一种二次配不锈钢管焊接惰性气体保护装置的制作方法
1.本实用新型涉及焊接工艺技术领域,尤其涉及一种二次配不锈钢管焊接惰性气体保护装置。
背景技术:
2.钨极氩弧焊,指的是纯钨或活化钨等作为电极,用氩气等惰性气体作为保护气体的一种气体保护焊。现代电子、制药等行业对不锈钢管道焊接的要求非常苛刻,一方面保护气体的纯度要非常高,通常采用99.999%的氩气等做保护,避免氧气分子出现,否则会发生氧化现象,影响焊接质量;另一方面,管道内壁的焊缝要非常平滑,不允许有凹陷。目前,在厂房的不锈钢管道二次配焊接时,先将二次配管道固定,再将二次配管道和阀门短管进行定位焊,二次配管道另一端用盖板封闭,盖板中部预留一个圆孔,将焊接惰性保护气体软管从圆孔中插入到二次配管道内,打开惰性气体气源阀门,由于支管上的阀门是关闭的,惰性气体充满二次配管道后,从二次配管道和阀门短管定位焊的焊缝处排出。对焊缝进行焊接,当焊接将要完成时,关闭惰性气体气源阀门,将焊缝焊接完毕。
3.而现有技术中的二次配不锈钢管道焊接时的惰性气体保护方法具有以下缺陷:
4.1、在焊接时,惰性气体从二次配管道的一端进入,由焊缝处排出,由于管道阀门关闭,阀门短管为二次配管道的末端,此空间内原有的空气被惰性气体挤压在管道端头而无法排出,焊缝处会有少量氧气,会发生氧化现象,影响焊接质量。
5.2、随着焊缝的不断完成,管道内的惰性气体从焊缝排出量减少,而惰性气体气源的供气量没有减少,因此惰性气体对管道内壁的压力会逐渐增大,致使管道内壁的焊缝出现局部内凹,影响焊缝成型质量。
6.因此,针对上述技术问题,本领域的技术人员亟需研发一种新型二次配不锈钢管焊接惰性气体保护装置。
技术实现要素:
7.本实用新型的目的是提供一种结构新颖、提高焊接焊缝质量、适用于二次配不锈钢管焊接的惰性气体保护装置。
8.为了实现上述目的,本实用新型提供如下技术方案:
9.本实用新型的一种二次配不锈钢管焊接惰性气体保护装置,该保护装置包括:
10.与阀门的阀门短管对接、并固连的排气三通;
11.安装于所述排气三通远离所述阀门短管一端、或安装于所述排气三通远离所述阀门短管一端的二次配管道上的充气套管结构;
12.所述充气套管结构具有能够延伸至所述阀门的阀芯的供气管;
13.所述供气管暴露至所述充气套管结构一端的端部与外部惰性气体气源设备连通、以接收所述惰性气体气源输送的惰性气体;
14.所述惰性气体气源通过所述供气管向所述阀门短管或所述二次配管道内输送惰
性气体;
15.所述排气三通具有与所述阀门短管、充气套管结构、二次配管道匹配的连接管部、以及连通于所述排气三通侧面的排气管部;
16.所述排气三通的排气管部管径与供气管的管径相同;
17.所述排气三通的排气管部采用密封帽密封。
18.进一步的,所述排气三通靠近所述阀门短管一侧的所述连接管部与所述阀门短管对接并定位焊固连;
19.所述排气三通远离所述阀门短管一侧的所述连接管部与所述充气套管结构或所述二次配管道连接;
20.所述排气三通的连接管部的管径与所述阀门短管或二次配管道的管径一致。
21.进一步的,所述充气套管结构包括:
22.与所述排气三通的连接管部配合的套筒;以及
23.形成于所述套筒远离所述排气三通一端端部的盖板;
24.所述盖板与所述套筒一体式结构;
25.所述套筒的下端开放;
26.所述套筒的管径大于所述排气三通的连接管部的管径,且所述套筒的管径与所述连接管部的管径的差值为1
‑
2mm;
27.且所述套筒的管径大于所述二次配管道的管径,且所述套筒的管径与所述连接二次配管道的管径的差值为1
‑
2mm;
28.所述套筒套设于所述连接管部或所述二次配管道;
29.该充气套管结构还包括:
30.所述供气管;
31.所述盖板中心开设有通孔,所述供气管穿过所述盖板的通孔并延伸至所述阀门阀芯处或所述二次配管道内。
32.进一步的,所述供气管上具有卡套接头组件;
33.所述卡套接头组件分为集成于所述供气管远离所述套筒一端的端部的固定卡套接头、以及集成于所述供气管靠近所述套筒一端的活动卡套接头;
34.所述供气管通过所述活动卡套接头与所述盖板装配固定,且所述活动卡套接头的内径大于所述供气管的外径,所述供气管滑动于所述活动卡套接头内;
35.外部惰性气体气源设备通过软管与所述供气管连接于所述固定卡套接头。
36.进一步的,所述固定卡套接头被配置为截面尺寸大于所述供气管截面尺寸的圆盘结构。
37.进一步的,所述活动卡套接头包括第一活动卡套接头和第二活动卡套接头;
38.所述第二活动卡套接头靠近所述盖板布置,且所述第二活动卡套接头的外径与所述通孔的内径一致;
39.所述第一活动卡套接头的截面尺寸大于所述第二活动卡套接头的截面尺寸;
40.所述第二活动卡套接头嵌入所述通孔内以实现所述供气管与所述盖板的装配固定。
41.进一步的,所述供气管上滑动连接有活动密封塞;
42.所述活动密封塞的材质为橡胶或硅胶;
43.所述活动密封塞靠近所述活动卡套接头一端向下凸出有嵌入体;
44.所述嵌入体能够嵌入所述活动卡套接头和所述供气管之间的空间以限制所述供气管滑动;
45.所述活动密封塞与所述供气管过盈配合。
46.在上述技术方案中,本实用新型提供的一种二次配不锈钢管焊接惰性气体保护装置,具有以下有益效果:
47.本实用新型的保护装置是在阀门短管和二次配管道间设置排气三通,在二次配管道的另一端设置充气套管结构,在焊接时惰性气体从二次配管道一端充气套管结构的供气管进入并充满管道,从排气三通一侧的排气管部排出,一方面能保证管道焊缝处于高纯度的惰性气体保护中,避免焊接时由于有氧气而发生氧化现象;另一方面,由于供气管和排气三通一侧的排气管部的管径相同,管道内惰性气体供气和排出的流量相同,惰性气体对管道内壁的压力不会发生变化,避免当管道焊缝将要完成时管道内气体压力增大,焊缝出现局部内凹的现象,保证了焊缝的成型质量。当焊接阀门短管与排气三通时,利用充气套管结构与排气三通相接,同时设计了能够调节和限定位置的供气管,根据阀门阀芯的位置调整供气管的相对位置,供气管将惰性气体填充至阀门阀芯处,将阀门短管内的空气从排气三通一侧的排气管部挤出,能保证管道焊缝处于高纯度的惰性气体保护中,避免焊缝发生氧化现象;由于供气管和排气三通一侧的排气管部的管径相同,也能避免管道内壁的焊缝出现局部内凹的现象。
附图说明
48.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
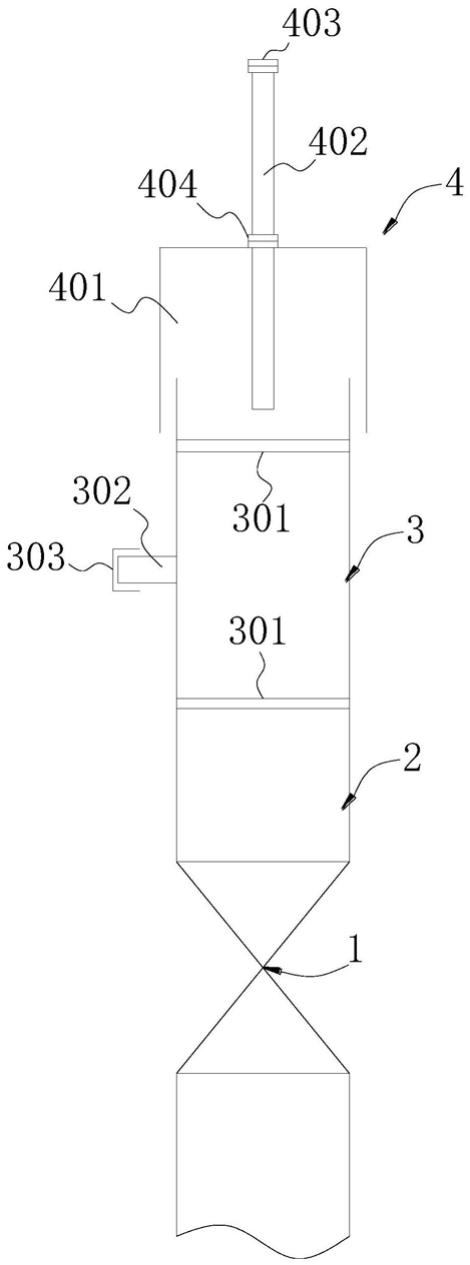
49.图1为本实用新型实施例提供的一种二次配不锈钢管焊接惰性气体保护装置的结构示意图;
50.图2为本实用新型实施例提供的一种二次配不锈钢管焊接惰性气体保护装置的供气管的连接结构放大图;
51.图3为本实用新型实施例提供的一种二次配不锈钢管焊接惰性气体保护装置在二次配管道焊接时的工作状态图。
52.附图标记说明:
53.1、阀门;2、阀门短管;3、排气三通;4、充气套管结构;5、二次配管道;
54.301、连接管部;302、排气管部;303、密封帽;
55.401、套管;402、供气管;403、固定卡套接头;404、活动卡套接头;
56.40101、通孔;40102、盖板;
57.40401、第一活动卡套接头;40402、第二活动卡套接头;40403、活动密封塞。
具体实施方式
58.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对
本实用新型做进一步的详细介绍。
59.参见图1~图3所示;
60.本实用新型的一种二次配不锈钢管焊接惰性气体保护装置,该保护装置包括:
61.与阀门1的阀门短管2对接、并固连的排气三通3;
62.安装于排气三通3远离阀门短管2一端、或安装于排气三通3远离阀门短管2一端的二次配管道5上的充气套管结构4;
63.充气套管结构4具有能够延伸至阀门1的阀芯的供气管402;
64.供气管402暴露至充气套管结构4一端的端部与外部惰性气体气源设备连通、以接收惰性气体气源输送的惰性气体;
65.惰性气体气源通过供气管402向阀门短管2或二次配管道5内输送惰性气体;
66.排气三通3具有与阀门短管2、充气套管结构4、二次配管道5匹配的连接管部301、以及连通于排气三通3侧面的排气管部302;
67.排气三通3的排气管部302管径与供气管402的管径相同;
68.排气三通3的排气管部302采用密封帽303密封。
69.作为本实施例优选的结构,上述的排气三通3靠近阀门短管2一侧的连接管部301与阀门短管2对接并定位焊固连;排气三通3远离阀门短管2一侧的连接管部301与充气套管结构4或二次配管道5连接;排气三通3的连接管部301的管径与阀门短管2的管径一致。
70.具体的,本实施例公开了一种适用于二次配不锈钢管焊接用的惰性气体保护装置,该装置包括与阀门1的阀门短管2对接并通过定位焊定位固定的排气三通3,其中,该排气三通3分为三个开口端,分别为两个连接管部301和一个排气管部302,其中,下方的连接管部301与阀门短管2对接,而上方的连接管部301则是与二次配管道5对接,并通过定位焊固连。排气三通3的目的是在焊接此焊缝时,惰性气体从二次配管道5另一端充气套管结构4的供气管402进入并充满管道,从排气三通3的排气管部302排出,一方面能保证管道焊缝处于高纯度的惰性气体保护中,避免焊接时由于有氧气而发生氧化现象;另一方面,由于供气管402和排气三通3一侧的排气管部302的管径相同,在焊接过程中,惰性气体供气和排出的流量相同,焊缝处惰性气体对管道内壁的压力不会发生变化,避免当管道焊接将要完成时管道内壁的压力增大,管道内壁的焊缝出现局部内凹的现象,保证焊缝的成型质量。
71.当焊接阀门短管2与排气三通3时,上方的连接管部301则是与上述的充气套管结构4连接,本实施例的充气套管结构4具有贯穿的供气管402,该供气管402能够根据阀门1阀芯的位置延伸并固定至阀门1的阀芯处,目的是在焊接时使惰性气体能全部充满并挤出阀门短管2内的空气,同时也避免作业中阀门1阀芯被不锈钢材质的供气管402损坏,有效保护阀门1阀芯。同时,以充气套管结构4与排气三通3的连接管部301相接,能够保证供气管402将惰性气体全部填充至阀门短管2内,将空气从排气三通3一侧的排气管部302挤出,一方面能保证管道焊缝处于高纯度的惰性气体保护中,避免焊接时由于有氧气而发生氧化现象,另一方面,由于供气管402和排气三通3一侧的排气管部302的管径相同,在焊接过程中,惰性气体供气和排出的流量相同,焊缝处惰性气体对管道内壁的压力不会发生变化,避免当焊接将要完成时管道内的压力增大,管道内壁的焊缝出现局部内凹的现象,保证焊缝的成型质量。
72.其中,上述的充气套管结构4包括:
73.与排气三通3的连接管部301配合的套筒401;以及形成于套筒401远离排气三通3一端端部的盖板40102;
74.盖板40102与套筒401一体式结构;
75.套筒401的下端开放;
76.套筒401的管径大于排气三通3的连接管部301的管径,且套筒401的管径与连接管部301的管径的差值为1
‑
2mm;
77.且套筒401的管径大于二次配管道5的管径,且套筒401的管径与连接二次配管道5的管径的差值为1
‑
2mm;
78.套筒401套设于连接管部301或二次配管道5;
79.该充气套管结构4还包括:
80.供气管402;
81.盖板40102中心开设有通孔40101,供气管402穿过盖板40102的通孔40101并延伸至阀门1阀芯处或二次配管道5内。
82.该处详细介绍了充气套管结构4的具体结构和与排气三通3的安装结构,其中,包括能够套设在排气三通3上端的连接管部301的套筒401,以及位于套筒401上端的盖板40102,同时还设计了能够贯穿盖板40102的供气管402,该供气管402能够定位固定在盖板40102上。
83.更为具体的是:
84.上述的供气管402上具有卡套接头组件;
85.卡套接头组件分为集成于供气管402远离套筒401一端的端部的固定卡套接头403、以及集成于供气管402靠近套筒401一端的活动卡套接头404;
86.供气管402通过活动卡套接头404与盖板40102装配固定,且活动卡套接头404的内径大于供气管402的外径,供气管402滑动于活动卡套接头404内;
87.外部惰性气体气源设备通过软管与供气管402连接于固定卡套接头403。
88.使用时,需要根据阀门1阀芯的位置来调整供气管402的伸入长度,因此,本实施例的供气管402一端设计了活动卡套接头404。
89.具体的,本实施例中的固定卡套接头403被配置为截面尺寸大于供气管402截面尺寸的圆盘结构。
90.活动卡套接头404包括第一活动卡套接头40401和第二活动卡套接头40402;
91.第二活动卡套接头40402靠近盖板40102布置,且第二活动卡套接头40402的外径与通孔40101的内径一致;
92.第一活动卡套接头40401的截面尺寸大于第二活动卡套接头40402的截面尺寸;
93.第二活动卡套接头40402嵌入通孔40101内以实现供气管402与盖板40102的装配固定。
94.其中,考虑供气管402的固定问题,本实施例的供气管402上滑动连接有活动密封塞40403;
95.活动密封塞40403的材质为橡胶或硅胶;
96.活动密封塞40403靠近活动卡套接头404一端向下凸出有嵌入体;
97.嵌入体能够嵌入活动卡套接头404和供气管402之间的空间以限制供气管滑动;
98.活动密封塞40403与供气管402过盈配合。
99.在固定供气管402的伸入长度时,首先将第二活动卡套接头40402嵌入到通孔40101内,但是本实施例的供气管402的外径小于活动卡套接头404的内径,因此,两者之间具有一定的空隙,保证供气管402可以活动,同时,设计了上述的橡胶或硅胶材质的活动密封塞40403,通过将活动密封塞40403下端凸出的嵌入体嵌入到该空隙内,就可以以过盈配合的方式实现供气管402的定位固定。拆装方便。活动密封塞40403目的是固定供气管402的位置,避免在焊接作业中阀门1的阀芯被不锈钢材质的供气管402的端头损坏,有效保护阀门1的阀芯。
100.本实用新型公开的一种二次配不锈钢管焊接惰性气体保护装置的焊接保护方法,该保护方法主要包括以下步骤:
101.s101、用尺子测量阀门短管2的端头至阀门1的阀芯的距离,测量排气三通3两个端头间的距离;
102.s102、将排气三通3与阀门短管2对齐、并定位焊固定;
103.s103、将充气套管结构4的套筒401套设在排气三通3上端的连接管部301,并调整供气管402的位置,确保供气管402的端头距阀门1的阀芯5~10mm,并采用活动密封塞40403和活动卡套接头404固定供气管402的位置;
104.s104、采用软管将惰性气体气源设备和供气管402上端的固定卡套接头403相连接;
105.s105、打开惰性气体气源设备的阀门,利用供气管402向阀门短管2和排气三通3内充满惰性气体;
106.s106、卸下排气管部302上的密封帽303,对焊缝进行焊接;
107.s107、焊接完成后,当焊缝处温度降至室温时,关闭惰性气体气源设备的阀门,卸下充气套管结构4;
108.s108、将排气三通3与二次配管道5对齐、并定位焊固定;
109.s109、将二次配管道5另一端套上充气套管结构4,调整供气管402的位置,使供气管402伸进二次配管道5内,并通过活动密封塞40403和活动卡套接头404固定供气管402的位置;打开惰性气体气源阀门,通过供气管402向二次配管道5内充满惰性气体,对焊缝进行焊接;
110.s110、焊接完成后,当焊缝处温度降至室温时,关闭惰性气体气源设备的阀门,卸下充气套管结构4,安装排气管部302上的密封帽303。
111.在上述技术方案中,本实用新型提供的一种二次配不锈钢管焊接惰性气体保护装置及其保护方法,具有以下有益效果:
112.本实用新型的保护装置是在阀门短管2和二次配管道5间设置排气三通3,在二次配管道5的另一端设置充气套管结构4,在焊接时惰性气体从二次配管道5一端充气套管结构4的供气管402进入并充满管道,从排气三通3一侧的排气管部302排出,一方面能保证管道焊缝处于高纯度的惰性气体保护中,避免焊接时由于有氧气而发生氧化现象;另一方面,由于供气管402和排气三通3一侧的排气管部302的管径相同,管道内惰性气体供气和排出的流量相同,焊缝处惰性气体对管道内的压力不会发生变化,避免当管道焊缝将要完成时管道内壁气体压力增大,焊缝出现局部内凹的现象,保证了焊缝的成型质量。当焊接阀门短
管2与排气三通3时,利用充气套管结构4与排气三通3相接,同时设计了能够调节和限定位置的供气管402,根据阀门1阀芯的位置调整供气管402的相对位置,供气管402将惰性气体填充至阀门1阀芯处,将阀门短管内的空气从排气三通3一侧的排气管部302挤出,能保证管道焊缝处于高纯度的惰性气体保护中,避免焊缝发生氧化现象;由于供气管402和排气三通3一侧的排气管部302的管径相同,也能避免管道内壁的焊缝出现局部内凹的现象。
113.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1