一种船用螺旋桨桨毂叶根加工机器人及其加工方法
1.本发明涉及一种加工机器人,尤其是涉及一种船用螺旋桨桨毂叶根加工机器人及其加工方法。
背景技术:
2.船舶是水上交通运输的主要工具,是经济全球化的重要推进器。船用螺旋桨作为船舶装备的关键动力部件,其加工效率是企业快速响应市场需求的保证。大型船用定距螺旋桨相邻叶片间区域狭窄,传统的龙门重型机床无法加工,因此其桨毂和叶根部分至今一直采用人工打磨的加工方式。现有方法效率低、劳动强度大、加工质量难以保证、拖延产品交付周期、粉尘污染严重且打磨过程具有一定的危险性。目前国内尚无支撑此类零件叶根桨毂加工的成熟自动化装备及工艺。
3.专利“一种运用机器人铣削船用螺旋桨叶片的加工方法”(cn108098278a)针对人工抛光很难保证螺旋桨的整体强度,且加工效率低下的缺点,提出通过调节机器人移位程序,对桨毂进行铣削,铣削之后与打磨辊接触打磨至技术要求的加工方法,但由于空间的限制,该加工方式只能加工7米及以下的桨。
4.专利“大型整体式船用螺旋桨型面数控磨削机床”(cn201510093679.8),针对大型螺旋桨叶片数控加工设备昂贵、工人打磨劳动强度大等问题,提出一种基于六轴工业机器人的大型整体式船用螺旋桨型面数控磨削机床,但针对大型定距船用螺旋桨的桨毂叶根区域,该结构无法满足工作空间要求。存在以下问题:
5.1)目前,加工大型船用螺旋桨的桨毂和叶根主要采用人工打磨的方式。该加工方式不稳定性较高,长期恶劣的操作环境会影响工人健康且加工效率低下,影响产品交付周期及企业效益。
6.2)针对大型定距桨桨毂叶根区域的加工,目前国内没有成熟的专用机床可以购置。重型龙门专用机床的研发及购置所需投入的成本巨大,研制周期长且用途单一,经济效益差。
技术实现要素:
7.发明目的:针对上述问题,本发明的目的是提供一种船用螺旋桨桨毂叶根加工机器人,有效实现大型定距桨桨毂叶根区域的加工,降低成本。并提供了其加工方法。
8.技术方案:一种船用螺旋桨桨毂叶根加工机器人,包括机器人加工单元、六轴工业机器人,定位夹紧装置,定位夹紧装置安装于螺旋桨工件桨毂上端面,两者的中心重合,六轴工业机器人安装于定位夹紧装置上端面的中心处,加工单元安装于六轴工业机器人的机械手上。
9.进一步的,加工单元包括刀具、刀柄、电机、抱紧夹具、连接法兰,抱紧夹具的一端通过连接法兰与六轴工业机器人的手腕关节末端连接,另一端安装电机,刀柄的一端安装刀具,另一端与电机连接。
10.进一步的,定位夹紧装置包括四爪卡盘主部、滑块夹爪、液压缸,四爪卡盘主部呈圆环状,滑块夹爪设有四个,依次围成圆形,四者的整体设于四爪卡盘主部内圈并分别与四爪卡盘主部滑动连接,每个滑块夹爪与一个液压缸连接,液压缸安装于四爪卡盘主部上,六轴工业机器人与四爪卡盘主部连接。
11.最佳的,六轴工业机器人的安装底座的下表面与定位夹紧装置的上表面通过螺栓相接固定,六轴工业机器人的安装底座的中轴线与定位夹紧装置的中轴线重合。
12.一种上述的船用螺旋桨桨毂叶根加工机器人的加工方法,包括以下步骤:
13.第一步:将桨毂端面加工完成的螺旋桨工件通过吊装水平放置到加工地面上,保证螺旋桨工件桨毂上端面的水平朝上,在螺旋桨桨毂上端面安装定位夹紧装置,使得定位夹紧装置的中心与螺旋桨工件桨毂的中心在一条竖直的直线上;
14.第二步:在定位夹紧装置上安装六轴工业机器人,确保六轴工业机器人的安装底座的中心与定位夹紧装置的中心在一条竖直的直线上;六轴工业机器人末端安装加工单元,加工单元的刀具选用铣刀,标定铣刀底面中心点的空间位置,完成六轴工业机器人末端位姿修正;
15.第三步:六轴工业机器人根据加工程序通过其内部的控制系统驱动自身各轴转动工作,加工单元开始加工,完成一个区域的铣削加工后,六轴工业机器人回到初始位姿;
16.第四步:六轴工业机器人周向旋转角度θ至待加工区域附近,重复第三步中的操作,直至完成所有流道的加工,六轴工业机器人复位;
17.第五步,回收铣削产生的铜合金螺旋桨切屑,更换加工单元的刀具为磨刀;
18.第六步,重复步骤三和步骤四中的加工步骤,完成螺旋桨桨毂叶根区域的打磨抛光,六轴工业机器人复位。
19.进一步的,螺旋桨桨毂叶根的铣磨加工方法包括以下步骤:
20.步骤一:运用平底铣刀依次完成桨毂、叶根、叶面及叶背的粗加工;
21.步骤二:使用平底铣刀依次完成桨毂、叶面及叶背的半精加工;
22.步骤三:运用球头铣刀完成叶根的半精清根加工;
23.步骤四:运用磨刀完成桨毂、叶根、叶面及叶背的打磨抛光精加工。
24.进一步的,对螺旋桨工件加工的区域划分及加工顺序的设置包括以下步骤:
25.步骤1:将螺旋桨工件加工区域划分为:桨毂区域、叶根区域、近叶背的叶根区域、叶面区域、叶背区域;
26.步骤2:选定相邻的两个桨叶间的区域为加工区域一,先完成加工区域一中的桨毂区域的加工;
27.步骤3:然完成近叶面的叶根区域及近叶背的叶根区域的加工;
28.步骤4:最完成叶面区域及叶背区域的加工;
29.步骤5:重:步骤2~步骤4,直至完成区域1至区域n的加工,n为螺旋桨工件桨叶数。
30.进一步的,对于六轴工业机器人及加工单元的选型包括以下步骤:
31.第1步:根据待加工的螺旋桨工件进行初步的六轴工业机器人选型,通过判定公式r’≥0.2
×
r,其中,r’为机器人的工作半径,r为螺旋桨螺距值的一半,计算出工作空间要求,通过加工的铣削力公式求解出最小负载,进而综合匹配出初定的六轴工业机器人;
32.第2步:根据螺旋桨工件的螺距及桨毂叶根区域的干涉情况选择合适的加工单元
上安装的刀具类型及尺寸,使其满足最大材料去除效率的同时不发生刀具与工件干涉;
33.第3步:对完成选型和布局的六轴工业机器人和加工单元进行加工空间验证,基于d-h修正标记法求解六轴工业机器人的可达空间位置集合;通过将三维实体化的六轴工业机器人工作空间与螺旋桨待加工区域(0.2r)的三维模型进行布尔运算,得到加工装置的加工能力判断;如不满足则重新进行第1步、第2步,如满足则进入第4步;
34.第4步:在工作空间验证的基础上实行加工仿真验证,,通过在数控编程软件中完成螺旋桨工件待加工区域的曲面编程,经六轴工业机器人的后处理器转化成专用代码传入配置好的加工仿真环境中,驱动六轴工业机器人在虚拟环境中实现加工过程演示;如发生干涉且无法通过修正数控编程数据避免的,重新进行第1步~第3步,如无干涉发生或经数控编程修正干涉消失的,则完成方案定型。
35.最佳的,在第四步中,θ=360
°
/螺旋桨工件桨叶数。
36.有益效果:与现有技术相比,本发明的优点是:
37.(1)本发明通过利用末端集成加工装置的六轴工业机器人实现大型复杂构件难加工区域的数控加工,相比研发或采购重型龙门专用机床,具有成本低廉、维护性好等优势,企业投入较低的成本即可降低大型定距螺旋桨的生产成本并缩短生产周期;
38.(2)本发明充分利用六轴工业机器人的空间灵活特点,利用其周向工作范围覆盖的特点,取消了传统方法中安装在螺旋桨下的回转工作台,进一步降低了成本。利用其纵向工作能力,一次装夹完成桨毂叶根区域的数控加工,减少了非加工时间的消耗,提高了定位精度;
39.(3)本发明通过在螺旋桨桨毂端面上布置集成加工末端的六轴工业机器人,相比现行的人工打磨方式,其加工精度和加工质量稳定性都显著提高。相比现有的机器人加工方式,其空间布局在原理上更适合大型定距螺旋桨桨毂叶根区域的加工,使得机器人在该区域姿态的刚度更高、加工效率更高;
40.(4)本发明通过在机器人末端加装可拆卸的铣削/磨削单元,使其在本方案基础上可以不断增加功能,后续可增加扫描单元完成工件待加工区域的三维扫描,或增加检测单元完成加工质量的评估,形成集加工检测一体的智能加工中心,具用较好的通用性和扩展性。
附图说明
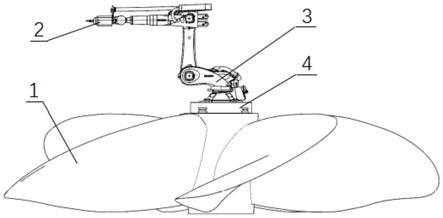
41.图1是本发明的主视结构图;
42.图2是本发明的俯视结构图;
43.图3是本发明的侧视结构图;
44.图4是加工单元的结构示意图;
45.图5是定位夹紧装置的结构示意图;
46.图6是本发明加工部件的设计流程图;
47.图7是本发明的螺旋桨加工区域划分示意图。
具体实施方式
48.下面结合附图和具体实施例,进一步阐明本发明,应理解这些实施例仅用于说明
本发明而不用于限制本发明的范围。
49.一种船用螺旋桨桨毂叶根加工机器人,如图1~5所示,包括机器人加工单元2、六轴工业机器人3,定位夹紧装置4,定位夹紧装置4安装于螺旋桨工件1桨毂上端面,两者的中心重合,定位夹紧装置4包括四爪卡盘主部5-1、滑块夹爪5-2、液压缸5-3,四爪卡盘主部5-1呈圆环状,滑块夹爪5-2设有四个,依次围成圆形,四者的整体设于四爪卡盘主部5-1内圈并分别与四爪卡盘主部5-1滑动连接,每个滑块夹爪5-2与一个液压缸5-3连接,液压缸5-3安装于四爪卡盘主部5-1上,滑块夹爪5-2的工作面在液压缸的驱动下紧贴螺旋桨工件1的桨毂内侧表面,通过液压缸5-3夹紧的同时完成装置的定心,从而实现了定位夹紧装置4与螺旋桨工件1的相对固定。六轴工业机器人3与四爪卡盘主5-1连接。
50.六轴工业机器人3安装于定位夹紧装置4上端面的中心处,加工单元2安装于六轴工业机器人3的机械手上。六轴工业机器人3为现有设备。
51.加工单元2包括刀具4-1、刀柄4-2、电机4-3、抱紧夹具4-4、连接法兰4-5,抱紧夹具4-4的一端通过连接法兰4-5与六轴工业机器人3的手腕关节末端4-6连接,另一端安装电机4-3,刀柄4-2的一端安装刀具4-1,另一端与电机4-3连接。
52.六轴工业机器人3的安装底座的下表面与定位夹紧装置4的上表面通过螺栓相接固定,六轴工业机器人3的安装底座的中轴线与定位夹紧装置4的中轴线重合。
53.上述的船用螺旋桨桨毂叶根加工机器人的加工方法,包括以下步骤:
54.第一步:将桨毂端面加工完成的螺旋桨工件通过吊装水平放置到加工地面上,保证螺旋桨工件桨毂上端面的水平朝上,在螺旋桨桨毂上端面安装定位夹紧装置,使得定位夹紧装置的中心与螺旋桨工件桨毂的中心在一条竖直的直线上;
55.第二步:在定位夹紧装置上安装六轴工业机器人,确保六轴工业机器人的安装底座的中心与定位夹紧装置的中心在一条竖直的直线上;六轴工业机器人末端安装加工单元,加工单元的刀具选用铣刀,标定铣刀底面中心点的空间位置,完成六轴工业机器人末端位姿修正;
56.第三步:六轴工业机器人根据加工程序通过其内部的控制系统驱动自身各轴转动工作,加工单元开始加工,完成一个区域的铣削加工后,六轴工业机器人回到初始位姿;
57.第四步:六轴工业机器人周向旋转角度θ至待加工区域附近,重复第三步中的操作,直至完成所有流道的加工,六轴工业机器人复位,其中,θ=360
°
/螺旋桨工件桨叶数;
58.第五步,回收铣削产生的铜合金螺旋桨切屑,更换加工单元的刀具为磨刀;
59.第六步,重复步骤三和步骤四中的加工步骤,完成螺旋桨桨毂叶根区域的打磨抛光,六轴工业机器人复位。
60.螺旋桨桨毂叶根的铣磨加工方法包括以下步骤:
61.步骤一:运用平底铣刀依次完成桨毂、叶根、叶面及叶背的粗加工;
62.步骤二:使用平底铣刀依次完成桨毂、叶面及叶背的半精加工;
63.步骤三:运用球头铣刀完成叶根的半精清根加工;
64.步骤四:运用磨刀完成桨毂、叶根、叶面及叶背的打磨抛光精加工。
65.如图7所示,对螺旋桨工件加工的区域划分及加工顺序的设置包括以下步骤:
66.步骤1:将螺旋桨工件加工区域划分为:桨毂区域7-1、叶根区域7-2、近叶背的叶根区域7-3、叶面区域7-4、叶背区域7-5;
67.步骤2:选定相邻的两个桨叶间的区域为加工区域一,先完成加工区域一中的桨毂区域7-1的加工;
68.步骤3:然完成近叶面的叶根区域7-2及近叶背的叶根区域7-3的加工;
69.步骤4:最完成叶面区域7-4及叶背区域7-5的加工;
70.步骤5:重:步骤2~步骤4,直至完成区域1至区域n的加工,n为螺旋桨工件桨叶数。
71.如图6所示,对于六轴工业机器人及加工单元的选型包括以下步骤:
72.第1步:根据待加工的螺旋桨工件进行初步的六轴工业机器人选型,通过判定公式r’≥0.2
×
r,其中,r’为机器人的工作半径,r为螺旋桨螺距值的一半,计算出工作空间要求,通过加工的铣削力公式求解出最小负载,进而综合匹配出初定的六轴工业机器人;
73.第2步:根据螺旋桨工件的螺距及桨毂叶根区域的干涉情况选择合适的加工单元上安装的刀具类型及尺寸,使其满足最大材料去除效率的同时不发生刀具与工件干涉;
74.第3步:对完成选型和布局的六轴工业机器人和加工单元进行加工空间验证,基于d-h修正标记法求解六轴工业机器人的可达空间位置集合;通过将三维实体化的六轴工业机器人工作空间与螺旋桨待加工区域的三维模型进行布尔运算,得到加工装置的加工能力判断;如不满足则重新进行第1步、第2步,如满足则进入第4步;
75.第4步:在工作空间验证的基础上实行加工仿真验证,,通过在数控编程软件中完成螺旋桨工件待加工区域的曲面编程,经六轴工业机器人的后处理器转化成专用代码传入配置好的加工仿真环境中,驱动六轴工业机器人在虚拟环境中实现加工过程演示;如发生干涉且无法通过修正数控编程数据避免的,重新进行第1步~第3步,如无干涉发生或经数控编程修正干涉消失的,则完成方案定型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1