一种并列式三角环自动折弯机的制作方法
1.本实用新型涉及异型钢筋加工折弯机技术领域,特别涉及一种并列式三角环自动折弯机。
背景技术:
2.在矿山建设、机械加工、建筑等领域,经常需要按照实际需要将钢筋加工成三角环形状,目前的折弯工作均由人工手工操作完成作业,而人工手工操作折弯体力劳动量大,产品尺寸不一致,人工手工操作容易夹手,安全风险大操作效率低,生产成本高。
技术实现要素:
3.针对上述技术问题,本实用新型提供了一种并列式三角环自动折弯机,针对目前的三角形钢筋折弯成型工作,由人工手工操作完成作业,劳动量大,产品尺寸不一致,人工手工操作容易夹手,安全风险大操作效率低,生产成本高的问题。
4.为了实现上述目的,本实用新型的技术方案具体如下:
5.一种并列式三角环自动折弯机,包括工作台,所述工作台上部垂直设置成型模具,所述成型模具为截面为等边三角形的三棱柱,所述成型模具前侧设置能够使钢筋沿着所述成型模具外壁成形的并列式挤压装置,所述三棱柱的三个侧壁中的一个侧壁与所述并列式挤压装置的工作面相互平行,所述工作台上设置有配电箱。
6.所述成型模具与所述并列式挤压装置之间设置有原料固定底座。
7.所述并列式挤压装置包括第一液压油缸和第二液压油缸,所述第一液压油缸和第二液压油缸并列设置于所述成型模具前侧,所述第一液压油缸的伸缩端上设置第一推板,所述第二液压油缸的伸缩端上设置第二推板,所述第一推板和第二推板分别与所述三棱柱的三个侧壁中的另外两个侧壁相互平行。
8.所述成型模具左右两侧分别设置有与所述第一推板和第二推板相互平行且接触的第一推板防滑组件和第二推板防滑组件。
9.所述成型模具外侧设置有工件顶出组件。
10.所述工件顶出组件包括设置于所述工作台下部的顶出液压油缸和设置于所述成型模具三个顶角一侧的顶杆,所述顶杆底部贯穿所述工作台与所述顶出液压油缸的伸缩端连接。
11.本实用新型的有益效果是:本实用新型通过并列式挤压装置将放置在成型模具上的钢筋,能够由于挤压变形而环抱在成型模具上,继而成为与成型模具截面形状一致的三角环。作为一个优选的技术方案,为了防止钢筋再被挤压时在成型模具上晃动,成型模具与并列式挤压装置之间设置有原料固定底座,钢筋放置在成型模具与原料固定底座之间的间隙内。作为一个优选的技术方案,并列式挤压装置包括第一液压油缸和第二液压油缸,第一液压油缸的伸缩端上设置第一推板,第二液压油缸的伸缩端上设置第二推板,由于成型模具的摆放方式是其一侧侧面与钢筋水平,另外两个侧面与第一推板和第二推板相互平行,
因此,当第一推板和第二推板被推出时,钢筋两端被挤压折弯后时紧贴在成型模具的另外两个侧面上的,故,钢筋成型后是与成型模具的截面形状相一致的。进一步的,为了防止第一推板和第二推板在对钢筋挤压时,与钢筋相接触的面受力向两侧滑脱,本实用新型在成型模具左右两侧分别设置有与第一推板和第二推板相互平行且接触的第一推板防滑组件和第二推板防滑组件。作为一个优选的技术方案,为了方便成型后的钢筋取出,成型模具外侧设置有工件顶出组件。进一步的,工件顶出组件包括设置于工作台下部的顶出液压油缸和设置于成型模具三个顶角一侧的顶杆,顶出液压油缸伸缩端伸出,将顶杆从工作台下部顶出,继而将钢筋三角环顶起。
附图说明
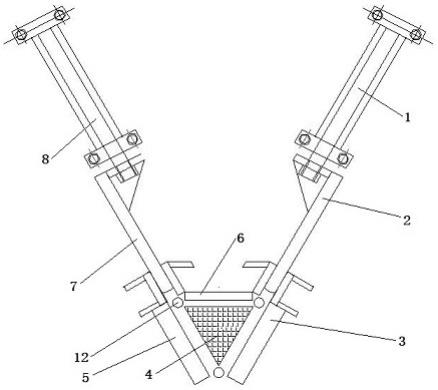
12.图1是本实用新型的结构示意图。
13.图2是本实用新型的工作台的结构示意图。
14.其中,1、第二液压油缸,2、第二推板,3、第二推板防滑组件, 4、成型模具, 5、第一推板防滑组件,6、原料固定底座,7、第一推板,8、第一液压油缸,9、顶出液压油缸,10、配电箱,11、工作台,12、顶杆。
具体实施方式
15.如图1和图2所示,一种并列式三角环自动折弯机,包括工作台11,工作台11上部垂直设置成型模具4,成型模具4为截面为等边三角形的三棱柱,成型模具4前侧设置能够使钢筋沿着成型模具4外壁成形的并列式挤压装置,三棱柱的三个侧壁中的一个侧壁与并列式挤压装置的工作面相互平行,工作台11上设置有配电箱10,成型模具4与并列式挤压装置之间设置有原料固定底座6,并列式挤压装置包括第一液压油缸8和第二液压油缸1,第一液压油缸8和第二液压油缸1并列设置于成型模具4前侧,第一液压油缸8的伸缩端上设置第一推板7,第二液压油缸1的伸缩端上设置第二推板2,第一推板7和第二推板2分别与三棱柱的三个侧壁中的另外两个侧壁相互平行,成型模具4左右两侧分别设置有与第一推板7和第二推板2相互平行且接触的第一推板防滑组件5和第二推板防滑组件3,成型模具4外侧设置有工件顶出组件,工件顶出组件包括设置于工作台11下部的顶出液压油缸9和设置于成型模具4三个顶角一侧的顶杆12,顶杆12底部贯穿工作台11与顶出液压油缸9的伸缩端连接。
16.本实用新型在使用时,成型模具4的设计高度是10cm,平行于成型模具4的正后方的原料固定底座6,为高度100mm的长钢板,且长钢板长度大于成型模具4的对应边,第一推板7和第二推板2的高度均为100mm,长度均为300mm,第一推板防滑组件5和第二推板防滑组件3是厚度2cm的钢板,作业时,将6-8根370mm长的钢筋放在成型模具4与原料固定底座6之间的间隙内,启动第一液压油缸8和第二液压油缸1,第一液压油缸8和第二液压油缸1的伸缩端分别将第一推板7和第二推板2推向钢筋,第一推板7和第二推板2下端不断对钢筋两端进行挤压,由于成型模具4的摆放位置是三个侧壁中的一个侧壁水平面向钢筋,因此,当钢筋两端被挤压时,钢筋两端从成型模具4的两个顶角处向下折弯,再次,第一推板7和第二推板2的设置是与成型模具4的另外两个侧壁相互平行,即第一推板7和第二推板2的末端的下移方向的延长线与成型模具4的另外两个侧壁相互平行,这样,当第一推板7和第二推板2对钢筋两端挤压时,钢筋两端会在折弯之后,最后紧贴在成型模具4的另外两个侧壁上,此时,
钢筋折弯之后的形状就是成型模具4的截面形状,最后启动顶出液压油缸9,顶出液压油缸9的伸缩端将与之连接的三个顶杆12顶起,三个顶杆12顶端将成型之后的钢筋三角环顶起,之后,操作者取下三角环。
技术特征:
1.一种并列式三角环自动折弯机,其特征在于:包括工作台(11),所述工作台(11)上部垂直设置成型模具(4),所述成型模具(4)为截面为等边三角形的三棱柱,所述成型模具(4)前侧设置能够使钢筋沿着所述成型模具(4)外壁成形的并列式挤压装置,所述三棱柱的三个侧壁中的一个侧壁与所述并列式挤压装置的工作面相互平行,所述工作台(11)上设置有配电箱(10)。2.根据权利要求1所述的一种并列式三角环自动折弯机,其特征在于:所述成型模具(4)与所述并列式挤压装置之间设置有原料固定底座(6)。3.根据权利要求1或2所述的一种并列式三角环自动折弯机,其特征在于:所述并列式挤压装置包括第一液压油缸(8)和第二液压油缸(1),所述第一液压油缸(8)和第二液压油缸(1)并列设置于所述成型模具(4)前侧,所述第一液压油缸(8)的伸缩端上设置第一推板(7),所述第二液压油缸(1)的伸缩端上设置第二推板(2),所述第一推板(7)和第二推板(2)分别与所述三棱柱的三个侧壁中的另外两个侧壁相互平行。4.根据权利要求3所述的一种并列式三角环自动折弯机,其特征在于:所述成型模具(4)左右两侧分别设置有与所述第一推板(7)和第二推板(2)相互平行且接触的第一推板防滑组件(5)和第二推板防滑组件(3)。5.根据权利要求3所述的一种并列式三角环自动折弯机,其特征在于:所述成型模具(4)外侧设置有工件顶出组件。6.根据权利要求5所述的一种并列式三角环自动折弯机,其特征在于:所述工件顶出组件包括设置于所述工作台(11)下部的顶出液压油缸(9)和设置于所述成型模具(4)三个顶角一侧的顶杆(12),所述顶杆(12)底部贯穿所述工作台(11)与所述顶出液压油缸(9)的伸缩端连接。
技术总结
本实用新型公开了一种并列式三角环自动折弯机,该装置包括工作台,所述工作台上部垂直设置成型模具,所述成型模具为截面为等边三角形的三棱柱,所述成型模具前侧设置能够使钢筋沿着所述成型模具外壁成形的并列式挤压装置,所述三棱柱的三个侧壁中的一个侧壁与所述并列式挤压装置的工作面相互平行,所述工作台上设置有配电箱。本实用新型能够解决目前的三角形钢筋折弯成型工作,由人工手工操作完成作业,劳动量大,产品尺寸不一致,人工手工操作容易夹手,安全风险大操作效率低,生产成本高的问题。问题。问题。
技术研发人员:苏智宏 曹志学 黄永军 马国军 苏平生 郭继武 刘斌 赵鸿伟 张宝 杨刚刚
受保护的技术使用者:金昌镍都矿山实业有限公司
技术研发日:2021.03.30
技术公布日:2022/1/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1