激光平板复合模切系统的制作方法
1.本实用新型涉及模切技术领域,特别涉及激光平板复合模切系统。
背景技术:
2.在目前模切行业,有些材料(稀松难回弹的泡棉,厚pc麦拉,无基材胶),受到较大压力,会造成物理性能失效(厚度损失,边缘披峰,变形等),多采用辊式走料激光模切机一次成型,半成品用人工排废方式去掉废料,制成成品。
3.以上的工艺产能低、效率低;出产产品尺寸不稳定,公差难以满足;而且,人工效率低,成本高。
技术实现要素:
4.根据本实用新型的一个方面,提供了激光平板复合模切系统,包括激光模切装置、平板模切装置以及排废装置,激光模切装置、平板模切装置、排废装置依次排列;
5.激光模切装置包括第一复合机构、第二复合机构、激光模切机构、第三复合机构、第四复合机构,第一复合机构、第二复合机构、激光模切机构、第三复合机构、第四复合机构依次排列;
6.第一料带、第二料带、第三料带从第一复合机构输入依次经过第二复合机构、激光模切机构、第三复合机构、第四复合机构、平板模切装置输入排废装置中。
7.本实用新型提供一种激光、平板复合的模切系统,本系统全程自动化生产。本系统中,第一料带、第二料带、第三料带输入激光模切装置中,由激光模切装置对第一料带、第二料带、第三料带进行复合并激光模切得到半成品,半成品输入平板模切装置中进行平板模切后,再输入排废装置中,得到成品。提高复杂产品产能,提高效率;保证产品尺寸,满足精准公差;机器排废,提高效率,降低成本;综合激光工艺与平板工艺的优点,为复杂产品提供更优化的工艺方案。
8.在一些实施方式中,激光模切机构包括激光雕刻机和输送轨道,激光雕刻机设于输送轨道的上方。
9.由此,复合后的料带从输送轨道上经过,激光雕刻机对料带进行模切,从而得出半成品。
10.在一些实施方式中,第三复合机构的靠近激光模切机构的一端设有第一排废辊,第一排废辊配置为对排出第一料带的废料。
11.由此,利用第一排废辊对第一料带的废料进行排出,从而得出半成品。
12.在一些实施方式中,第一复合机构、第二复合机构、第三复合机构、第四复合机构结构相同,均包括第二安装板、两个上下分布的压辊,两个压辊均设于第二安装板上,两个压辊呈相切关系。
13.由此,第一复合机构、第二复合机构、第三复合机构配置为对料带进行复合,通过两个上下分布的压辊进行复合。
14.在一些实施方式中,平板模切装置包括上模、下模、进料导向机构以及出料导向机构,进料导向机构、出料导向机构设于下模的两端,上模设于下模的上方,上模与下模可分离配合。
15.由此,半成品料带从进料导向机构处进入下模,再从出料导向机构处输出,半成品料带在下模处被下模、上模配合,进行平板模切。
16.在一些实施方式中,排废装置包括机架、第一复合辊组、第二复合辊组、第三复合辊组、第二排废辊、第三排废辊,第一复合辊组、第二复合辊组、第三复合辊组依次设于机架的中部,第二排废辊设于机架的上部,第二排废辊位于第二复合辊组的上方,第三排废辊设于机架的下部,第三排废辊位于第一复合辊组、第二复合辊组之间。
17.由此,上层废料从第二排废辊排出,下层废料从第三排废辊排出。
18.在一些实施方式中,排废装置还包括收料辊,收料辊设于机架上,收料辊位于第三符合辊远离第二复合辊组的一侧。
19.由此,收料辊配置为对成品料带进行收卷。
20.本实用新型的有益效果的具体体现为:提高复杂产品产能,提高效率;保证产品尺寸,满足精准公差;机器排废,提高效率,降低成本;综合激光工艺与平板工艺的优点,为复杂产品提供更优化的工艺方案。
附图说明
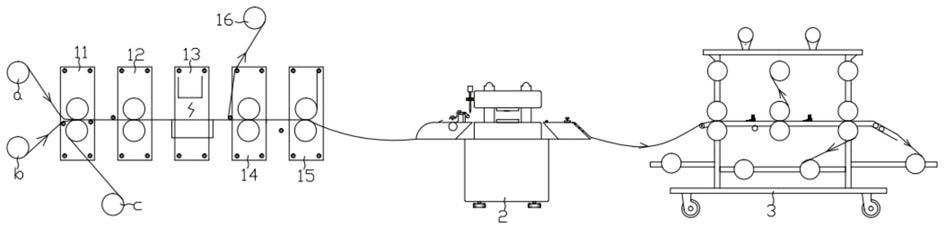
21.图1为本实用新型一实施方式的激光平板复合模切系统的平面结构示意图。
22.图2为图1所示激光平板复合模切系统中激光模切装置的平面结构示意图。
23.图3为图1所示激光平板复合模切系统中平板模切装置的平面结构示意图。
24.图4为图1所示激光平板复合模切系统中排废装置的平面结构示意图。
25.图中标号:1
‑
激光模切装置、11
‑
第一复合机构、111
‑
第二安装板、112
‑ꢀ
压辊、12
‑
第二复合机构、13
‑
激光模切机构、131
‑
激光雕刻机、132
‑
输送轨道、133
‑
第一安装板、14
‑
第三复合机构、15
‑
第四复合机构、16
‑
第一排废辊、2
‑
平板模切装置、21
‑
上模、22
‑
下模、23
‑
进料导向机构、24
‑
出料导向机构、3
‑
排废装置、31
‑
机架、32
‑
第一复合辊组、33
‑
第二复合辊组、34
‑
第三复合辊组、35
‑
第二排废辊、36
‑
第三排废辊、37
‑
收料辊、a
‑
第一料带、b
‑ꢀ
第二料带、c
‑
第三料带。
具体实施方式
26.下面结合附图对本实用新型作进一步详细的说明。
27.图1示意性地显示了根据本实用新型的一种实施方式的激光平板复合模切系统,包括激光模切装置1、平板模切装置2以及排废装置3,激光模切装置1、平板模切装置2、排废装置3依次排列;
28.激光模切装置1包括第一复合机构11、第二复合机构12、激光模切机构13、第三复合机构14、第四复合机构15,第一复合机构11、第二复合机构12、激光模切机构13、第三复合机构14、第四复合机构15依次排列;
29.第一料带a、第二料带b、第三料带c从第一复合机构11输入依次经过第二复合机构12、激光模切机构13、第三复合机构14、第四复合机构 15、平板模切装置2输入排废装置3
中。
30.本实用新型提供一种激光、平板复合的模切系统,本系统全程自动化生产。本系统中,第一料带a、第二料带b、第三料带c输入激光模切装置 1中,由激光模切装置1对第一料带a、第二料带b、第三料带c进行复合并激光模切得到半成品,半成品输入平板模切装置2中进行平板模切后,再输入排废装置3中,得到成品。提高复杂产品产能,提高效率;保证产品尺寸,满足精准公差;机器排废,提高效率,降低成本;综合激光工艺与平板工艺的优点,为复杂产品提供更优化的工艺方案。
31.在一些实施方式中,激光模切机构13包括激光雕刻机131和输送轨道 132,激光雕刻机131设于输送轨道132的上方。复合后的料带从输送轨道 132上经过,激光雕刻机131对料带进行模切,从而得出半成品。
32.在一些实施方式中,第三复合机构14的靠近激光模切机构13的一端设有第一排废辊16,第一排废辊16配置为对排出第一料带a的废料。利用第一排废辊16对第一料带a的废料进行排出,从而得出半成品。
33.在一些实施方式中,第一复合机构11、第二复合机构12、第三复合机构14、第四复合机构15结构相同,均包括第二安装板111、两个上下分布的压辊112,两个压辊112均设于第二安装板111上,两个压辊112呈相切关系。第一复合机构11、第二复合机构12、第三复合机构14配置为对料带进行复合,通过两个上下分布的压辊112进行复合。
34.在一些实施方式中,平板模切装置2包括上模21、下模22、进料导向机构23以及出料导向机构24,进料导向机构23、出料导向机构24设于下模22的两端,上模21设于下模22的上方,上模21与下模22可分离配合。半成品料带从进料导向机构23处进入下模22,再从出料导向机构24处输出,半成品料带在下模22处被下模22、上模21配合,进行平板模切。
35.在一些实施方式中,排废装置3包括机架31、第一复合辊组32、第二复合辊组33、第三复合辊组34、第二排废辊35、第三排废辊36,第一复合辊组32、第二复合辊组33、第三复合辊组34依次设于机架31的中部,第二排废辊35设于机架31的上部,第二排废辊35位于第二复合辊组33 的上方,第三排废辊36设于机架31的下部,第三排废辊36位于第一复合辊组32、第二复合辊组33之间。上层废料从第二排废辊35排出,下层废料从第三排废辊36排出。
36.在一些实施方式中,排废装置3还包括收料辊37,收料辊37设于机架 31上,收料辊37位于第三符合辊远离第二复合辊组33的一侧。收料辊37 配置为对成品料带进行收卷。
37.本实用新型的有益效果的具体体现为:提高复杂产品产能,提高效率;保证产品尺寸,满足精准公差;机器排废,提高效率,降低成本;综合激光工艺与平板工艺的优点,为复杂产品提供更优化的工艺方案。
38.本系统的具体工作方式:
39.s1、进料复合:第一料带a、第二料带b、第三料带c从第一复合机构 11处输入,经过第一复合机构11、第二复合机构12复合,形成复合料带。
40.s2、激光模切:复合料带输入激光模切机构13处,复合料带从输送轨道132上经过,激光雕刻机131对料带进行模切,从而得出半成品,利用第一排废辊16对第一料带a的废料进行排出,从而得出半成品,并经过第三符合机构、第四复合机构15进行加压输出,得出半成品。
41.s3、平板模切:半成品输入平板模切装置2中,半成品料带从进料导向机构23处进
入下模22,半成品料带在下模22处被下模22、上模21配合进行平板模切,再从出料导向机构24处输出。
42.s4、排废:半成品料带输入排废装置3中,半成品料带首先输入第一复合辊组32中,后经第二复合辊组33、第三复合辊组34输入收料辊37,上层废料从第二排废辊35排出,下层废料从第三排废辊36排出,得到成品料带。
43.s6、收卷:最后,由收料辊37对成品料带进行收卷,得到产品。
44.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1