一种系统门窗铣床滑动夹持座的制作方法
1.本实用新型涉及型材加工技术领域,尤其涉及一种系统门窗铣床滑动夹持座。
背景技术:
2.系统门窗是一个性能系统的完美有机组合,需要考虑水密性、气密性、抗风压、机械力学强度、隔热、隔音、防盗、遮阳、耐候性、操作手感等一系列重要的功能,还要考虑设备、型材、配件、玻璃、粘胶、密 封件各环节性能的综合结果,缺一不可,最终形成高性能的系统门窗。
3.高质量的系统门窗跟铝材、玻璃、配件等的质量有着莫大的关系,其中,在铝材的加工过程中需要通过铣床进行铣孔,而进行铣孔时需要对铝材进行固定,以保证铣孔的大小符合安装标准,目前,现有铣床铝材固定部普遍都是通过气缸对铝材进行固定,而有一些铝材本身需要加工多个且间距较小的安装孔,每次进行铣孔时都需要通过人工控制气缸活塞杆伸缩,来重新调整铝材的位置,此操作不仅消耗劳动力,加大了气缸的功耗,还使工作效率降低,加工成本明显增高。
技术实现要素:
4.本实用新型的目的是在于提供一种系统门窗铣床滑动夹持座,旨在解决背景技术提出的现有铣床铝材固定部灵活性低,工作不够全面,导致劳动力消耗大,气缸的功耗高的问题。
5.为了实现上述目的,本实用新型的一种系统门窗铣床滑动夹持座,包括工作台、支撑架、活动钻孔机构、夹持部、驱动部和滑动部,所述工作台的上表面设置有第一孔道和两个第二孔道,所述第一孔道位于两个第二孔道之间且相互平行,所述活动钻孔机构包括电机和铣削头,所述夹持部包括夹持座、气缸和条形夹持板,所述工作台的上方一侧设置有夹持座,所述夹持座分为侧挡部和承托部,所述气缸的杆体上设置有条形夹持板,所述条形夹持板与夹持座上的侧挡部相对应且两者之间形成夹持区间,所述电机和铣削头位于夹持区间上方,所述气缸的下方设置有载板,所述载板靠近夹持座的一侧与之相固定,所述驱动部包括正反转电机、齿轮和齿条,所述正反转电机的传动轴上设置有齿轮,所述齿条固定在夹持座的下表面,所述齿轮设置在齿条的中心位置且齿轮与齿条之间相互啮合,所述齿条位于第一孔道内,所述滑动部包括连杆、限位块、固定架和滑轮,所述连杆位于夹持座底部,所述连杆的数量设置两个,两个连杆分别位于两个第二孔道内,且连杆底部设置有限位块,所述限位块的上表面紧贴工作台的内部顶面,所述夹持座的底部两侧设置有固定架,所述滑轮转动连接在固定架上,且滑轮底部突出于夹持座的底面并坐落于工作台上。
6.进一步的,所述条形夹持板的一侧设置有橡胶层,所述连杆的直径与第二孔道的宽度相等。
7.进一步的,所述支撑架位于夹持座一侧,所述支撑架安装在工作台上,所述活动钻孔机构设置在支撑架上方。
8.进一步的,所述正反转电机沿横向设置在工作台内部,且正反转电机的一侧与工作台的内侧壁连接。
9.进一步的,所述夹持座的底面开设有条形放置槽,所述固定架设置在与之相适配的条形放置槽内。
10.本实用新型的有益效果:本实用新型在夹持座底面设置了齿条,且将齿条与齿轮啮合,当正反转电机控制传动轴使齿轮正反转时,能够带动夹持座水平向两个方向位移,通过设置齿条,能够提高夹持座水平移动的距离,又将齿轮设置在齿条的中心位置,能够使齿轮正反转带动夹持座水平向两个方向移动的距离相等,通过实现夹持座能够水平向两个方向移动,当需要在铝材上进行多个近距离的孔加工时,不用再通过人工频繁控制气缸活塞杆伸缩来重新调整铝材的位置,只需要控制夹持座整体移动即可实现铝材位置的调节,实用性强,工作效率高,有效降低了工人劳动力,且减少了气缸的功耗,节省成本。
附图说明
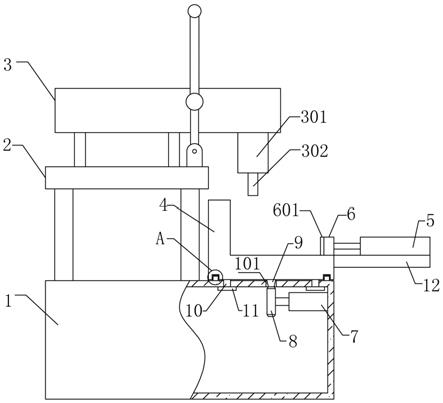
11.图1为本实用新型主视示意图。
12.图2为本实用新型工作台结构的俯视示意图。
13.图3为本实用新型工作台结构的侧视剖视示意图。
14.图4为本实用新型夹持部的俯视示意图。
15.图5为本实用新型图1中a处放大示意图。
16.图6为本实用新型固定架结构的整体示意图。
17.图中:1、工作台;101、第一孔道;102、第二孔道;2、支撑架;3、活动钻孔机构;301、电机;302、铣削头;4、夹持座;5、气缸;6、条形夹持板;601、橡胶层;7、正反转电机;8、齿轮;9、齿条;10、连杆;11、限位块;12、载板;13、固定架;14、滑轮。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
19.本实用新型一种系统门窗铣床滑动夹持座的具体实施例。
20.实施例1,如图1和图3所示,包括工作台1、支撑架2、活动钻孔机构3、夹持部、驱动部和滑动部,支撑架2位于夹持座4一侧,支撑架2安装在工作台1上,活动钻孔机构3设置在支撑架2上方,工作台1的上表面设置有第一孔道101和两个第二孔道102,第一孔道101位于两个第二孔道102之间且相互平行,活动钻孔机构3包括电机301和铣削头302,夹持部包括夹持座4、气缸5和条形夹持板6,工作台1的上方一侧设置有夹持座4,夹持座4分为侧挡部和承托部,气缸5的杆体上设置有条形夹持板6,条形夹持板6与夹持座4上的侧挡部相对应且两者之间形成夹持区间,电机301和铣削头302位于夹持区间上方,气缸5的下方设置有载板12,载板12靠近夹持座4的一侧与之相固定,通过气缸5控制杆体伸缩即可对夹持区间内的型材固定,驱动部包括正反转电机7、齿轮8和齿条9,正反转电机7沿横向设置在工作台内1,且正反转电机7的一侧与工作台1的内侧壁连接,正反转电机7的传动轴上设置有齿轮8,齿条9固定在夹持座4的下表面,齿轮8设置在齿条9的中心位置且齿轮8与齿条9之间相互啮合,齿条9位于第一孔道101内,通过设置齿条9,能够提高夹持座4水平移动的距离,当正反
转电机7控制传动轴使齿轮8正反转时,能够带动夹持座4水平向两个方向位移,且齿轮8设置在齿条9的中心位置,能够使齿轮8正反转带动夹持座4水平向两个方向移动的距离相等,通过实现夹持座4能够水平向两个方向移动,当需要在铝材上进行多个近距离的孔加工时,不用再通过人工频繁控制气缸活塞杆伸缩来重新调整铝材的位置,只需要控制夹持座4整体移动即可实现铝材位置的调节,实用性强,工作效率高,有效降低了工人劳动力,且减少了气缸的功耗,节省成本。
21.如图1、图2、图5和图6,滑动部包括连杆10、限位块11、固定架13和滑轮14,连杆10的数量设置两个,两个连杆10分别位于两个第二孔道102内,连杆10的直径与第二孔道102的宽度相等,如图3所示,连杆10设置在夹持座4底面中部,且连杆10底部设置有限位块11,限位块的上表面紧贴工作台1的内部顶面,通过限位块11能够对夹持座4产生一个上下作用力的限位,使夹持座4保持水平移动,提高夹持座4移动时的稳定性。
22.实施例2,本实施中的一种系统门窗铣床滑动夹持座以与实施例1中的不同点为中心进行说明。
23.本实施例中,如图1、图5和图6所示,夹持座4的底部两侧设置有固定架13,滑轮14转动连接在固定架13上,且滑轮14底部突出于夹持座4的底面并坐落于工作台1上,只能够使滑轮14与工作台1的台面接触,从而避免夹持座4移动时与工作台1的台面产生摩擦,减小齿轮8转动所需的动力,节约能源,夹持座4的底面开设有条形放置槽,固定架13设置在与之相适配的条形放置槽内,目的是便于取放,为拆装时提供便利。
24.实施例3,如图1和图3所示,条形夹持板6的一侧设置有橡胶层601,气缸5安装在载板12上表面,通过条形夹持板6能够增大与铝材的接触面积,从而避免对铝材挤压时导致其发生形变,通过橡胶层601能够降低条形夹持板6挤压铝材时产生的噪音。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1