一种换向器自动车削机的制作方法
1.本实用新型涉及车削设备技术领域,特别涉及一种换向器自动车削机。
背景技术:
2.电机用的换向器(即整流子)结构中基础元件是铜型体零件(即换向片),它在结构中以有序的圆柱形排列,有着上下的方向性区分及铜体与铜体之间绝缘性关系;为了避免换向器与电刷旋转接触导致电火花的产生,一般都会对换向器进行精车车削处理;现有的大部分换向器车削机,都是通人工把换向器放到车削机上,对换向器进行加工,这种方式工作效率低,大批量生产会增加工人的劳动强度,因此急需进行改进。
技术实现要素:
3.本实用新型的目的是提供一种换向器自动车削机以解决背景技术中提及问题。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种换向器自动车削机,包括工作台以及安装在工作台上的上料机构、搬运机构和车削机构;
6.所述车削机构设置在所述上料机构一侧;
7.所述上料机构包括上料板;所述上料板可转动地安装在所述工作台上;
8.所述搬运机构设置在所述上料机构前方;所述搬运机构包括第一驱动装置和机械手装置;所述第一驱动装置安装在所述工作台上;所述机械手装置设置在安装在所述第一驱动装置上;所述第一驱动装置驱动所述机械手装置在所述上料机构与所述车削机构之间运动。
9.对本实用新型的进一步描述,所述上料机构还包括第二驱动装置;所述第二驱动装置设置在所述工作台上;所述上料板与所述第二驱动装置的动力输出端转动连接;所述第二驱动装置驱动所述上料板转动;所述上料板设置两组上料位;两组所述上料位左右分布设置。
10.对本实用新型的进一步描述,所述搬运机构还包括第一安装架和第二安装架;所述第一驱动装置分为z轴驱动装置、y轴驱动装置和x轴驱动装置;所述x轴驱动装置安装在所述工作台上;所述第一安装架安装在所述x轴驱动装置的动力输出端;所述x轴驱动装置驱动所述第一安装架左右运动;所述z轴驱动装置安装在所述第一安装架上;所述第二安装架安装在所述z轴驱动装置的动力输出端;所述z轴驱动装置驱动所述第二安装架上下运动;所述y轴驱动装置安装在所述第二安装架上;所述机械手装置安装在所述y轴驱动装置的动力输出端;所述y轴驱动装置驱动所述机械手装置前后运动。
11.对本实用新型的进一步描述,所述车削机构包括切刀装置、放料装置和换向器压紧转动装置;所述切刀装置安装在所述上料机构右侧;所述放料装置安装在所述工作台上且设置在所述切刀装置右侧;所述换向器压紧转动装置安装在所示工作台上且设置在所述放料装置右侧。
12.对本实用新型的进一步描述,所述切刀装置包括第三驱动装置、第四驱动装置和切刀组件;所述第三驱动装置安装在所述工作台上;所述第四驱动装置安装在所述第三驱动装置动力输出端;所述第三驱动装置驱动所述第四驱动装置前后运动;所述切刀组件通过滑轨副安装在所述第四驱动装置动力输出端;所述第四驱动装置驱动所述切刀组件左右运动。
13.对本实用新型的进一步描述,所述换向器压紧转动装置包括第五驱动装置、第六驱动装置和转动轮组件;所述第六驱动装置安装在所述工作台上;所述转动轮组件安装所述第六驱动装置动力输出端;所述第六驱动装置驱动所述转动轮组件转动;所述第五驱动装置安装在所述工作台下方;所述第五驱动装置动力输出端连接所述转动轮组件且用于驱动所述转动轮组件上下运动。
14.对本实用新型的进一步描述,所述转动轮组件包括第三安装架、压带、主动轮和从动轮;所述第三安装架可转动地安装在所述第六驱动装置上;所述主动轮和所述从动轮安装在所述第三安装架上;所述压带设置在所述主动轮和所述从动轮之间;所述主动轮与所述第六驱动装置动力输出端连接;所述第六驱动装置驱动所述主动轮转动;所述第五驱动装置动力输出端与所述第三安装架中部连接。
15.本实用新型的有益效果为:
16.本实用新型通过人工把产品放置在上料位中,所述第二驱动装置驱动上料板转动到合适位置后,第一驱动装置会驱动机械手装置运动到上料位取料,然后运动到放料装置上放置产品,第六驱动转轴驱动转动轮组件向下运动;对产品进行压紧,第五驱动装置驱动转动轮组件转动从而带到压带转动,使产品进行转动后,第三驱动装置驱动切刀装置对产品进行车削加工;通过增加设置上料机构和搬运机构,使设备自动加工,减少了人工劳动的强度,增加了工作效率。
附图说明
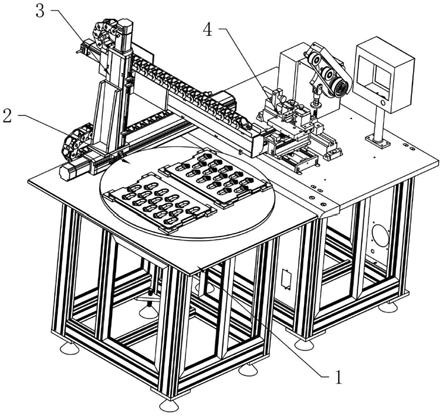
17.图1是本实用新型整体的结构图;
18.图2是本实用新型上料机构与搬运机构的结构图;
19.图3是本实用新型车削机构的结构图;
20.图4是本实用新型切刀装置和换向轮压紧转动装置的结构图。
具体实施方式
21.以下结合附图对本实用新型进行进一步说明:
22.如图1和图2所示,一种换向器自动车削机,包括工作台1以及安装在工作台上的上料机构2、搬运机构3和车削机构4;
23.如图1和图2所示,所述上料机构2包括上料板21;所述上料板2可转动地安装在所述工作台1上;所述上料机构2还包括第二驱动装置;所述第二驱动装置设置在所述工作台1上;所述上料板21安装在所述第二驱动装置的动力输出端;所述第二驱动装置驱动所述上料板21转动;所述上料板21设置两组上料位211;两组所述上料位211左右分布设置;两组上料位211的设置能交替使用,及时人工补充产品,增加工作效率;车削机工作时,人工把产品放置在所述上料位211上,通过第二驱动装置驱动上料板21转到到合适的位置,通过搬运机
构3运输产品,待一组上料位211的产品取完后,第二驱动装置驱动上料板21转动,使另一组上料位211的产品转动与搬运机构3对应的位置继续进行运输产品,空的上料位211会通过人工继续上料。
24.如图1、图2和图3所示,所述搬运机构3设置在所述上料机构2前方;所述搬运机构3包括第一驱动装置31和机械手装置32;所述第一驱动装置31安装在所述工作台1上;所述机械手装置32设置在安装在所述第一驱动装置31 上;所述第一驱动装置31驱动所述机械手装置32在所述上料机构2与所述车削机构4之间运动。所述搬运机构3还包括第一安装架33和第二安装架34;所述第一驱动装置31分为z轴驱动装置313、y轴驱动装置312和x轴驱动装置 311;所述x轴驱动装置311安装在所述工作台1上;所述第一安装架33安装在所述x轴驱动装置311的动力输出端;所述x轴驱动装置311驱动所述第一安装架33左右运动;所述z轴驱动装置安装313在所述第一安装架33上;所述第二安装架34安装在所述z轴驱动装置313的动力输出端;所述z轴驱动装置313驱动第二安装架34上下运动;所述y轴驱动装置312安装在所述第二安装架34上;所述机械手装置32安装在所述y轴驱动装置312的动力输出端;所述y轴驱动装置312驱动所述机械手装置32前后运动;车削机工作时,x轴驱动装置311驱动第一安装架33左右运动到与上料位211对应的位置后,z轴驱动装置313驱动第二安装架34上下运动到上料位211,y轴驱动装置312驱动机械手装置32前后运动取料后,再通过x轴驱动装置311、y轴驱动装置312 和z轴驱动装置313三轴联动把产品运输至放料装置42上。
25.如图3和图4所示,所述车削机构4设置在所述上料机构2一侧;所述车削机构4包括切刀装置41、放料装置42和换向器压紧转动装置43;所述切刀装置41安装在所述上料机构2右侧;所述放料装置42安装在所述工作台1上且设置在所述切刀装置41右侧;所述换向器压紧转动装置43安装在所示工作台1上且设置在所述放料装置42右侧;所述切刀装置41包括第三驱动装置411、第四驱动装置412和切刀组件413;所述第三驱动装置411安装在所述工作台1 上;所述第四驱动装置412安装在所述第三驱动装置411动力输出端;所述第三驱动装置411驱动所述第四驱动装置412前后运动;所述切刀组件413通过滑轨副安装在所述第四驱动装置412动力输出端;所述第四驱动装置412驱动所述切刀组件413左右运动;所述换向器压紧转动装置43包括第五驱动装置 431、第六驱动装置432和转动轮组件433;所述第六驱动装置432安装在所述工作台1上;所述转动轮组件433安装所述第六驱动装置432动力输出端;所述第六驱动装置432驱动所述转动轮组件433转动;所述第五驱动装置431安装在所述工作台1下方;所述第五驱动装置431动力输出端连接所述转动轮组件433且用于驱动所述转动轮组件433上下运动;所述转动轮组件433包括第三安装架4331、压带4332、主动轮4333和从动轮4334;所述第三安装架4331 可转动地安装在所述第六驱动装置432上;所述主动轮4333和所述从动轮4334 安装在所述第三安装架4331上;所述压带4332设置在所述主动轮4333和所述从动轮4334之间;所述主动轮4333与所述第六驱动装置432动力输出端连接;所述第六驱动装置432驱动所述主动轮4333转动;所述第五驱动装置431动力输出端与所述第三安装架4331中部连接;车削机工作时,搬运装置3把产品运输到放料装置42上,第五驱动装置431驱动第三安装架4331上下运动,通过压带4332对产品进行压紧,第六驱动装置434驱动主动轮4333转动从而带动压带4332转动,使产品跟随压带4332转动,第三驱动装置411驱动第四驱动装置412前后运动到与产品对应位置后,第四驱动装置412驱动切刀组件413 前后运动对产品进行车削加工。
26.本实施例的工作原理:
27.本实用新型通过人工把产品放置在上料位211上,通过第二驱动装置驱动上料板21转到到合适的位置,x轴驱动装置311驱动第一安装架33左右运动到与上料位211对应的位置后,z轴驱动装置313驱动第二安装架34上下运动到上料位211,y轴驱动装置312驱动机械手装置32前后运动取料后,再通过 x轴驱动装置311、y轴驱动装置312和z轴驱动装置313三轴联动把产品运输至放料装置42上,第五驱动装置431驱动第三安装架4331上下运动,通过压带4332对产品进行压紧,第六驱动装置434驱动主动轮4333转动从而带动压带4332转动,使产品跟随压带4332转动,第三驱动装置411驱动第四驱动装置412前后运动到与产品对应位置后,第四驱动装置412驱动切刀组件413前后运动对产品进行车削加工,进行下一轮工作,待一组上料位211的产品取完后,第二驱动装置驱动上料板21转动,使另一组上料位211的产品转动与搬运机构3对应的位置继续进行运输产品,空的上料位211会通过人工继续上料。
28.以上所述并非对本新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1