车门工装机的制作方法
1.本实用新型涉及一种工装,具体涉及一种车门工装机。
背景技术:
2.
随着铁路运输的进一步发展,提高车辆的运输效率及使用周转率,铁路货车下侧门是铁路货车车体部分中主要配件,对车辆的货物装卸至关重要。其检修质量影响铁路货车运输、运用效果,关系到铁路货车的安全运行和运输效率。
3.货车进行临修作业时,要将破损的下侧门从车辆上拆卸,根据下侧门损坏的程度,检修或重新安装技术状态良好的下侧门到车辆上。一般而言,新装下侧门的来源有三种。一是从专业厂家购买新品。二是采购门板、折页等主要配件自行组装。三是可根据具体损坏情况焊修、挖补、截换、换装,使技术状态符合要求后再装车使用。
4.根据货车检修现场调查,通过数据分析破损车故障中更换破损下侧门占总数的63.7%,需求量很大。从维修灵活性,维修成本角度出发,现场维修倾向于采用以上的二、三种方法。每扇约70公斤重的下侧门,原有维修方式就是人力定位折页和下侧门,然后焊接检修制造,但是折页定位起来比较麻烦,劳动效率极低,而且折页和下侧门在很多情况下贴合度不够,强行焊接的话焊接后强度不够,不能满足车辆检修需要,因此需要有简便安全的检修组装设备,才能保证维修精度,提升劳动效率,降低劳动强度,并可以杜绝人身伤害安全隐患。
技术实现要素:
5.针对上述现有技术存在的问题,本实用新型提供一种车门工装机,组装检修定位方便,能够保证精度和焊接强度,提高工作效率的同时降低劳动强度。
6.为实现上述目的,本实用新型提供如下技术方案:一种车门工装机,包括定位平台、支撑腿、定位块、气缸、折页定位u形板和压板;定位平台下表面设有四个支撑腿,定位平台上表面左右两边的边缘处设有定位块,定位平台上表面上边缘设有两个折页定位u形板,与折页定位u形板位置对应的定位平台上表面下边缘分别设有一个气缸,气缸的缸体与定位平台连接,气缸的活塞杆顶端设有压板固定u形板;定位平台上表面下边缘设有控制开关,控制开关与气缸连接,定位平台左右两侧端面均设有支架,每一侧的支架上各放置一个压板。
7.进一步的,所述定位平台上表面左右两边的边缘处分别间隔设有两个定位块。
8.进一步的,所述压板为条形形状,一端开有通孔,一端设有u形插头,u形插头的宽度大于折页定位u形板的宽度。
9.进一步的,所述定位平台上设有销轴放置盒,销轴放置盒位于控制开关的旁边,使用时,方便销轴的取放。
10.与现有技术相比,本实用新型通过定位平台放置下侧门,由定位块和折页定位u形板来定位下侧门和条形折页,定位方便准确,提高工作效率同时降低劳动强度;通过气缸来
实现压板下压条形折页使得条形折页与下侧门紧密贴合,紧密贴合后焊接的强度更好。
附图说明
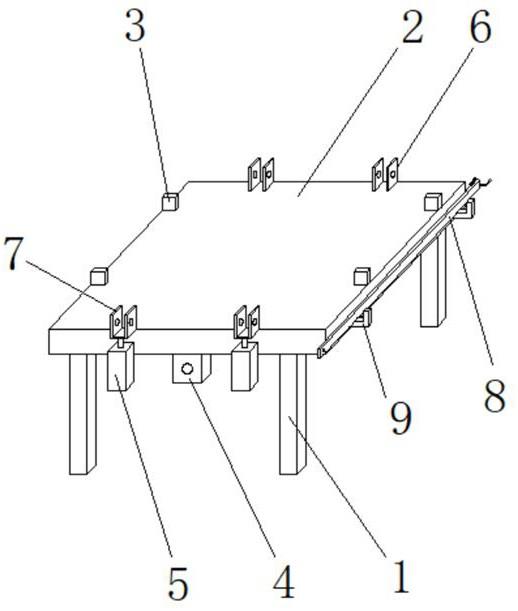
11.图1为本实用新型结构示意图;
12.图2为本实用新型压板结构示意图;
13.图3为本实用新型使用状态示意图;
14.图中:1、支撑腿,2、定位平台,3、定位块,4、控制开关,5、气缸,6、折页定位u形板,7、压板固定u形板,8、压板,81、主体,82、通孔,83、u形插头,9、支架,10、下侧门,11、条形折页。
具体实施方式
15.下面结合附图对本实用新型作进一步说明。
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.如图1所示,本实用新型提供一种技术方案:包括定位平台2、支撑腿1、定位块3、气缸5、折页定位u形板6和压板8。
18.定位平台2起到支撑放置下侧门10的作用,定位平台2下表面设有四个支撑腿1,定位平台2上表面左右两边的边缘处设有定位块3,定位块3起到定位下侧门10左右位置的作用,定位平台2上表面上边缘设有两个折页定位u形板6,折页定位u形板6起到定位下侧门10上侧位置和条形折页11的作用;与折页定位u形板6位置对应的定位平台2上表面下边缘分别设有一个气缸5,气缸5的缸体与定位平台2连接,气缸5的活塞杆顶端设有压板固定u形板7,气缸5可以带动压板固定u形板7上下移动;定位平台2上表面下边缘设有控制开关4,控制开关4与气缸5连接,气缸5的伸缩由控制开关4控制,定位平台2左右两侧端面均设有支架9,每一侧的支架9上各放置一个压板8;如图2所示,压板8为条形形状,一端开有通孔82,一端设有u形插头83,u形插头83的宽度大于折页定位u形板6的宽度。
19.如图3所示,使用时,先将下侧门10吊放到定位平台2上,下侧门10的左右两边被定位块3限位,下侧门10的上边抵住折页定位u形板6,然后将条形折页11带销轴孔的一端放在折页定位u形板6中,另一端放在压板固定u形板7中,再使用长销轴穿过折页定位u形板6和条形折页11定位条形折页11,长销轴的两端均露在折页定位u形板6的外部以为后续压板8限位起到限位支撑作用;条形折页11固定好之后,再从支架9上取下压板8,将压板8的u形插头83卡在折页定位u形板6外,u形插头83位于长销轴两端的下方,然后通过控制开关4控制气缸5的活塞杆伸出,活塞杆带动压板固定u形板7及其内部的条形折页11一起上抬至条形折页11与压板8接触,再使用销轴穿过压板固定u形板7和压板8的通孔82将压板8与压板固定u形板7固定在一起,然后再通过控制开关4控制气缸5的活塞杆缩回,此时会带动压板8一起向下压条形折页11,使得条形折页11和下侧门10紧密贴合,紧密贴合后再焊接条形折页11和下侧门10;如此,条形折页11和下侧门10焊接后的焊接强度好,焊接好之后将销轴全部拆掉,取下压板8再将下侧门10吊起即可。
20.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其它的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
21.以上所述,仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同替换和改进,均应包含在本实用新型技术方案的保护范围之内。
技术特征:
1.一种车门工装机,其特征在于:包括定位平台(2)、支撑腿(1)、定位块(3)、气缸(5)、折页定位u形板(6)和压板(8);定位平台(2)下表面设有四个支撑腿(1),定位平台(2)上表面左右两边的边缘处设有定位块(3),定位平台(2)上表面上边缘设有两个折页定位u形板(6),与折页定位u形板(6)位置对应的定位平台(2)上表面下边缘分别设有一个气缸(5),气缸(5)的缸体与定位平台(2)连接,气缸(5)的活塞杆顶端设有压板固定u形板(7);定位平台(2)上表面下边缘设有控制开关(4),控制开关(4)与气缸(5)连接,定位平台(2)左右两侧端面均设有支架(9),每一侧的支架(9)上各放置一个压板(8)。2.根据权利要求1所述的一种车门工装机,其特征在于:所述定位平台(2)上表面左右两边的边缘处分别间隔设有两个定位块(3)。3.根据权利要求1所述的一种车门工装机,其特征在于:所述压板(8)为条形形状,一端开有通孔(82),一端设有u形插头(83),u形插头(83)的宽度大于折页定位u形板(6)的宽度。4.根据权利要求1所述的一种车门工装机,其特征在于:所述定位平台(2)上设有销轴放置盒,销轴放置盒位于控制开关(4)的旁边。
技术总结
本实用新型公开了一种车门工装机,包括定位平台、支撑腿、定位块、气缸、折页定位U形板和压板;定位平台下设有支撑腿,定位平台上设有定位块、折页定位U形板,与折页定位U形板位置对应的定位平台下边缘分别设有一个气缸,气缸的缸体与定位平台连接,气缸的活塞杆顶端设有压板固定U形板;定位平台上表面下边缘设有控制开关,控制开关与气缸连接,定位平台左右两侧端面均设有支架,每一侧的支架上各放置一个压板。本实用新型通过定位平台放置下侧门,由定位块和折页定位U形板来定位下侧门和条形折页,定位方便准确,提高工作效率同时降低劳动强度;通过气缸来实现压板下压条形折页使得条形折页与下侧门紧密贴合,紧密贴合后焊接的强度更好。度更好。度更好。
技术研发人员:郜雪荣 杨兵 石林 戴顺利 杨顺 高尊国 李强 崔杰 张文波 吕瑞龙 黄江燚 魏红兵
受保护的技术使用者:中国铁路上海局集团有限公司南京东车辆段
技术研发日:2021.06.16
技术公布日:2021/12/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1