一种V型加工直纹齿刨刀的制作方法
一种v型加工直纹齿刨刀
技术领域
1.本实用新型涉及一种刨刀,尤其涉及一种v型加工直纹齿刨刀。
背景技术:
2.目前在外径直纹齿加工领域,是利用滚花轮来实现的,加工原理:首先要选择与之匹配模数的滚花轮,滚花轮本身就是与被加工直纹齿形状相同的刀具,加工时通过径向产品外径旋转滚花轮对外径进行挤压,使外径表面发生形变,从而形成至滚花轮的成型尺寸,这种加工的弊端首先对产品本身对于齿的要求有所降低,在调试过程中比较费时,且调试难度较大,其次挤压过程中会造成机床产生的径向作用力增大,这样会对于机床的精度和使用寿命有明显的降低,最后采用滚花轮加工的成本也比较高。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种显著提高金属产品齿的精度,有效减少调试时间的v型加工直纹齿刨刀。
4.本实用新型由以下具体技术手段所达成:
5.一种v型加工直纹齿刨刀,包括有装夹头、刀柄、刀头、第一刀角和第二刀角;装夹头一端通过刀柄连接有刀头,刀头为倒四棱台形状,且四条棱边分别为两个对应的第一刀角和两个对应的第二刀角,第一刀角的长度比第二刀角的长度短,刀头远离刀柄的端部为v型圆弧槽。
6.进一步的,第二刀角处为倒圆角,且圆角半径为0.04mm。
7.进一步的,第一刀角的夹角角度为93
°
,第二刀角的夹角角度为87
°
。
8.与现有技术相比,本实用新型具有如下有益效果:
9.本实用新型通过在刀头处设置v型圆弧槽可有效的解决直纹齿精度要求难题,避免滚花轮在加工过程中产生过大的阻力难题,显著提高了金属产品齿的精度,有效减少的调试时间,并且延长了设备使用寿命,采购制作成本明显降低。
附图说明
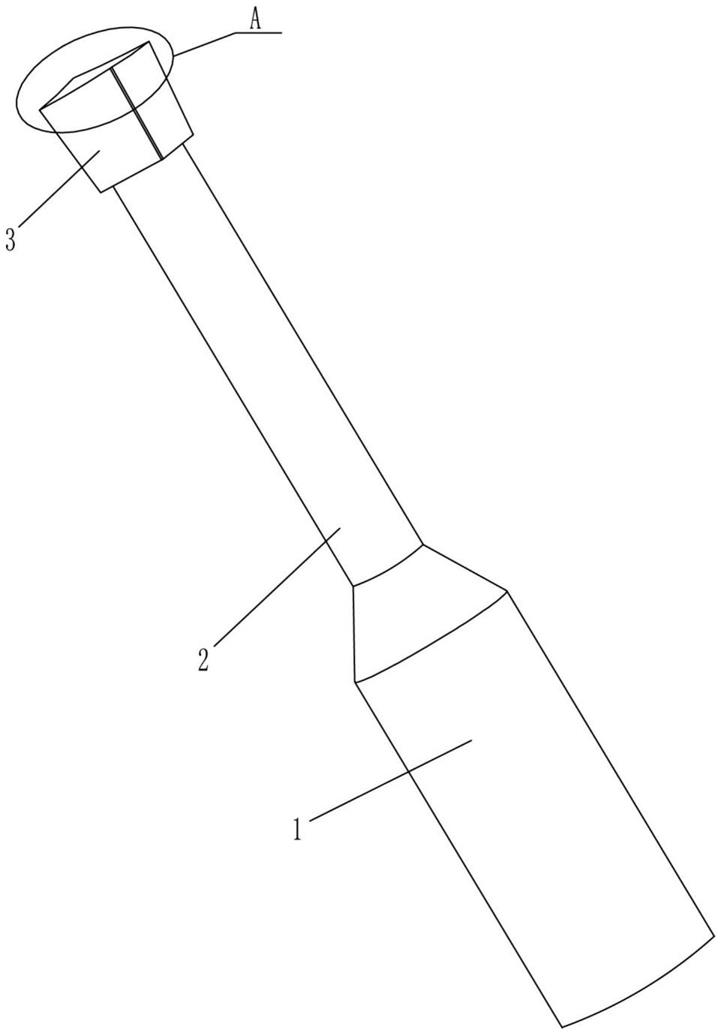
10.图1为本实用新型的立体结构示意图。
11.图2为本实用新型图1中a的放大示意图。
12.图3为本实用新型的主视结构示意图。
13.图4为本实用新型的俯视结构示意图。
14.附图中的标记为:1
‑
装夹头,2
‑
刀柄,3
‑
刀头,4
‑
第一刀角,5
‑
第二刀角,6
‑
v型圆弧槽。
具体实施方式
15.以下结合附图对本实用新型做进一步描述。
实施例
16.一种v型加工直纹齿刨刀,如图1
‑
4所示,包括有装夹头1、刀柄2、刀头3、第一刀角4和第二刀角5;装夹头1一端通过刀柄2连接有刀头3,刀头3为倒四棱台形状,且四条棱边分别为两个对应的第一刀角4和两个对应的第二刀角5,第一刀角4的长度比第二刀角5的长度短,刀头3远离刀柄2的端部为v型圆弧槽6。
17.其中,第二刀角5处为倒圆角,且圆角半径为0.04mm。
18.其中,第一刀角4的夹角角度为93
°
,第二刀角5的夹角角度为87
°
。
19.利用本实用新型所述技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
技术特征:
1.一种v型加工直纹齿刨刀,其特征在于,包括有装夹头(1)、刀柄(2)、刀头(3)、第一刀角(4)和第二刀角(5);装夹头(1)一端通过刀柄(2)连接有刀头(3),刀头(3)为倒四棱台形状,且四条棱边分别为两个对应的第一刀角(4)和两个对应的第二刀角(5),第一刀角(4)的长度比第二刀角(5)的长度短,刀头(3)远离刀柄(2)的端部为v型圆弧槽(6)。2.根据权利要求1所述的一种v型加工直纹齿刨刀,其特征在于,第二刀角(5)处为倒圆角,且圆角半径为0.04mm。3.根据权利要求2所述的一种v型加工直纹齿刨刀,其特征在于,第一刀角(4)的夹角角度为93
°
,第二刀角(5)的夹角角度为87
°
。
技术总结
本实用新型涉及一种刨刀,尤其涉及一种V型加工直纹齿刨刀。本实用新型要解决的技术问题是提供一种显著提高金属产品齿的精度,有效减少的调试时间的V型加工直纹齿刨刀。一种V型加工直纹齿刨刀,包括有装夹头、刀柄、刀头、第一刀角和第二刀角;装夹头一端通过刀柄连接有刀头,刀头为倒四棱台形状,且四条棱边分别为两个对应的第一刀角和两个对应的第二刀角,第一刀角的长度比第二刀角的长度短,刀头远离刀柄的端部为V型圆弧槽。本实用新型通过在刀头处设置V型圆弧槽可有效的解决直纹齿精度要求难题,避免滚花轮在加工过程中产生过大的阻力难题,显著提高了金属产品齿的精度。显著提高了金属产品齿的精度。显著提高了金属产品齿的精度。
技术研发人员:邹支农 刘小叶 邹义平
受保护的技术使用者:江西天孚科技有限公司
技术研发日:2021.01.13
技术公布日:2021/10/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1