流程制备铝合金板材的方法,将铝合金热轧坯料进行冷轧,所述铝合金热轧坯料经第一道次至倒数第二道次冷轧后得到冷轧中间板,再将所述冷轧中间板进行末道次冷轧得到目标厚度的冷轧板,然后将所述冷轧板进行在线退火、卷取、冷却至室温后得到铝合金卷。
4、优选地,所述铝合金热轧坯料的制备工艺为:按1系、3系或5系铝合金成分配比、熔炼后,再经半连续铸造、热轧生产获得所述铝合金热轧坯料。
5、优选地,所述冷轧过程中,所述第一道次至倒数第二道次冷轧过程之间进行中间退火。
6、优选地,所述退火温度为280~400℃,退火时间为1~5h。
7、优选地,所述冷轧过程中,所述末道次冷轧的终轧温度为60~130℃。
8、优选地,所述在线退火过程中,将所述冷轧板在线加热至90~350℃,并保温2~5s。
9、本发明还提供了一种铝合金板材卷,所述铝合金板材卷由所述的短流程制备铝合金板材的方法制备而成,所述铝合金板材卷的头部、中部、尾部的屈服强度均大于140mpa、抗拉强度均大于161mpa、延伸率均大于4.9%。
10、本发明所提供的短流程制备铝合金板材的方法的有益效果:
11、1、本发明所提供的短流程制备铝合金板材的方法,充分利用末道次冷轧塑性变形时引入的热量,再经在线退火升温至回复所需温度,之后通过自然冷却的缓慢降温过程来完成回复过程,从而达到1系、3系和5系铝合金板材h2x不完全退火态和h3x稳定化退火态所需的显微组织和性能;
12、2、本发明所提供的短流程制备铝合金板材的方法,与常规的冷轧-冷轧卷冷却-箱式炉退火工艺相比,省去了冷轧卷自然冷却以及箱式炉卷料长时间加热和保温过程,大幅度缩短了工艺流程;
13、3、本发明所提供的短流程制备铝合金板材的方法,在末道次冷轧后直接对单层的冷轧板进行在线退火,使得铝合金退火温度更加均匀,从而保证了整卷的料头部、中部、尾部组织和力学性能的一致性。
技术特征:
1.一种短流程制备铝合金板材的方法,其特征在于,将铝合金热轧坯料进行冷轧,所述铝合金热轧坯料经第一道次至倒数第二道次冷轧后得到冷轧中间板,再将所述冷轧中间板进行末道次冷轧得到目标厚度的冷轧板,然后将所述冷轧板进行在线退火、卷取、冷却至室温后得到铝合金卷。
2.根据权利要求1所述的短流程制备铝合金板材的方法,其特征在于,所述铝合金热轧坯料的制备工艺为:按1系、3系或5系铝合金成分配比、熔炼后,再经半连续铸造、热轧生产获得所述铝合金热轧坯料。
3.根据权利要求1所述的短流程制备铝合金板材的方法,其特征在于,所述冷轧过程中,所述第一道次至倒数第二道次冷轧过程之间进行中间退火。
4.根据权利要求3所述的短流程制备铝合金板材的方法,其特征在于,所述退火温度为280~400℃,退火时间为1~5h。
5.根据权利要求1所述的短流程制备铝合金板材的方法,其特征在于,所述冷轧过程中,所述末道次冷轧的终轧温度为60~130℃。
6.根据权利要求1所述的短流程制备铝合金板材的方法,其特征在于,所述在线退火过程中,将所述冷轧板在线加热至90~350℃,并保温2~5s。
7.一种铝合金板材卷,其特征在于,所述铝合金板材卷由权利要求1-6之一所述的短流程制备铝合金板材的方法制备而成,所述铝合金板材卷的头部、中部、尾部的屈服强度均大于140mpa、抗拉强度均大于161mpa、延伸率均大于4.9%。
技术总结
本发明公开了一种短流程制备铝合金板材的方法,将铝合金热轧坯料进行冷轧,所述铝合金热轧坯料经第一道次至倒数第二道次冷轧后得到冷轧中间板,再将所述冷轧中间板进行末道次冷轧得到目标厚度的冷轧板,然后将所述冷轧板进行在线退火、卷取、冷却至室温后得到铝合金板材。本发明通过末道次冷轧后在线退火并利用卷材自回火来实现铝合金不完全退火(H2x)或稳定化退火(H3x)状态所需的回复程度,从而大幅缩短生产流程,降低生产成本,并能提高卷材头中尾组织性能均匀性。
技术研发人员:苑锡妮,冯伟骏,鄢勇,曹零勇,曹高辉,杨兵
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!