一种钢筋折弯机的制作方法
1.本实用新型涉及折弯机,特别涉及钢筋折弯机,属于机械设备技术领域。
背景技术:
2.在钢筋应用领域,一般情况下均是经过工厂规模化生产的钢筋转运到深加工工厂或应用现场,将成卷或成捆的钢筋,经过调直、剪切工序后,然后按照产品要求进行折弯、焊接、套丝等成型工序,最后形成可以直接应用的钢筋产品。作为装配式建筑的主要配套产业,目前,国内的成型钢筋产业仍处于发展期。对于其中市场需求大、产品形状有一定规律的成型钢筋,已经形成系列化、标准化的加工设备,如调直机、弯箍机、焊接机等。其他成型钢筋产品因其多样化的特征,大部分仍是依靠一些通用型简易设备、采用人工方式生产。生产效能及产品质量有很大的提升改进空间。在高铁无砟轨道轨枕板中,应用一种成型钢筋呈两边带沿的凹形(其形状见附图8中的钢筋形状),生产该产品需要4处弯曲工艺。目前其弯曲成型也是采用普通的台箱式折弯机,依次经4次折弯成型,最终才形成产品形状,这导致了其生产效率低、成本高。
技术实现要素:
3.本实用新型的目的在于克服上述的高铁无砟轨道轨枕板中成型钢筋在弯曲制造中存在的上述问题,提供一种钢筋折弯机。
4.为实现本实用新型的目的,采用了下述的技术方案:一种钢筋折弯机,包括机架,在机架上安装有一行输送辊,行指左右方向,钢筋的长度方向为左右方向,在输送辊的末端后部固定安装有挡料板,在输送辊上方的机架上固定安装有上模具,在上模具正下方设置有压紧板,压紧板上端面上具有下凹槽,所述的压紧板固定连接在升降装置上,在机架前后侧面上转动安装有两个旋转驱动装置,旋转驱动装置的输出轴方向为水平前后方向,在旋转驱动装置的输出轴上固定连接有转柄,在转柄的端部转动连接有弯曲成型辊,两个转柄关于钢筋长度方向的中线对称,钢筋的长度方向为左右方向,在上模具两侧分别转动安装有一个固定辊,在固定辊两侧分别设置有一块纠偏板,所述的纠偏板上具有开口向下的上下方向的纠偏长槽。
5.进一步的;所述的上模具下端面上开设长度方向的上凹槽,上凹槽和下凹槽上下对应。
6.进一步的;所述的上模具下端面上开设有缺口,升降装置顶升压紧板后,压紧板位于缺口中。
7.进一步的;两块纠偏板关于钢筋长度方向的中线对称。
8.进一步的;所述的折弯机还包括出料引导装置,所述的出料引导装置包括安装在上模具两侧的两套自定位摆动斜面引导板机构,所述的自定位摆动斜面引导板机构包括固定连接在机架上的支架,斜面引导板上具有一自内向外向下倾斜的斜面,斜面引导板的下部通过轴转动连接在支架上,在斜面引导板下部和支架上两者中一个上面开设有限位孔、
另一个上面固定连接有限位柱,限位柱位于限位孔中,限位孔的尺寸大于限位柱,斜板受力后可沿轴在限位柱和限位孔之间的间隙形成的范围内转动,自然状态下,斜面引导板依靠自身的重心和轴竖立在支架上,限位孔对限位柱不产生支撑力。
9.进一步的;所述的两套自定位摆动斜面引导板机构关于钢筋长度方向的中线对称,两块斜面引导板之间的距离大于两块纠偏板之间的距离。
10.进一步的;所述的压紧板为两个。
11.进一步的;所述的旋转驱动装置为电机,升降装置为气缸。
12.本实用新型的积极有益技术效果在于:本折弯机能够一次完成高铁无砟轨道轨枕板所用的钢筋的成型制作,有效的提高了生产的效率。
附图说明
13.图1是本实用新型的整体前部示意图。
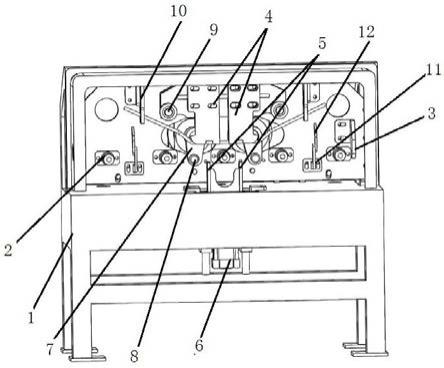
14.图2是本实用新型的整体后部示意图。
15.图3是本实用新型上部的放大图。
16.图4是局部放大图。
17.图5是工作过程示意图之一。
18.图6是工作过程示意图之二。
19.图7是工作过程示意图之三。
20.图8是工作过程示意图之四。
具体实施方式
21.为了更充分的解释本实用新型的实施,提供本实用新型的实施实例。这些实施实例仅仅是对本实用新型的阐述,不限制本实用新型的范围。
22.结合附图对本实用新型进一步详细的解释,附图中各标记为:1:机架;2:输送辊;3:挡料板;4:上模具;5:压紧板;6:气缸;7:转柄;8:弯曲成型辊;9:固定辊;10:纠偏板;11:支架;12:斜面引导板;13:电机;14:输出轴;15:纠偏长槽;16:下凹槽;17:缺口;18:钢筋;19:上凹槽;20:斜面引导板下部用于安装轴与支架转动连接的孔;21:限位孔。
23.如附图所示,一种钢筋折弯机,包括机架1,在机架上安装有一行输送辊2,行指左右方向,钢筋18的长度方向为左右方向,输送辊转动安装机架上,可通过链条驱动,两条通过输送辊电机驱动,在输送辊的末端后部固定安装有挡料板3,在输送辊上方的机架上固定安装有上模具4,在上模具正下方设置有压紧板5,所述的压紧板为两个,压紧板上端面上具有下凹槽16,所述的上模具下端面上开设长度方向的上凹槽19,上凹槽和下凹槽上下对应。所述的压紧板固定连接在升降装置上,升降装置为气缸6,所述的上模具下端面上开设有缺口17,升降装置顶升压紧板后,压紧板位于缺口中。
24.在机架前后侧面上转动安装有两个旋转驱动装置,所述的旋转驱动装置为电机13,旋转驱动装置的输出轴14方向为水平前后方向,在旋转驱动装置的输出轴上固定连接有转柄7,在转柄的端部转动连接有弯曲成型辊8,两个转柄关于钢筋长度方向的中线对称,钢筋的长度方向为左右方向,在上模具两侧分别转动安装有一个固定辊9,在固定辊两侧分别设置有一块纠偏板10,所述的纠偏板上具有开口向下的上下方向的纠偏长槽15。两块纠
偏板关于钢筋长度方向的中线对称。
25.所述的折弯机还包括出料引导装置,所述的出料引导装置包括安装在上模具两侧的两套自定位摆动斜面引导板机构,所述的自定位摆动斜面引导板机构包括固定连接在机架上的支架11,斜面引导板12上具有一自内向外向下倾斜的斜面,斜面引导板的下部通过轴转动连接在支架上,图中20所示为斜面引导板下部用于安装轴与支架转动连接的孔;在斜面引导板下部和支架上两者中一个上面开设有限位孔、另一个上面固定连接有限位柱,图中在斜面引导板上开设限位孔21,限位柱固定连接在支架上,限位柱在图中没有示出,限位柱位于限位孔中,限位孔的尺寸大于限位柱,斜板受力后可沿轴在限位柱和限位孔之间的间隙形成的范围内转动,自然状态下,斜面引导板依靠自身的重心和轴竖立在支架上,限位孔对限位柱不产生支撑力。这可以通过斜面引导板的重心位置来实现。所述的两套自定位摆动斜面引导板机构关于钢筋长度方向的中线对称,两块斜面引导板之间的距离大于两块纠偏板之间的距离。
26.本实用新型的过程过程为:
27.1.在弯曲成型辊位于下端工位时,钢筋由图1中的折弯机左侧喂入,在动力输送辊组作用下向右运动,触碰到挡料板后停止。如图5。
28.2.压紧板向上将钢筋顶起到上模具的上槽槽中并保持持续压紧状态,弯曲成型辊开始动作先将钢筋下面两个弯曲部位弯曲,此时钢筋两端分别进入纠偏板的纠偏长槽中,中间部位则逐渐接近固定辊轮。纠偏板的纠偏长槽可以防止钢筋翘曲,保证产品形状规整一致。同时钢筋接触出料引导装置的斜面引导板后,斜面引导板摆动,钢筋逐渐移动至斜面引导板上方,斜面引导板则摆动至自然状态。如图6。
29.3. 弯曲成型辊持续动作,将钢筋4个弯曲部位同时弯曲成型,达到产品形状。如图7
30.4. 弯曲辊轮反向动作,成型后的钢筋在重力作用下脱离上模具,下落接触出料引导装置的斜面引导板后,在斜面引导板倾斜引导面作用下,向下向外运动最后完全脱离折弯机。如图8。
31.在详细说明本实用新型的实施方式之后,熟悉该项技术的人士可清楚地了解,在不脱离上述申请专利范围与精神下可进行各种变化与修改,凡依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围,且本实用新型亦不受限于说明书中所举实例的实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1