一种贮箱顶盖模具
1.本实用新型属于先进制造技术领域,具体涉及一种贮箱顶盖模具。
背景技术:
2.蠕变时效成形技术是将金属的蠕变行为与时效强化行为巧妙的结合起来的一种新型成形技术,蠕变时效成形技术利用金属材料在人工时效温度与弹性应力共同作用下发生的蠕变变形,得到具有一定形状的构件,具有损伤小,成形精度高,残余应力小,重复性好等多方面的优点。随着我国工业的不断进步,我国的航空航天技术得到飞速发展,蠕变时效成形技术不断的进步,成为航空航天产品制造领域中一项不可或缺的大型壁板成形技术。目前在进行航天航空的贮箱顶盖制造成形时,所采取的工艺常常就是蠕变时效成形。现有的贮箱顶盖模具,具有的一个重要缺点是当模具处于热压罐里的时候,热风容易滞塞在中心底部,导致热流分布不均匀,热力耦合的条件很差,成形出来的工件其性能具有一定不均匀性,从而可能导致成品工件无法满足设计要求。且现有的模具定位十份不方便,由于模具尺寸比较大,在模具侧面量取角度等操作也十份不方便,其加工过程也比较复杂,成本较高。影响实验速率。
3.因此需要设计一种新的贮箱顶盖模具。
技术实现要素:
4.本实用新型的目的在于提供一种贮箱顶盖模具,以解决背景技术中提出的现有的贮箱顶盖模具处于热压罐里的时候,热风容易滞塞在中心底部,导致热流分布不均匀,热力耦合的条件很差,成形出来的工件其性能具有一定不均匀性,从而可能导致成品工件无法满足设计要求;且现有的模具定位十份不方便,由于模具尺寸比较大,在模具侧面量取角度等操作也十份不方便,其加工过程也比较复杂,成本较高;以及还有影响实验速率的问题。
5.为实现上述目的,本实用新型提供了一种贮箱顶盖模具,包括用于使贮箱顶盖成形的模具型面板和设置在模具型面板下方用于支撑及散热的底部支架;
6.所述模具型面板包括位于模具型面板中央的型面部分和环绕在型面部分外侧的端面部分;
7.所述型面部分为外边缘呈圆形的下凹曲面板;所述端面部分呈平板状,端面部分的内边缘与型面部分的外边缘固定连接,端面部分的外边缘呈正八边形,型面部分和端面部分的对称中心重合;
8.所述底部支架包括筋板、外边缘呈正八边形的底板和八块侧板;八块侧板的上边缘均与端面部分的下板面相连,八块侧板的下边缘分别与底板的八条边固定连接,八块侧板的侧边缘依次固定连接;所述底板与端面部分平行设置,所述筋板和八块侧板均与底板所在平面垂直;所述端面部分的对称中心和底板对称中心之间的连线与底板所在平面垂直;所述筋板的侧边缘均与侧板的侧边缘或者竖直方向的板面对称中心线相连,所述筋板的上边缘均与模具型面板的下板面连接,所述筋板的下边缘均与底板的上板面连接;所述
筋板之间呈平行或者垂直关系,且所有筋板以所述端面部分的对称中心和底板对称中心之间的连线为中心呈中心对称分布;
9.所述筋板上均对称设置有通风量达到60%以上的筋板通孔;八块侧板上均对称设置有通风量达到60%以上的侧板通孔;所述底板上对称设置有通风量达到60%以上的底板通孔。
10.在一种具体的实施方式中,所述模具型面板为一体成形的。
11.在一种具体的实施方式中,所述筋板通孔和侧板通孔均为带圆角的方形通孔。
12.在一种具体的实施方式中,每块所述侧板上均对称分布设置有两个大小相同的侧板通孔。
13.在一种具体的实施方式中,所述底板的下方还设置有垫板,垫板以底板的对称中心为中心对称分布。
14.在一种具体的实施方式中,所述筋板及侧板的上边缘均设置有呈半圆形的焊接通风通孔,且焊接通风通孔以所述端面部分的对称中心为中心均匀对称分布。
15.在一种具体的实施方式中,所述筋板、底板和侧板均为厚度为8~12mm的钢板。
16.在一种具体的实施方式中,所述模具型面板为厚度为16~20mm的钢板。
17.在一种具体的实施方式中,所述筋板上均对称设置有通风量达到70%以上的筋板通孔;八块侧板上均对称设置有通风量达到70%以上的侧板通孔;所述底板上对称设置有通风量达到70%以上的底板通孔。
18.相比于现有技术,本实用新型具有以下有益效果:
19.本实用新型解决了蠕变时效成形过程中的由于模具的不合适而导致影响工件性能的一系列问题,具体地,解决了热流滞塞问题,很好地改善了热力耦合条件,改善之前定位不方便地问题,加快了实验的效率。
20.除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
附图说明
21.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
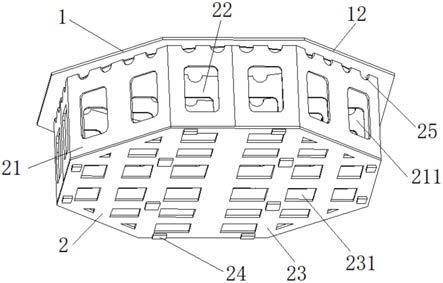
22.图1是本实用新型一种实施例的侧面仰视角度的示意图;
23.图2是本实用新型一种实施例的纵向剖面示意图;
24.图3是本实用新型一种实施例的底部支架中间部分横截面的仰视角度示意图;
25.图4是本实用新型一种实施例的俯视图;
26.其中,1、模具型面板;2、底部支架;11、型面部分;12、端面部分;21、侧板; 22、筋板;23、底板;24、垫板;25、焊接通风通孔;211、侧板通孔;221、筋板通孔; 231、底板通孔。
具体实施方式
27.以下结合附图对本实用新型的实施例进行详细说明,但是本实用新型可以根据权利要求限定和覆盖的多种不同方式实施。
28.实施例1
29.本实用新型提供的一种贮箱顶盖模具,包括用于使贮箱顶盖成形的模具型面板1和设置在模具型面板1下方用于支撑及散热的底部支架2;
30.所述模具型面板1包括位于模具型面板中央的型面部分11和环绕在型面部分11外侧的端面部分12;
31.所述型面部分11为外边缘呈圆形的下凹曲面板;所述端面部分12呈平板状,端面部分12的内边缘与型面部分11的外边缘固定连接,端面部分12的外边缘呈正八边形,型面部分11和端面部分12的对称中心重合;
32.所述底部支架2包括筋板22、外边缘呈正八边形的底板23和八块侧板21;八块侧板 21的上边缘均与端面部分12的下板面相连,八块侧板21的下边缘分别与底板23的八条边固定连接,八块侧板21的侧边缘依次固定连接;所述底板23与端面部分12平行设置,所述筋板22和八块侧板21均与底板23所在平面垂直;所述端面部分12的对称中心和底板23对称中心之间的连线与底板23所在平面垂直;所述筋板22的侧边缘均与侧板 21的侧边缘或者竖直方向的板面对称中心线相连,所述筋板22的上边缘均与模具型面板 1的下板面连接,所述筋板22的下边缘均与底板23的上板面连接;所述筋板22之间呈平行或者垂直关系,且所有筋板22以所述端面部分12的对称中心和底板23对称中心之间的连线为中心呈中心对称分布;
33.所述筋板22上均对称设置有通风量达到60%以上的筋板通孔221;八块侧板21上均对称设置有通风量达到60%以上的侧板通孔211;所述底板23上对称设置有通风量达到 60%以上的底板通孔231。
34.优选所述筋板22上均对称设置有通风量达到70%以上的筋板通孔221;八块侧板21 上均对称设置有通风量达到70%以上的侧板通孔211;所述底板23上对称设置有通风量达到70%以上的底板通孔231。
35.所述模具型面板1为一体成形的。型面部分11和端面部分12之间光滑过度,能防止蠕变时效成形过程中的高压状态下的不光滑表面割破或刺破真空袋的情况发生,进而因泄压而导致工件成形失败。
36.所述筋板通孔221和侧板通孔211均为带圆角的方形通孔。采用带圆角的方形通孔既美观又能较好的保障通风使热流分布均匀。
37.每块所述侧板21上均对称分布设置有两个大小相同的侧板通孔211。两个侧板通孔 211之间保留侧板21板面,能保障侧板21与筋板22之间的固定连接强度,又不影响热流的均匀分布。
38.所述底板23的下方还设置有垫板24,垫板24以底板23的对称中心为中心对称分布。设置垫板24能使底板通孔231更好的发挥引导热量分布的作用。
39.所述筋板22及侧板21的上边缘均设置有呈半圆形的焊接通风通孔25,且焊接通风通孔以所述端面部分12的对称中心为中心均匀对称分布。设置焊接通风通孔25不仅方便模具型面板1的下板面与筋板22之间的焊接操作,而且便于热流更快更均匀地分布于模具型面板1的底部。
40.所述筋板22、底板23和侧板21均为厚度为8~12mm的钢板。优选所述筋板22、底板23和侧板21均为厚度为10mm的钢板。采用该厚度的钢板既能满足模具对刚度和强度的基本
要求,又使得模具整体不会过重。
41.所述模具型面板1为厚度为16~20mm的钢板。优选所述模具型面板1为厚度为 18mm的钢板。在充分保证强度和刚度的同时,还留有0~6mm的修模余量,方便模具可以转换为更凹的型面,使其避免在完成此次成形之后就失效,达到多次利用节约节省的目的。
42.所述型面部分11是通过针对目标工件进行有限元建模仿真回弹补偿计算之后得来的。
43.以上内容是结合具体的优选实施方式对本实用新型作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演和替换,都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1