一种使用氧气助燃的高温切割装置及其使用方法与流程
1.本发明属于冶金设备技术领域,特别设计一种使用氧气助燃的高温切割装置及其使用方法。
背景技术:
2.在有色金属冶炼过程中,不论是排放溜槽还是炉窑内,由于高温熔体的粘结、沉积等作用,会在溜槽和炉内形成粘接,需定期对溜槽进行清理。由于上述金属或氧化物不能使用氧气火焰切割,且柔韧性、延展性很强,难以用机械方式切割。
技术实现要素:
3.针对上述问题,本发明提供一种使用氧气助燃的高温切割装置及其使用方法,利用氧气与钢管、铁丝、铝丝后镁丝燃烧,产生高温使金属熔化的原理进行切割清理,极大的地提高了切割效率。
4.本发明是通过以下技术方案实现的:一种使用氧气助燃的高温切割装置,包括供氧管道、氧气截止阀、短节ⅰ、喉箍、氧气带、短节ⅱ、氧气调节阀和氧枪;所述的氧气截止阀一端通过法兰连接供氧管道,另一端通过螺纹连接短节ⅰ的螺纹端;所述的短节ⅰ的光滑端安装氧气带并通过喉箍进行固定;所述的氧气带的另一端连接短节ⅱ的光滑端并通过喉箍进行固定;短节ⅱ的螺纹端与氧气调节阀螺纹连接;所述的氧枪一端加工有螺纹并与氧气调节阀螺纹连接;所述的氧枪包括螺纹接头、氧枪管、金属丝;所述的螺纹接头直接在氧枪管的一端加工而得,用于连接氧气调节阀;所述的金属丝为铁丝、铝丝和镁丝任意组合,拉直后填充于氧枪管内。
5.所述的铁丝、铝丝或镁丝根据实际需求,按不同比例配合后,拉直穿入氧枪管内进行安装固定。
6.本发明切割装置的工作原理如下:从氧枪管内部通入0.6~1.0mpa的中压氧气,中压氧气在氧枪出口与氧枪管、铁丝、铝丝或镁丝燃烧释放大量热量,产生的高温熔体和热量对切割部位进行熔化,切割物体及氧枪燃烧产生的熔体被氧气吹开,不断形成切割通道,从而完成切割作业。
7.作为本发明切割装置的进一步改进,所述铁丝为镀锌铁丝,直径≥3.5mm;所述的铝丝和镁丝直径≥3mm。
8.作为本发明切割装置的进一步改进,所述的氧枪管(802)的管径≥18mm,壁厚≥3mm,根据现场实际需求,可以加长或截短使用。
9.同时,本发明还提供了所述的使用氧气助燃的高温切割装置的使用方法,包括以下步骤:(1)将切割装置按照权利要求1的方式进行安装,准备氧气,确认氧气压力高于
0.6mpa,确认使用与氧枪配套的氧气带,烧口前必须检查氧气带头部无明显磨损、裂纹、鼓包,对新投用的氧气带进行打压检查,检验合格后才能投入使用;(2)切割人员及协助人员穿好防火防护服、防护手套、脚裸保护套,佩戴防火面罩,严禁烟火,手上禁止有易燃油品、油脂;其中切割人员专门开关氧气截止阀;协助人员协助烧口,将氧枪放置在切割物体处,并在燃着木柴或电极糊上点燃氧枪,氧枪点燃后人员撤离到安全区域内;(3)两人持氧枪进行切割,一人位于氧枪中部,调整氧枪及切割角度,一人位于氧枪末端,通过氧气调节阀调整氧气流量,氧枪点燃后,逐步开大氧气调节阀的阀门开度,加大氧气量,以将切割物体熔化产生的高温熔体吹出为准;(4)每根氧枪烧至还剩1500mm前,抽离出氧枪并摆放至地面,将氧枪头部火焰熄灭,随后缓慢关闭氧气,并关闭氧气截止阀,确认氧气关闭2秒后,将氧枪从氧气截止阀内拧出,有效避免氧枪发生回火,同时人员撤到侧面,防止着火和伤人;(5)重复上述的步骤(3)至(4),至切割完成后结束作业,拆除设备,清理现场。
10.本发明的有益效果如下:1、本发明对铜、炉底粘接、溜槽粘接等不易使用乙炔割炬或等离子进行切割的有色金属可以高效地进行切割作业,当需切割铜块厚度超过200mm后,无论是切割速度还是切割成本上都更具优势。
11.2、本发明可以快速将炉窑炉底存留的粘接进行切割破碎,对炉体不会产生损伤,实现快速清理。
12.3、本发明可以将狭小区域的混凝土结构切断或者切割为小块后进行拆除,所需作业空间小,切割作业可以快速进行,成本更低。
附图说明
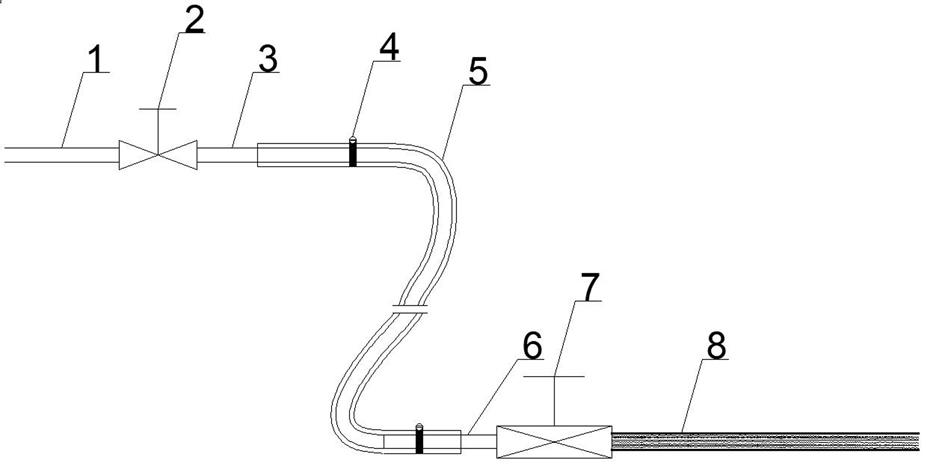
13.图1为本发明切割装置的结构示意图。
14.图2为本发明氧枪的结构示意图。
15.附图标记:1-供氧管道,2-氧气截止阀,3-短节ⅰ,4-喉箍,5-氧气带,6-短节ⅱ,7-氧气调节阀,8-氧枪,801-螺纹接头,802-氧枪管,803-金属丝。
具体实施方式
16.下面结合附图对本发明作进一步说明。
17.实施例1如图1所示的一种使用氧气助燃的高温切割装置,包括供氧管道1、氧气截止阀2、短节ⅰ3、喉箍4、氧气带5、短节ⅱ6、氧气调节阀7和氧枪8;所述的氧气截止阀2一端通过法兰连接供氧管道1,另一端通过螺纹连接短节ⅰ3的螺纹端;所述的短节ⅰ3的光滑端安装氧气带5并通过喉箍4进行固定;所述的氧气带5的另一端连接短节ⅱ6的光滑端并通过喉箍4进行固定;短节ⅱ6的螺纹端与氧气调节阀7螺纹连接;所述的氧枪8一端加工有螺纹并与氧气调节阀7螺纹连接;所述的氧枪8如图2所示,包括螺纹接头801、氧枪管802、金属丝803;所述的螺纹接
头801直接在氧枪管802的一端加工而得,用于连接氧气调节阀7;所述的金属丝803为铁丝、铝丝和镁丝任意组合,拉直后填充于氧枪管802内。
18.所述铁丝为镀锌铁丝,直径为3.5mm;所述的铝丝和镁丝直径为3mm。
19.所述的氧枪管802的管径为18mm,壁厚为3mm。
20.使用上述的高温切割装置对大块铜进行切割,包括以下步骤:切割铜块长宽超过1.5m,厚度超过1m;(1)将切割装置按照权利要求1的方式进行安装,准备氧气,氧气压力为0.8pa,确认使用与氧枪8配套的氧气带5,烧口前必须检查氧气带5头部无明显磨损、裂纹、鼓包,对新投用的氧气带5进行打压检查,检验合格后才能投入使用;(2)切割人员及协助人员穿好防火防护服、防护手套、脚裸保护套,佩戴防火面罩,严禁烟火,手上禁止有易燃油品、油脂;其中切割人员专门开关氧气截止阀2;协助人员协助烧口,将氧枪8放置在大块铜切割处,并在燃着木柴或电极糊上点燃氧枪8,氧枪8点燃后人员撤离到安全区域内;(3)两人持氧枪8进行切割,一人位于氧枪中部,调整氧枪8及切割角度,一人位于氧枪8末端,通过氧气调节阀7调整氧气流量,氧枪8点燃后,逐步开大氧气截止阀2的阀门开度,加大氧气量,以将切割物体熔化产生的高温熔体吹出为准;(4)每根氧枪8烧至还剩1500mm前,抽离出氧枪8并摆放至地面,将氧枪8头部火焰熄灭,随后缓慢关闭氧气,并关闭氧气截止阀2,确认氧气关闭2秒后,将氧枪8从氧气调节阀7内拧出,有效避免氧枪8发生回火,同时人员撤到侧面,防止着火和伤人;(5)重复上述的步骤(3)至(4),至切割完成后结束作业,拆除设备,清理现场。
21.实施例2本实施例的设备安装与实施例1的相同,其中:铁丝直径为4mm;铝丝和镁丝直径为5mm。
22.氧枪管802的管径为20mm,壁厚为4mm。
23.本实施例用于对炉底粘接进行切割。炉底粘接厚度超过500mm,通过切割机及打砸机不能进行破碎,采用氧气助燃高温技术切割,使用的氧气压力为0.8mpa。
24.实施例3本实施例的设备安装与实施例1的相同,其中:铁丝直径为5mm;铝丝和镁丝直径为4mm。
25.氧枪管802的管径为28mm,壁厚为5mm。
26.本实施例用于对溜槽粘接切割。粗铜排放溜槽粘接厚度超过200mm,溜槽中间结成桥,无法进行排放,采用氧气助燃高温技术切割,使用的氧气压力为1.0mpa。
27.以上实施例仅为本发明的示例性实施例,不用于限制本发明,本发明的保护范围由权利要求书限定。本领域人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1