用于内窥镜生产的送料设备的制作方法
1.本实用新型涉及内窥镜领域,具体涉及一种用于内窥镜生产的送料设备。
背景技术:
2.工业内窥镜主要是用于汽车、航空发动机、管道、机械零件等,可在不需拆卸或破坏组装及设备停止运行的情况下实现无损检测,广泛应用于航空、汽车、船舶、电气、化学、电力、煤气、原子能、土木建筑等现代核心工业的各个部门。
3.工业内窥镜目前在生产过程中主要依靠机械进行组装,目前的设备在输送电池模块时,通过真空吸盘吸附抓取电池模块,但真空吸盘每次的吸附位置相对不准,导致后续组装时电池模块的定位不准,组装时仍需进一步的调整,导致操作上有所不便,同时传统的上料机构,其上料的中间等待时间相对较长,操作效率相对不高。
4.为此,如何解决上述现有技术存在的不足,是本实用新型研究的课题。
技术实现要素:
5.为解决上述问题,本实用新型公开了一种用于内窥镜生产的送料设备。
6.为了达到以上目的,本实用新型提供如下技术方案:一种用于内窥镜生产的送料设备,该送料设备用于输送内窥镜电池模块,所述电池模块呈矩形状,包括机架及抓取机构,所述机架包括夹具及顶升机构,所述夹具与一x轴直线驱动机构相传动连接,所述夹具包括两个气缸,该两个气缸分别固定在一矩形框架的两个侧边上,所述气缸的推杆上连接有夹板,两所述气缸的夹板相对设置;
7.所述顶升机构设置有两个,该两个顶升机构对应设置于矩形框架的下方,所述顶升机构的顶部放置有料盘,所述料盘的形状与矩形框架相一致,其能够向上穿过所述矩形框架;
8.所述抓取机构包括设置于夹具上方的y轴直线驱动机构,该y轴直线驱动机构上传动连接有一z轴直线驱动机构,所述z轴直线驱动机构传动连接有一安装板,并驱动所述安装板沿竖直方向运动,所述y轴直线驱动机构的驱动方向与x轴直线驱动机构的驱动方向相垂直;
9.所述安装板的底部前后两侧均固定有一卡块,两所述卡块之间固定有真空吸盘,所述卡块的底面凹设形成一卡槽,所述卡槽的左右两侧壁均向外倾斜延伸形成一导向壁,所述真空吸盘的底部向下穿过所述卡槽的槽底面所在的平面。
10.上述方案中,所述料盘的顶部对应所述电池模块开设有与其相配合的放置槽,所述电池模块放置在放置槽内。
11.上述方案中,所述顶升机构的顶面设置有放置板,该放置板的底面设置有电磁铁,所述料盘的四周设置有一圈与电磁铁相配合的铁框,所述料盘的底面通过铁框吸附在放置板的顶面上。
12.上述方案中,所述安装板设置有多个,多个所述安装板沿前后方向均匀间隔设置,
各所述安装板的底面均安装有卡块和真空吸盘。
13.上述方案中,所述抓取机构设置有两个,该两个抓取机构的运动方向相互垂直设置。
14.相对于现有技术,本实用新型具有如下优点:本实用新型的抓取机构包括卡块及真空吸盘,卡块的底面凹设形成一卡槽,在抓取物料的过程中,物料可由卡槽两侧的导向壁滑动定位至卡槽的槽底面处,再通过真空吸盘将其吸附固定,物料被限制在卡槽内实现了其较为精确的定位;同时将用于夹持料盘的夹具设置在两个顶升机构的上方,使得在上层夹具的料盘进行上料时,下层的顶升机构可进行放置料盘的操作,以进一步减少中间等待时间。
附图说明
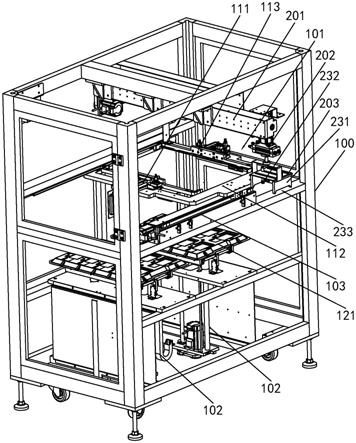
15.图1为本实用新型的立体图;
16.图2为图1的前视图;
17.图3为安装板、卡块及真空吸盘三者的配合示意图;
18.图4为图3的前视图。
19.附图标记列表:100机架、101夹具、102顶升机构、103 x轴直线驱动机构、111气缸、112矩形框架、113夹板、121料盘、122放置板、200抓取机构、201 y轴直线驱动机构、202 z轴直线驱动机构、203安装板、231卡块、232真空吸盘、233卡槽、234导向壁。
具体实施方式
20.下面结合具体实施方式,进一步阐明本实用新型,应理解下述具体实施方式仅用于说明本实用新型而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
21.实施例:参见图1-4,一种用于内窥镜生产的送料设备,该送料设备用于输送内窥镜电池模块,电池模块呈矩形状,该送料设备包括机架100及抓取机构200,机架100包括夹具101及顶升机构102,夹具101与一x轴直线驱动机构103相传动连接,x轴直线驱动机构103设置有两个,该两个x轴直线驱动机构103沿前后方向分别固定在机架100上,夹具101包括两个气缸111,该两个气缸111分别固定在一矩形框架112的两个侧边上,气缸111的推杆上连接有夹板113,两气缸111的夹板113相对设置,矩形框架112的前后两侧与x轴直线驱动机构103滚珠丝杆直线模组的滑块相连接;通过气缸111驱动两个夹板113相对运动以夹持用于放置物料的料盘121;
22.x轴直线驱动机构103及下述y轴直线驱动机构201和z轴直线驱动机构202均使用滚珠丝杆直线模组;
23.顶升机构102设置有两个,该两个顶升机构102对应设置于矩形框架112的下方,顶升机构102采用气缸,顶升机构102的顶面设置有放置板122,该放置板122的底面设置有电磁铁,料盘121的四周设置有一圈与电磁铁相配合的铁框,料盘121的底面通过铁框吸附在放置板122的顶面上,以实现料盘121的固定;
24.顶升机构102的顶部放置有料盘121,料盘121的形状与矩形框架112相一致,其能
够向上穿过矩形框架112;
25.抓取机构200包括设置于夹具101上方的y轴直线驱动机构201,该y轴直线驱动机构201的滑块上连接有一竖直设置的z轴直线驱动机构202,z轴直线驱动机构202的滑块上连接有一安装板203,并驱动安装板203沿竖直方向运动,y轴直线驱动机构201的驱动方向与x轴直线驱动机构103的驱动方向相垂直;
26.安装板203的底部前后两侧均固定有一卡块231,两卡块231之间固定有真空吸盘232,卡块231的底面凹设形成一卡槽233,卡槽233的左右两侧壁均向外倾斜延伸形成一导向壁234,真空吸盘232的底部向下穿过卡槽233的槽底面所在的平面。
27.上料过程中,载有物料的料盘121通过电磁铁可拆卸的吸附在放置板122上,x轴直线驱动机构103驱动矩形框架112移动至顶升机构102的上方,由顶升机构102驱动料盘121向上穿过矩形框架112移动至两个夹板113之间,通过气缸111驱动两个夹板113相对运动以夹持用于放置物料的料盘121,之后由y轴直线驱动机构201驱动z轴直线驱动机构202上的卡块231移动至料盘121的上方,之后z轴直线驱动机构202驱动卡块231下移,物料可由卡槽233两侧的导向壁234滑动定位至卡槽233的槽底面处,再通过真空吸盘232将其吸附固定,物料被限制在卡槽233内实现了其较为精确的定位;同时将用于夹持料盘121的夹具101设置在两个顶升机构102的上方,使得在上层夹具101的料盘121进行上料时,下层的顶升机构102可进行放置料盘121的操作,以进一步减少中间等待时间。
28.为了对料盘121上的物料进行初步限位,料盘121的顶部对应电池模块开设有与其相配合的放置槽,电池模块放置在放置槽内。
29.为了单次能够抓取多个物料,安装板203设置有多个,多个安装板203沿前后方向均匀间隔设置,各安装板203的底面均安装有卡块231和真空吸盘232。
30.为了能够在前后和左右方向抓取并输送物料,抓取机构200设置有两个,该两个抓取机构200的运动方向相互垂直设置,其中一者的抓取机构200的y轴直线驱动机构201沿前后方向设置,另一者的y轴直线驱动机构201沿左右方向设置。
31.本实用新型方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1