一种随焊消除焊接变形的焊接小车的制作方法
1.本发明涉及焊接技术领域,特别是一种随焊消除焊接变形的焊接小车。
背景技术:
2.大型船舶结构制造,大量焊接工程是在露天焊接场地进行,且船体分段结构尺寸大,内部较为复杂,所以很难用大型设备进行焊接变形控制;目前对于大型钢结构,焊接变形调整缺少适用的设备,大多采用火工配合机械的方式进行调整;火工修正会投入大量人工和时间成本,且由于火工人员的技术水平参差不齐,往往不能很好的保证制造精度;因此业界亟需一种能够控制大型船体结构焊接变形的焊接装置。
技术实现要素:
3.本发明的目的在于提供一种随焊消除焊接变形的焊接小车,可以在大型船体结构焊接过程中,随焊消除焊接变形。
4.为实现上述目的,本发明采用如下技术方案:
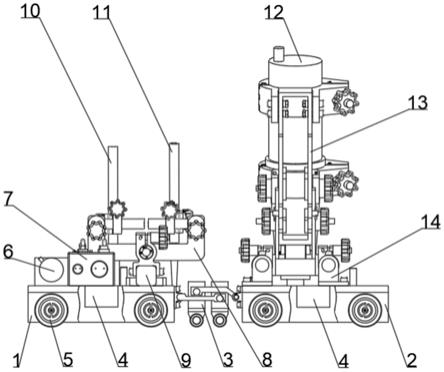
5.一种随焊消除焊接变形的焊接小车,包括主动焊接小车、从动消应力小车和磁性驱动连接机构;所述主动焊接小车和从动消应力小车通过磁性驱动连接机构连接在一起;所述主动焊接小车设有主动焊接小车车体、车轮、驱动电机、电器控制盒、组合夹持机构、连接横梁、焊枪、干冰颗粒喷嘴,所述驱动电机设置在主动焊接小车车体上,通过传动装置驱动车轮;所述电器控制盒固定在主动焊接小车车体上方;所述连接横梁固定在主动焊接小车车体上;所述组合夹持机构固定在连接横梁上;所述焊枪和干冰颗粒喷嘴均固定在组合夹持机构上;所述从动消应力小车设有从动消应力小车车体、车轮、超声波冲击枪、冲击枪夹持机构、滑动导轨;所述超声波冲击枪固定在冲击枪夹持机构上;冲击枪夹持机构可滑动的固定在下方的滑动导轨上;所述滑动导轨固定在从动消应力小车车体上。
6.上述的随焊消除焊接变形的焊接小车,所述磁性驱动连接机构设有第一磁铁、第二磁铁、第一磁铁支座、第二磁铁支座、行走轮、连接销轴、第二固定座、第一固定座、第二连接臂、第一连接臂;所述第一磁铁固定在第一磁铁支座上;所述第二磁铁固定在第二磁铁支座上;所述第一磁铁支座和第二磁铁支座均设有行走轮;所述第一磁铁和第二磁铁同极相对;所述第一固定座通过紧固件固定在主动焊接小车车体;所述第二固定座通过紧固件固定在从动消应力小车车体上;所述第一连接臂的一端与第一固定座铰接;所述第二连接臂的一端与第二固定座铰接;所述第一连接臂和第二连接臂的另一端均设有开口凹槽;所述第一磁铁固定座和第二磁铁固定座的里外两侧均设有连接销轴;所述连接销轴分别与与第一连接臂和第二连接臂的开口凹槽相配合锁紧。
7.上述的随焊消除焊接变形的焊接小车,所述的第一连接臂和第二连接臂的开口凹槽为矩形槽,所述连接销轴的垂直截面为矩形,外端设有凸缘。
8.上述的随焊消除焊接变形的焊接小车,所述组合夹持机构设有旋转手柄一、旋转手柄二、旋转手柄三、旋转手柄四、旋转轴、固定座、支架、旋转座、焊枪夹持头、喷嘴夹持头、
支撑杆;所述固定座通过紧固件固定在连接横梁上;所述旋转轴可旋转的紧固在固定座上,通过旋转手柄一予以紧固;所述支架与旋转轴的左端相固定;所述旋转座可旋转的紧固在支架上,通过旋转手柄二予以紧固;所述支撑杆固定在旋转座上;所述焊枪夹持头和喷嘴夹持头可旋转、可移动的紧固在支撑杆上,通过旋转手柄三予以紧固;转动旋转手柄四夹持焊枪夹持头和喷嘴夹持头。
9.上述的随焊消除焊接变形的焊接小车,所述冲击枪夹持机构设有底座、固定支架、铰接轴、导轨座、冲击枪夹持头;所述底座通过导轨座可移动的紧固在滑动导轨上;所述固定支架的里侧下端通过铰接轴与底座铰接;所述底座的外侧设有可调节倾斜角度的弧形长槽;所述冲击枪夹持头可以在固定支架上上下滑动调节;
10.上述的随焊消除焊接变形的焊接小车,所述主动焊接小车和从动消应力小车均增设有磁力机构;所述磁力机构均设置在所述小车的车体中心位置。
11.有益效果
12.本发明具有如下优点:
13.本发明的随焊消除焊接变形的焊接小车,包括主动焊接小车、从动消应力小车和磁性驱动连接机构;主动焊接小车上安装有焊枪和干冰颗粒喷嘴,从动消应力小车上安装有超声波冲击枪;在船舶制造过程中,使用本发明的焊接小车进行焊接作业,急冷加超声波震动装置安装在焊接小车上,焊接作业和控制焊接后变形以及焊接应力的消除同时进行,大大提高了生产率;同时由于超声波冲击枪在作业时会产生较大的震动,本发明设计了磁性驱动连接机构,利用磁铁同极相斥的特性,使得从动消应力小车上的超声波冲击枪产生的震动不会被传导至主动焊接小车,进而避免了对焊接作业的影响。
附图说明
14.图1是本发明示意图;
15.图2是本发明的左视图;
16.图3是本发明的三维视图;
17.图4是磁性驱动连接机构的示意图;
18.图5是组合夹持机构的示意图;
19.图6是冲击枪夹持机构的示意图;
20.图中各标号分别表示为:1、主动焊接小车车体,2、从动消应力小车车体,3、磁性驱动连接机构,4、磁力机构,5、车轮,6、驱动电机,7、电器控制盒,8、组合夹持机构,9、连接横梁,10、焊枪,11、干冰颗粒喷嘴,12、超声波冲击枪,13、冲击枪夹持机构,14、滑动导轨,3-1、第一磁铁,3-2、第二磁铁,3-3第一磁铁支座,3-4、第二磁铁支座,3-5、行走轮,3-6、连接销轴,3-7、第二固定座,3-8、第一固定座,3-9、第二连接臂,3-10、第一连接臂,8-1、旋转手柄一,8-2、旋转手柄二,8-3、旋转手柄三,8-4、旋转手柄四,8-5、旋转轴,8-6、固定座,8-7、支架,8-8、旋转座,8-9、焊枪夹持头,8-10、喷嘴夹持头,8-11、支撑杆,13-1、底座,13-2、固定支架,13-3、铰接轴,13-4、导轨座,13-5、冲击枪夹持头。
具体实施方式
21.下面结合附图和实施例对本发明作进一步说明。
22.本发明的随焊消除焊接变形的焊接小车,焊接变形控制采用急冷+超声波震动联合作用的方式;急冷方式消除焊接变形的原理是:对焊缝的温度最高点处进行冷却,降低其高温数值,使热膨胀的焊缝急速收缩,从而拉伸因热膨胀而产生的压塑金属,减少或消除塑性压缩变形;超声波消除焊接变形的原理是:焊接变形属于塑性变形,在外部能量激励的情况下,其会部分恢复原样,减少变形量;采用两种方式联合作用,是因为其中任一种方式在消除焊接变形上可能不彻底,两种方式连用,能最大限度消除焊接变形。
23.本发明的随焊消除焊接变形的焊接小车,急冷+超声波震动装置安装在焊接小车上,焊接变形和焊接应力消除随焊接同时进行。
24.本发明的随焊消除焊接变形的焊接小车,包括主动焊接小车、从动消应力小车和磁性驱动连接机构3;所述主动焊接小车和从动消应力小车通过磁性驱动连接机构连接在一起;
25.本发明的随焊消除焊接变形的焊接小车,所述主动焊接小车设有主动焊接小车车体1、车轮5、驱动电机6、电器控制盒7、组合夹持机构8、连接横梁9、焊枪10、干冰颗粒喷嘴11;所述驱动电机安装在主动焊接小车车体上为步进电机,通过减速传动装置驱动焊接小车移动,移动速度按照焊接要求通过电器控制盒预先设定;所述连接横梁焊接在主动焊接小车车体,用于固定组合夹持机构;所述焊枪和干冰颗粒喷嘴六方位可调节的固定在组合夹持机构上。
26.本发明的随焊消除焊接变形的焊接小车,所述从动消应力小车设有从动消应力小车车体2、车轮、超声波冲击枪12、冲击枪夹持机构13、滑动导轨14;所述超声波冲击枪固定在冲击枪夹持机构上;冲击枪夹持机构可滑动的固定在下方的滑动导轨上;所述滑动导轨固定在从动消应力小车车体上。
27.本发明的随焊消除焊接变形的焊接小车,由于超声波冲击枪工作时会产生较大的震动,为了克服震动传导至主动焊接小车对焊接质量产生影响,本发明采用磁性驱动连接机构3来柔性连接主动焊接小车和从动消应力小车;所述磁性驱动连接机构设有第一磁铁3-1、第二磁铁3-2、第一磁铁支座3-3、第二磁铁支座3-4、行走轮3-5、连接销轴3-6、第二固定座3-7、第一固定座3-8、第二连接臂3-9、第一连接臂3-10;利用磁铁异极相吸同极相斥的特性,所述第一磁铁和第二磁铁同极相对设置,实现了主动焊接小车和从动消应力小车的柔性同步移动。
28.本发明的随焊消除焊接变形的焊接小车,为了使焊枪(10)、干冰颗粒喷嘴(11)和超声波冲击枪(12)工作时能够准确的对准焊点,本发明设计了组合夹持机构(8)和冲击枪夹持机构(13);所述组合夹持机构和冲击枪夹持机构均可以实现六方位的调节。
29.本发明的随焊消除焊接变形的焊接小车,为了保证所述焊接小车的平稳移动,不至于特殊情况下倾覆,本发明还增设了磁力机构(4),所述磁力机构设置在主动焊接小车车体(1)的中心位置和从动消应力小车车体(2)的中心位置;所述磁力机构由电器控制盒(7)控制,打开电器控制开关通电后,磁力机构产生磁力,使本发明的焊接小车吸附在工件上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1