一种热风熔锡装置的制作方法
1.本实用新型涉及电子产品生产设备领域,特别是一种陶瓷电容器及压敏电阻器生产的热风熔锡装置。
背景技术:
2.目前,在电容、电阻生产过程中,需要使电容、电阻的引脚与其它部件焊接一起。现在实现上述焊接作业的方法大多是:首先通过上锡设备,在引脚上添加上锡。接着将其它部件与引脚放置在一起。再接着通过热风熔锡装置对引脚上的锡进行加热,使锡融化并流到其它部件上。最后待锡冷却后,就能通过锡将引脚与其它部件焊接一起。虽然现在的热风熔锡装置能实现焊接作业。但现有的热风熔锡装置还存在结构复杂、制造成本高、拆卸维护不便、熔锡效率差等不足。
技术实现要素:
3.本实用新型的目的在于解决上述问题和不足,提供一种热风熔锡装置,该热风熔锡装置具有结构简单、制造成本低、可靠性高、拆卸维护方便、熔锡效率高等优点。
4.本实用新型的技术方案是这样实现的:
5.一种热风熔锡装置,其特点在于包括定位架、上热风箱、下热风箱、上锁定螺钉、下锁定螺钉,其中定位架上设有呈上下并排布置的上限位板、下限位板,所述上热风箱的前壁上设有上定位板,所述上热风箱的底面上开设有上出风口,所述下热风箱的前壁上设有下定位板,所述下热风箱的顶面上开设有下出风口,所述上热风箱布置在上限位板的底面上,并使上定位板的上端通过上锁定螺钉固定在上限位板的前壁上,所述下热风箱布置在下限位板的顶面上,并使下定位板的下端通过下锁定螺钉固定在下限位板的前壁上,还使下出风口与上出风口呈相对布置,所述下热风箱与上热风箱之间留有过料缝隙。
6.优选地,所述定位架包括底板、两个定位杆,两个定位杆竖向设置在底板的顶面上,所述上限位板与两个定位杆相接,所述下限位板与两个定位杆相接。
7.优选地,所述热风熔锡装置还包括加强杆,所述加强杆的两端分别连接在两个定位杆的上端上。
8.优选地,所述热风熔锡装置还包括竖向调节丝杆,所述竖向调节丝杆设置在加强杆的中部上,所述上限位板能竖向滑动地套装在两个定位杆上,并使上限位板与竖向调节丝杆的下端相接。
9.优选地,所述下限位板固定套装在两个定位杆上。
10.优选地,所述底板上开设有若干竖向贯穿的腰形孔。
11.优选地,所述上出风口的径向截面呈长条形,并使上出风口的径向截面的长度方向呈横向延伸,所述下出风口的径向截面呈长条形,并使下出风口的径向截面的长度方向呈横向延伸。
12.本实用新型的有益效果:在该热风熔锡装置中,通过上限位板与下限位板的设置,
有助于提高上热风箱、下热风箱安装定位的准确性与可靠性,从而能使该热风熔锡装置具有高的可靠性。通过上定位板与下定位板的设置,并使上定位板通过上锁定螺钉固定在上限位板的前壁上,还使下定位板通过下锁定螺钉固定在下限位板的前壁上。这样能满足单独拆卸上热风箱、下热风箱的安装需求,且上热风箱与下热风箱拆卸起来也十分方便,这有助于提高维护的便利性。通过使上出风口与下出风口呈相对布置,这样能起到上下加热的作用,从而有助于提高熔锡的效率,这也有助于提高该热风熔锡装置的可靠性。同时,该热风熔锡装置的整体结构还十分简单,其零件制造、组装十分方便,这有助于降低热风熔锡装置的制造成本。
附图说明
13.图1为本实用新型中热风熔锡装置的立体结构示意图之一。
14.图2为本实用新型中热风熔锡装置的立体结构示意图之二。
15.图3为本实用新型中热风熔锡装置的立体结构示意图之三。
具体实施方式
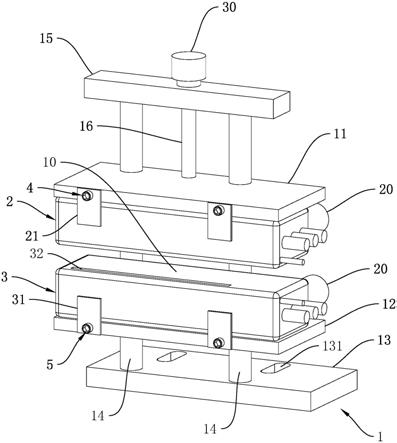
16.如图1与图2所示,本实用新型所述的一种热风熔锡装置,包括定位架1、上热风箱2、下热风箱3、上锁定螺钉4、下锁定螺钉5,其中定位架1上设有呈上下并排布置的上限位板11、下限位板12,所述上热风箱2的前壁上设有上定位板21,所述上热风箱2的底面上开设有上出风口22,所述下热风箱3的前壁上设有下定位板31,所述下热风箱3的顶面上开设有下出风口32,所述上热风箱2布置在上限位板11的底面上,并使上定位板21的上端通过上锁定螺钉4固定在上限位板11的前壁上,所述下热风箱3布置在下限位板12的顶面上,并使下定位板31的下端通过下锁定螺钉5固定在下限位板12的前壁上,还使下出风口32与上出风口22呈相对布置,所述下热风箱3与上热风箱2之间留有过料缝隙10。
17.在该热风熔锡装置中,通过上限位板11与下限位板12的设置,有助于提高上热风箱2、下热风箱3安装定位的准确性与可靠性,从而能使该热风熔锡装置具有高的可靠性。
18.通过上定位板21与下定位板31的设置,并使上定位板21通过上锁定螺钉4固定在上限位板11的前壁上,还使下定位板31通过下锁定螺钉5固定在下限位板12的前壁上。这样能满足单独拆卸上热风箱2、下热风箱3的安装需求,且上热风箱2与下热风箱3拆卸起来也十分方便,这有助于提高维护的便利性。
19.通过使上出风口22与下出风口32呈相对布置,这样能起到上下加热的作用,从而有助于提高熔锡的效率,这也有助于提高该热风熔锡装置的可靠性。
20.同时,该热风熔锡装置的整体结构还十分简单,其零件制造、组装十分方便,这有助于降低热风熔锡装置的制造成本。
21.所述过料缝隙10可方便引脚与其它部件通过上热风箱2、下热风箱3之间。从而就能方便热风作用于锡上,这就能很好地满足使用的需求。
22.如图1至图3所示,所述上热风箱2与下热风箱3均采用耐高温的金属箱(例如:不锈钢、铝合金)。在金属箱内设有电发热丝,在金属箱的后壁上设有进风端口20。该进风端口20用于对接送风机,以通过送风机将空气送入到金属箱内。在空气进入金属箱后,电发热丝就会对空气进行加热。接着加热后的空气就会从对应的出风口排出。这样就能通过热风进行
熔锡处理。
23.所述送风机是低速送风的。以使送入金属箱的空气能够被充分加热至需要的温度,以及避免出风口排出的热风吹散熔化的锡液。这样就能满足实际生产的需求。
24.如图1与图2所示,在实际制造过程中,可以在上热风箱2上设置两个以上的上定位板21、在下热风箱3上设置两个以上的下定位板31,各上定位板21分别通过上锁定螺钉4固定在上定位板21的前壁上,各下定位板31分别通过下锁定螺钉5固定在下定位板31的前壁上。这样能进一步提高上热风箱2、下热风箱3安装定位的稳定性与可靠性,从而有助于进一步提高热风熔锡装置的可靠性。
25.如图1至图3所示,所述定位架1包括底板13、两个定位杆14,两个定位杆14竖向设置在底板13的顶面上,所述上限位板11与两个定位杆14相接,所述下限位板12与两个定位杆14相接。该定位架1的结构十分简单可靠,这样能对上限位板11、下限位板12起到十分好的定位作用。
26.如图1至图3所示,所述热风熔锡装置还包括加强杆15,所述加强杆15的两端分别连接在两个定位杆14的上端上。通过加强杆15能对两个定位杆14的上端实现很好的定位作用,从而有助于进一步提高定位架1的结构强度。
27.如图1至图3所示,所述热风熔锡装置还包括竖向调节丝杆16,所述竖向调节丝杆16设置在加强杆15的中部上,所述上限位板11能竖向滑动地套装在两个定位杆14上,并使上限位板11与竖向调节丝杆16的下端相接。这样能满足竖向调节上限位板11高度位置的目的,从而能该使热风熔锡装置满足更多的使用需求,进而有助于进一步提高该热风熔锡装置的适用性。
28.在实际制造过程中,竖向调节丝杆16具体可以采用如下两种安装结构:第一种,所述竖向调节丝杆16螺接在加强杆15的中部上,所述竖向调节丝杆16的下端能转动地连接在上限位板11上。第二种,所述竖向调节丝杆16仅能转动地设置在加强杆15上,所述竖向调节丝杆16的下端螺接在上限位板11上。这样通过转动竖向调节丝杆16,就竖向调节上限位板11的高度位置,从而就能改变上热风箱2的高度位置,以满足不同的使用需求。例如,可通过改变高度,可以方便对不同大小的零件进行焊接。
29.如图1至图3所示,所述竖向调节丝杆16既可以手动调节、又可以通过电机驱动。采用手动调节时,所述竖向调节丝杆16的上端设置有手轮,以满足转动竖向调节丝杆16的需要。采用电机30驱动时,将电机30设置在加强杆15上,并使竖向调节丝杆16与上限位板11相螺接,还使竖向调节丝杆16与电机30相驱动连接,这样就能很好地满足实际使用的需求。
30.在实际制造过程中,可以通过竖向螺杆来替代竖向调节丝杆16,所述竖向螺杆的下端固定在上定位板21上,所述竖向螺杆的上端能竖向活动地穿过加强杆15,所述竖向螺杆的上端分别螺接有上螺母、下螺母,所述上螺母压在加强杆15的顶面上,所述下螺母压在加强杆15的底面上。这样也能满足竖向调节与定位上热风箱2位置的目的,从而也有助于提高该热风熔锡装置的适用性。
31.在实际制造过程中,可以通过气缸来替代竖向调节丝杆16,所述气缸竖向设置在加强杆15上,并使气缸的活动端朝下,还使上定位板21与气缸的活动端相接。这样也能满足竖向调节与定位上热风箱2位置的目的,从而也有助于提高该热风熔锡装置的适用性。
32.如图至图3所示,所述下限位板12固定套装在两个定位杆14上。这样有助于提高下
限位板12安装定位的准确性与稳定性,从而有助于进一步提高该热风熔锡装置的可靠性。
33.如图1至图3所示,所述底板13上开设有若干竖向贯穿的腰形孔131。开设腰形孔131,既可以方便通过螺钉来固定底板13,又能满足调节底板13位置的目的。从而就能满足调节热风熔锡装置位置的目的,进而有助于进一步提高该热风熔锡装置的适用性。
34.如图1至图3所示,所述上出风口22的径向截面呈长条形,并使上出风口22的径向截面的长度方向呈横向延伸,所述下出风口32的径向截面呈长条形,并使下出风口32的径向截面的长度方向呈横向延伸。通过采用这样的结构设计,能在过料缝隙10中形成长条形的加热区域。当采用输送线移送引脚与其它部件时,可以对移动过程中的锡进行连续的加热。这样输送线就不用停止,来等待锡受热融化。这样能实现连续的焊锡作业,从而有助于提高生产的效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1