一种用于叉车车身焊合的多向调节焊接装置的制作方法
1.本技术涉及叉车设备技术领域,尤其是涉及一种用于叉车车身焊合的多向调节焊接装置。
背景技术:
2.叉车是工业搬运车辆,是指对成件托盘货物进行装卸、堆垛和短距离运输作业的各种轮式搬运车辆,国际标准化组织iso/tc110称为工业车辆,常用于仓储大型物件的运输,通常使用燃油机或者电池驱动。
3.叉车在出厂前需要进行车身的焊合加工,一般是使用焊枪进行焊接作业,但现有的叉车车身在进行焊合加工时自动化程度不高,无法实现焊枪作业位置的全方位多向调节,导致对叉车车身焊合的加工焊接效果不足。
技术实现要素:
4.为了实现焊枪作业位置的全方位多向调节,以提高对叉车车身焊合的加工焊接效果,本技术提供一种用于叉车车身焊合的多向调节焊接装置。
5.本技术提供的一种用于叉车车身焊合的多向调节焊接装置采用如下的技术方案:
6.一种用于叉车车身焊合的多向调节焊接装置,包括底座台,所述底座台下表面四周处均设置有万向轮,且底座台上表面一边处设置有伺服电机,所述伺服电机的输出端上设置有联轴器,所述联轴器的两边侧壁处均焊接有连接块,所述连接块均呈l形,且连接块远离联轴器的一端对立面之间横向设置有驱动电机,所述连接块侧壁处均开设有通孔,且连接块侧壁处开设的通孔内穿设有转轴杆,所述转轴杆位于连接块靠近驱动电机的一端处,且转轴杆与驱动电机的输出端转动连接,所述驱动电机的输出端与转轴杆连接处设置有转动机构,所述转轴杆两端处焊接有调节块,所述调节块呈开口状圆环形,且调节块上表面开设有燕尾形滑轨,所述滑轨内设置有调节机构,所述调节机构远离调节块的一端下表面处焊接有两组限位机构,两组所述限位机构的固定端上设置有焊枪,所述焊枪的作业端位于远离调节机构的一端下表面处。
7.通过采用上述技术方案,将焊枪经限位机构安装固定,从而经伺服电机带动联轴器转动,进而带动连接块转动,使转轴杆和调节块随之偏转,进而使焊枪的作业角度位置可随之偏转调整,便于使焊枪的作业端可偏转焊接叉车车身的侧边夹缝位置,再经驱动电机带动转动齿轮转动,从而带动同步齿轮转动,进而带动转轴杆和调节块随之偏转,使焊枪的作业高度位置可随之偏转调整,便于使焊枪的作业端可偏转焊接叉车车身的不同高度部位,再经异步电机带动标准齿轮和齿槽转动配合,从而带动滑块与滑轨滑移配合,使安装块随之带动焊枪微调作业位置,自动化程度高,有利于实现焊枪作业位置的全方位多向调节,有利于提高对叉车车身焊合的加工焊接效果。
8.优选的,所述转动机构包括转动齿轮和同步齿轮,所述转动齿轮设置在驱动电机的输出端上,所述同步齿轮设置在转轴杆靠近驱动电机输出端的一边外圈处,且同步齿轮
与转动齿轮相啮合转动连接。
9.通过采用上述技术方案,利用同步齿轮与转动齿轮转动连接,便于使驱动电机带动转轴杆转动。
10.优选的,所述驱动电机的底座端设置在连接块一边内侧壁处,且驱动电机的输出端设置在连接块另一边内侧壁处,所述驱动电机的输出端与连接块内侧壁处转动连接,所述调节块外圈处开设有锯齿状齿槽,所述齿槽绕调节块的中心轴呈环状分布,所述滑轨绕调节块的中心轴呈环状分布。
11.通过采用上述技术方案,利用齿槽,便于与标准齿轮转动配合,利用滑轨,便于带动滑块移动。
12.优选的,所述调节机构包括滑块、安装块、一组支杆、异步电机、标准齿轮和限位板,所述滑块设置在滑轨内,且滑块与滑轨滑移配合,所述安装块横向焊接在滑块上表面处,所述异步电机设置在安装块远离滑块的一端上表面处,且异步电机的输出端穿设于安装块下表面处,一组所述支杆焊接在安装块远离异步电机的下表面两边处,所述限位板横向焊接在一组支杆下表面处,所述标准齿轮设置在异步电机的输出端上,且标准齿轮位于一组支杆对立面之间处,所述标准齿轮与齿槽相啮合转动连接。
13.通过采用上述技术方案,经异步电机带动标准齿轮和齿槽转动配合,从而带动滑块与滑轨滑移配合,使安装块随之带动焊枪微调作业位置。
14.优选的,所述限位机构包括一组弧形夹块、螺栓和螺母,一组所述弧形夹块的一端均焊接在限位板下表面两边处,且弧形夹块远离限位板的一端侧壁处均开设有螺纹通孔,所述螺栓与弧形夹块侧壁处开设的螺纹通孔相契合螺纹连接,所述螺母与螺栓的尾端相契合螺纹连接,所述焊枪的把手端设置在一组弧形夹块对立面之间处。
15.通过采用上述技术方案,将焊枪的把手端设置在一组弧形夹块对立面之间处,从而拧紧螺母,进而使螺栓和螺母限位固定一组弧形夹块的开口端,使焊枪的把手端位置随之夹持固定,有利于避免焊枪在焊接作业的过程中发生松动脱落而影响加工作业正常进行的问题。
16.综上所述,本技术包括以下至少一种有益技术效果:
17.1、通过设有伺服电机、联轴器、连接块、驱动电机、转轴杆、转动机构、调节块和调节机构相配合,利用转动齿轮、同步齿轮、滑块、安装块、一组支杆、异步电机、标准齿轮和限位板,将焊枪经限位机构安装固定,从而经伺服电机带动联轴器转动,进而带动连接块转动,使转轴杆和调节块随之偏转,进而使焊枪的作业角度位置可随之偏转调整,便于使焊枪的作业端可偏转焊接叉车车身的侧边夹缝位置,再经驱动电机带动转动齿轮转动,从而带动同步齿轮转动,进而带动转轴杆和调节块随之偏转,使焊枪的作业高度位置可随之偏转调整,便于使焊枪的作业端可偏转焊接叉车车身的不同高度部位,再经异步电机带动标准齿轮和齿槽转动配合,从而带动滑块与滑轨滑移配合,使安装块随之带动焊枪微调作业位置,自动化程度高,有利于实现焊枪作业位置的全方位多向调节,有利于提高对叉车车身焊合的加工焊接效果。
18.2、通过设有限位机构,利用弧形夹块、螺栓和螺母,将焊枪的把手端设置在一组弧形夹块对立面之间处,从而拧紧螺母,进而使螺栓和螺母限位固定一组弧形夹块的开口端,使焊枪的把手端位置随之夹持固定,有利于避免焊枪在焊接作业的过程中发生松动脱落而
影响加工作业正常进行的问题。
附图说明
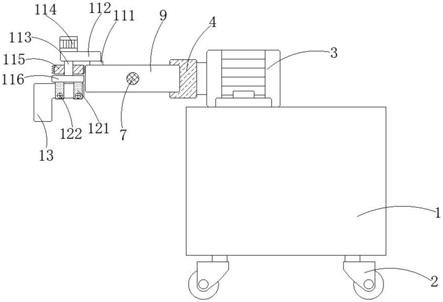
19.图1是申请实施例的底座台的结构示意图;
20.图2是申请实施例的调节机构的结构示意图;
21.图3是申请实施例的限位机构的结构示意图。
22.附图标记说明:1、底座台;2、万向轮;3、伺服电机;4、联轴器;5、连接块;6、驱动电机;7、转轴杆;8、转动机构;81、转动齿轮;82、同步齿轮;9、调节块;10、滑轨;11、调节机构;111、滑块;112、安装块;113、支杆;114、异步电机;115、标准齿轮;116、限位板;12、限位机构;121、弧形夹块;122、螺栓;123、螺母;13、焊枪;14、齿槽。
具体实施方式
23.以下结合附图1
‑
3对本技术作进一步详细说明。
24.本技术实施例公开一种用于叉车车身焊合的多向调节焊接装置。参照图1、图2,一种用于叉车车身焊合的多向调节焊接装置,包括底座台1,底座台1下表面四周处均设置有万向轮2,且底座台1上表面一边处设置有伺服电机3,伺服电机3的输出端上设置有联轴器4,联轴器4的两边侧壁处均焊接有连接块5,连接块5均呈l形,且连接块5远离联轴器4的一端对立面之间横向设置有驱动电机6,连接块5侧壁处均开设有通孔,且连接块5侧壁处开设的通孔内穿设有转轴杆7,转轴杆7位于连接块5靠近驱动电机6的一端处,且转轴杆7与驱动电机6的输出端转动连接,驱动电机6的输出端与转轴杆7连接处设置有转动机构8,转轴杆7两端处焊接有调节块9,调节块9呈开口状圆环形,且调节块9上表面开设有燕尾形滑轨10,滑轨10内设置有调节机构11,自动化程度高,有利于实现焊枪13作业位置的全方位多向调节,有利于提高对叉车车身焊合的加工焊接效果,调节机构11远离调节块9的一端下表面处焊接有两组限位机构12,两组限位机构12的固定端上设置有焊枪13,有利于避免焊枪13在焊接作业的过程中发生松动脱落而影响加工作业正常进行的问题,焊枪13的作业端位于远离调节机构11的一端下表面处。
25.参照图2,转动机构8包括转动齿轮81和同步齿轮82,转动齿轮81设置在驱动电机6的输出端上,同步齿轮82设置在转轴杆7靠近驱动电机6输出端的一边外圈处,且同步齿轮82与转动齿轮81相啮合转动连接,便于使驱动电机6带动转轴杆7转动。
26.参照图1、图2,驱动电机6的底座端设置在连接块5一边内侧壁处,且驱动电机6的输出端设置在连接块5另一边内侧壁处,驱动电机6的输出端与连接块5内侧壁处转动连接,调节块9外圈处开设有锯齿状齿槽14,齿槽14绕调节块9的中心轴呈环状分布,便于与标准齿轮115转动配合,滑轨10绕调节块9的中心轴呈环状分布,便于带动滑块111移动。
27.参照图1、图2,调节机构11包括滑块111、安装块112、一组支杆113、异步电机114、标准齿轮115和限位板116,滑块111设置在滑轨10内,且滑块111与滑轨10滑移配合,安装块112横向焊接在滑块111上表面处,异步电机114设置在安装块112远离滑块111的一端上表面处,且异步电机114的输出端穿设于安装块112下表面处,一组支杆113焊接在安装块112远离异步电机114的下表面两边处,限位板116横向焊接在一组支杆113下表面处,标准齿轮115设置在异步电机114的输出端上,且标准齿轮115位于一组支杆113对立面之间处,标准
齿轮115与齿槽14相啮合转动连接,便于使安装块112随之带动焊枪13微调作业位置。
28.参照图1、图3,限位机构12包括一组弧形夹块121、螺栓122和螺母123,一组弧形夹块121的一端均焊接在限位板116下表面两边处,且弧形夹块121远离限位板116的一端侧壁处均开设有螺纹通孔,螺栓122与弧形夹块121侧壁处开设的螺纹通孔相契合螺纹连接,螺母123与螺栓122的尾端相契合螺纹连接,焊枪13的把手端设置在一组弧形夹块121对立面之间处,便于使焊枪13的把手端位置随之夹持固定,有利于避免焊枪13在焊接作业的过程中发生松动脱落而影响加工作业正常进行的问题。
29.本技术实施例一种用于叉车车身焊合的多向调节焊接装置的实施原理为:将底座台1经万向轮2移动至待加工焊合的叉车车身放置处,将焊枪13的把手端设置在一组弧形夹块121对立面之间处,从而拧紧螺母123,进而使螺栓122和螺母123限位固定一组弧形夹块121的开口端,使焊枪13的把手端位置随之夹持固定,有利于避免焊枪13在焊接作业的过程中发生松动脱落而影响加工作业正常进行的问题,从而经伺服电机3带动联轴器4转动,进而带动连接块5转动,使转轴杆7和调节块9随之偏转,进而使焊枪13的作业角度位置可随之偏转调整,便于使焊枪13的作业端可偏转焊接叉车车身的侧边夹缝位置,再经驱动电机6带动转动齿轮81转动,从而带动同步齿轮82转动,进而带动转轴杆7和调节块9随之偏转,使焊枪13的作业高度位置可随之偏转调整,便于使焊枪13的作业端可偏转焊接叉车车身的不同高度部位,再经异步电机114带动标准齿轮115和齿槽14转动配合,从而带动滑块111与滑轨10滑移配合,使安装块112随之带动焊枪13微调作业位置,自动化程度高,有利于实现焊枪13作业位置的全方位多向调节,有利于提高对叉车车身焊合的加工焊接效果。
30.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1