一种解决零件深腔异形结构的机械加工方法与流程
1.本发明属于机加工刀具技术领域,涉及解决零件深腔异形结构的解决零件深腔异形结构的机械加工方法。
背景技术:
2.目前我厂生产一系列铝合金、不锈钢、高温合金座体类零件,部分零件存在深腔异形结构,普通的硬质合金铣刀刚性弱,加工效率低,零件表面振纹,质量差等一系列问题。有个别零件用普通的硬质合金刀具无法加工。鉴于以上种种问题,我们在加工此类零件过程中巧妙地设计了一种刀具替代普通的硬质合金刀具来加工此类结构。
技术实现要素:
3.本发明的目的在于克服现有技术中存在的不足,提供一种解决零件深腔异形结构的机械加工方法,这个加工方法通用性强,且其加工稳定,大大提高零件表面质量,提高合格率和生产效率。
4.按照本发明提供的技术方案:一种解决零件深腔异形结构的机械加工方法,其特征在于,使用加工深腔异形零件的可调镗刀,镗刀包括刀柄,刀柄中设有滑块,刀柄与滑块之间设有滑块调节机构及滑块锁定机构,滑块中滑动设有刀杆,滑块与刀杆之间设有刀杆锁定机构,滑块下部安装刀片,方法包括如下步骤:工步一:步骤1:将刀片装上刀柄;步骤2:根据加工零件直径,调节刀具加工直径;具体调节方法:松掉滑块锁紧螺钉和滑块支紧螺钉,转动滑块调节螺钉,使滑块在刀柄滑槽中滑动调节直径,通过对刀仪最终确认刀具加工直径;依次锁紧滑块锁紧螺钉和滑块支紧螺钉;工步二:步骤1:将调节好的刀具装在机床主轴上;步骤2:nc程序需要设计m19刀具定向指令,每次进刀刀杆都在右侧;步骤3:待刀具降到安全高度后,输入指令m4反向旋转刀具,通过程nc程序进刀加工零件该处结构;步骤4:加工结束后,输入m5指令主轴停止转动,继续出入m19刀具定向指令,每次退刀刀杆继续维持在右侧,g00快速退刀;工步三:在机床上用检具检测该直径,合格方可取下流转。
5.一种解决零件深腔异形结构的机械加工方法,包括刀柄,刀柄中设有滑块,刀柄与滑块之间设有滑块调节机构及滑块锁定机构,滑块中滑动设有刀杆,滑块与刀杆之间设有刀杆锁定机构,滑块下部安装刀片。
6.作为本发明的进一步改进,刀柄上部为刀柄安装部,下部为滑块滑移部。
7.作为本发明的进一步改进,滑块调节机构包括滑块滑移槽,滑块滑移槽开于滑块滑移部中,滑块滑移槽侧面钻设滑块调节螺孔,滑块调节螺孔中安装滑块调节螺钉,滑块调节螺钉端部抵住滑块,滑块中开设滑块调整台阶槽。
8.作为本发明的进一步改进,滑块锁定机构采用双重锁定。
9.作为本发明的进一步改进,滑块锁定机构包括滑块锁紧螺钉和滑块支紧螺钉,滑块滑移槽顶面钻设滑块锁紧螺孔,滑块滑移槽侧面钻设滑块支紧螺孔,滑块锁紧螺钉穿过滑块调整台阶槽连接滑块锁紧螺孔,滑块支紧螺钉安装在滑块支紧螺孔中并抵住滑块。
10.作为本发明的进一步改进,滑块包括刀柄滑孔。
11.作为本发明的进一步改进,刀杆锁定机构包括导杆锁定螺孔和刀杆支紧螺钉;导杆锁定螺孔钻设于刀柄滑孔侧面,刀杆支紧螺钉安装在导杆锁定螺孔中并抵住刀杆。
12.作为本发明的进一步改进,刀杆下部设有刀片安装槽,刀片安装槽中钻设刀片安装螺孔,刀片安装槽中安装刀片,刀片螺钉下部位于刀片安装螺孔中,刀片螺钉头部压住刀片。
13.作为本发明的进一步改进,刀片采用可转位硬质合金刀片。
14.作为本发明的进一步改进,刀片选用可转位车床刀片或者镗刀片。
15.本技术的积极进步效果在于:本发明结构简单,占用空间小;调节精度高,安装牢固,大大提高零件表面质量,提高合格率和生产效率。
附图说明
16.图1为本发明刀具正视图。
17.图2为本发明刀具俯视图。
18.图3为本发明滑块的正视图。
19.图4为本发明刀具刀柄的正视图。
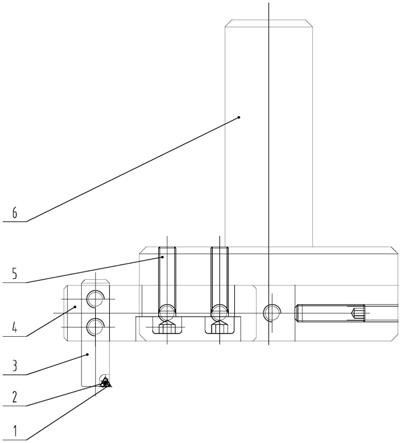
20.图5-图6为本发明刀具加工零件的示意图。
具体实施方式
21.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互结合。下面将参考附图并结合实施例来详细说明本发明。
22.为了使本领域技术人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
23.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例。此外,“包括”和“具有”等类似术语,是指除了已经在“包括”和“具有”中所罗列的那些内容以外,还可以“包括”和“具有”其它尚未罗列的内容;例如,可以包含一系列步骤或单元的过程、方法、系统、产品或设备,不必限于已经清楚地列出的那些步骤或单元,而是可以包括没有清楚地列出的或对于
这些过程、方法、产品或设备固有的其它步骤或单元。
24.图1-6中,包括刀片1、刀片螺钉2、刀杆3、滑块4、滑块锁紧螺钉5、刀柄6、刀杆支紧螺钉7、滑块支紧螺钉8、滑块调节螺钉9等。
25.如图1-2所示,一种加工深腔异形零件的可调镗刀,包括刀柄6,刀柄6中设有滑块4,刀柄6与滑块4之间设有滑块调节机构及滑块锁定机构,滑块4中滑动设有刀杆3,滑块4与刀杆3之间设有刀杆锁定机构,滑块4下部安装刀片1。
26.如图4所示,刀柄6上部为刀柄安装部6-1,下部为滑块滑移部6-2。刀柄安装部6-1与机床主轴连接,规格为bt40或bt50。
27.滑块调节机构包括滑块滑移槽6-6,滑块滑移槽6-6开于滑块滑移部6-2中,滑块滑移槽6-6侧面钻设滑块调节螺孔6-3,滑块调节螺孔6-3中安装滑块调节螺钉9,滑块调节螺钉9端部抵住滑块4,滑块4中开设滑块调整台阶槽4-1。
28.滑块锁定机构采用双重锁定,包括滑块锁紧螺钉5和滑块支紧螺钉8,滑块滑移槽6-6顶面钻设滑块锁紧螺孔6-5,滑块滑移槽6-6侧面钻设滑块支紧螺孔6-4,滑块锁紧螺钉5穿过滑块调整台阶槽4-1连接滑块锁紧螺孔6-5,滑块支紧螺钉8安装在滑块支紧螺孔6-4中并抵住滑块4。
29.如图3所示,滑块4包括刀柄滑孔4-2,用于滑动安装刀杆3。
30.刀杆锁定机构包括导杆锁定螺孔4-3和刀杆支紧螺钉7。导杆锁定螺孔4-3钻设于刀柄滑孔4-2侧面,刀杆支紧螺钉7安装在导杆锁定螺孔4-3中并抵住刀杆3。
31.刀杆3下部设有刀片安装槽,刀片安装槽中钻设刀片安装螺孔,刀片安装槽中安装刀片1,刀片螺钉2下部位于刀片安装螺孔中,刀片螺钉2头部压住刀片1。
32.刀片1采用可转位硬质合金刀片,其刀片1圆弧角根据零件根部r角大小选择,公差是零件根部r角的1/5。刀片1可选用标准可转位车床刀片或者镗刀片。
33.滑块锁紧螺钉5为m5内六角圆柱头滑块锁紧螺钉,滑块支紧螺钉8为m5
×
8内六角平端紧定螺钉,滑块调节螺钉9为m5
×
30内六角平端紧定螺钉。
34.一种解决零件深腔异形结构的机械加工方法,其特征在于,使用上述镗刀,包括以下步骤:工步一:步骤1:将刀片1装上刀柄4,刀柄3装入滑块4,滑块4装入刀柄6;步骤2:根据加工零件直径,调节刀具加工直径;具体调节方法:松掉滑块锁紧螺钉5和滑块支紧螺钉8,转动滑块调节螺钉9,使滑块4在刀柄6滑槽中滑动调节直径,通过对刀仪最终确认刀具加工直径;依次锁紧滑块锁紧螺钉5和滑块支紧螺钉8;工步二:步骤1:将调节好的刀具装在机床主轴上;步骤2:nc程序需要设计m19刀具定向指令,每次进刀刀杆都在右侧见图3;步骤3:待刀具降到安全高度后,输入指令m4反向旋转刀具,通过程nc程序进刀加工零件该处结构;步骤4:加工结束后,输入m5指令主轴停止转动,继续出入m19刀具定向指令,每次退刀刀杆继续维持在右侧,g00快速退刀;工步三:
在机床上用检具检测该直径,合格方可取下流转。
35.工作原理:如图5到图6所示,根据零件深腔异形结构的外形尺寸,拧m5
×
30内六角平端紧定螺钉9,使滑块在刀柄滑槽中滑动调节直径,通过对刀仪最终确认刀具加工直径。
36.如图6中,通过nc程序中的m19指令,每次进刀、退刀时刀杆都在右侧(见图6),位于零件不干涉的安全区域。从图3所示位置进刀,刀具可以短和加粗,这样刀具的刚性得到大大提高,零件表面质量、加工效率都会成倍地提高。
37.最后应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1