一种对双层吐丝管施加预应力的装置的制作方法
1.本技术涉及吐丝管成型设备领域,特别涉及一种对双层吐丝管施加预应力的装置。
背景技术:
2.高速线材生产是一个从钢坯到成品的连续生产过程,吐丝机吐丝管是控制线材由直线向盘条转变的关键设备。精轧后的轧件温度大约保持在850℃,速度可高达120m/s,进入吐丝管后,线材在由夹送辊和吐丝机引起的推动力、相对惯性力、摩擦力、正压力等综合作用下,按吐丝管向前运行,改直线运动为螺旋运动,形成直径大约为1080mm的稳定线圈从吐丝管吐出,均匀地铺落在辊道上。
3.线材在进入吐丝管入口后所受的摩擦力急剧增大,摩擦力最大的位置在距离吐丝管入口500mm左右,吐丝管该处内壁磨损剧烈,长时间工作后甚至会磨穿,发生堆钢事故。
4.现有专利公布号为cn110842036a的专利文献公开了一种双层吐丝管,该方案包括外管和内衬于外管的内管,内管仅通过与外管的摩擦接触约束相对于外管的运动,内管能够在吐丝管绕轴线旋转期间响应于加热和冷却循环沿一个方向在外管内渐进地移动,更新内管与热轧产品摩擦接触的内表面,从而避免线材在任何给定区域处持久的摩擦接触,提高吐丝管的工作寿命。
5.针对上述中的相关技术,发明人认为对内管施加预应力,利用预应力能辅助内管实现大面积快速更新内表面,进一步提高吐丝管的工作寿命;基于此,本技术提供一种对双层吐丝管施加预应力的装置。
技术实现要素:
6.针对上述情况,本技术提供一种对双层吐丝管施加预应力的装置。
7.本技术提供一种对双层吐丝管施加预应力的装置,采用如下的技术方案:
8.一种对双层吐丝管施加预应力的装置,包括机架、固定在机架上的安装座、沿双层吐丝管曲线坐标固设在安装座上托架、铰接在托架上的锁具,以及安装在机架上的旋转动力机构。
9.通过采用上述技术方案,对双层吐丝管的内管施加旋转预应力时,将双层吐丝管支撑在安装座的各托架上,利用锁具将双层吐丝管锁紧固定在托架上;将旋转动力机构固定在机架上,并与内管连接;通过旋转动力机构于内管中心处施加旋转力,旋转角度大于或等于10度,并在输入端处将内外管焊接,即完成对双层吐丝管施加周向预应力;最后解除锁具对双层吐丝管的固定。
10.可选的,所述旋转动力机构为摆动液压缸,摆动液压缸与双层吐丝管的内管通过键连接。
11.通过采用上述技术方案,摆动液压缸具有精度高、易控制的优点,能平稳的输出较大的扭矩;摆动液压缸输出扭矩作用在内管上,内管受力部分扭曲形变,使得内管扭曲部分
及其下游部分能相对于外管旋转滑动。
12.可选的,所述安装座包括两垂直固接在机架上的连接盘,和水平固接在两连接盘之间的支撑杆,所述托架安装在支撑杆上;所述连接盘上开设有供双层吐丝管端部穿出的通孔。
13.通过采用上述技术方案,连接盘和支撑杆组成的安装座,为沿双层吐丝管曲线分布的托架提供安装基础,使双层吐丝管得到全面支撑。
14.可选的,所述托架包括固接在支撑杆上的底板、固接在底板上的固定板,所述固定板上开设有用于放置吐丝管的置物槽。
15.通过采用上述技术方案,托架通过底板固定在安装座上,通过固定板上的置物槽为双层吐丝管提供支撑位置,使双层吐丝管稳定的放置在托架上。
16.可选的,所述锁具包括相对固接在底板上的连接耳和限位件,所述连接耳上铰接有压板,所述压板的自由端固定于限位件中。
17.通过采用上述技术方案,压板通过销轴铰接在连接耳上,使压板能绕销轴进行转动,压板与托架的置物槽配合,在相应坐标位置对双层吐丝管进行锁紧固定。
18.可选的,所述限位件包括两间隔固接在底板上的限位板,所述限位板上竖向开设有长条孔,所述限位板通过长条孔装嵌有楔形固定块。
19.通过采用上述技术方案,压板自由端转入两限位板之间后,将楔形固定块嵌入到长条孔中,通过固定块对压板自由端压制固定。
20.综上所述,本技术包括以下至少一种有益技术效果:本技术通过安装座对双层吐丝管管身进行固定,然后利用摆动液压缸于内管中心处施加旋转力,最后将内外管焊接,即完成对双层吐丝管施加周向预应力;双层吐丝管的内管受力部分扭曲形变,使得内管扭曲部分及其下游部分能相对于外管旋转滑动,辅助内管实现大面积快速更新内表面。
附图说明
21.图1是相关技术中双层吐丝管的结构示意图;
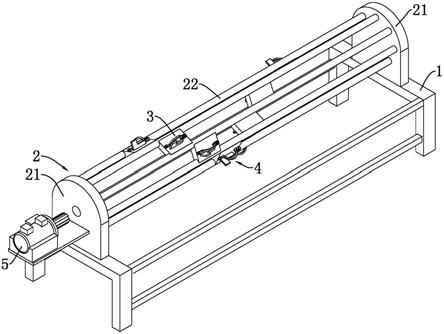
22.图2是本技术实施例的结构示意图;
23.图3是本技术实施例中托架与锁具的结构示意图。
24.附图标记说明:1、机架;2、安装座;21、连接盘;22、支撑杆;3、托架;31、底板;32、固定板;4、锁具;41、压板;42、连接耳;43、限位板;44、固定块;5、摆动液压缸;6、双层吐丝管。
具体实施方式
25.以下结合附图对本技术作进一步详细说明。
26.参照图1,双层吐丝管6包括外管和内管,外管沿其输入端至输出端依次设置为直线导入段1a、弯曲变形段1b和稳定段1c,直线导入段1a、弯曲变形段1b和稳定段1c一体成型。
27.内管为直管,从直线导入段内衬于外管,两者过渡配合,最大间隙为0.2mm,最大过盈为0.05mm,使得内管仅通过与外管的摩擦接触约束相对于外管的运动。
28.本技术实施例公开一种对双层吐丝管施加预应力的装置。参照图2,一种对双层吐丝管施加预应力的装置包括由若干支杆焊接形成的机架1,机架1上固定安装有安装座2,安
装座2上沿双层吐丝管6标准曲线的坐标固设有托架3,托架3上铰接有锁具4,用于在相应坐标位置夹紧双层吐丝管6;安装座2其中一端开设有供双层吐丝管6输入端穿过的通孔。机架1上还安装有旋转动力机构,本实施例中旋转动力机构选为摆动液压缸5。
29.具体的,安装座2包括两连接盘21和多组支撑杆22,两连接盘21竖直固接在机架1两端,多组支撑杆22呈环形分布,水平固接在两连接盘21之间。通孔开设在安装座2的连接盘21上。
30.如图2和图3所示,托架3包括固接在支撑杆22上的底板31和固接在底板31上的固定板32,固定板32上设置有用于放置双层吐丝管6的置物槽。
31.锁具4包括压板41、连接耳42和限位件,其中连接耳42和限位件间隔固定在底板31上,压板41一端通过销轴铰接在连接耳42上,另一端固定在限位件中;限位件包括两间隔分布的限位板43,两限位板43上均竖向开设有长条孔,长条孔中装嵌有楔形的固定块44;压板41自由端转入两限位板43之间后,通过固定块44将其压制固定。
32.本实施例中,由摆动液压缸5对双层吐丝管6的内管施加旋转预应力的过程为,在内管输入端处加工键槽,将双层吐丝管6支撑在安装座2的各托架3上,双层吐丝管6的输入端从通孔中穿出;利用锁具4将双层吐丝管6锁紧固定在托架3上;将摆动液压缸5通过螺栓固定在机架1上,摆动液压缸5输出轴与内管键连接;使用摆动液压缸5于内管输入端中心处施加旋转力,旋转角度大于或等于10度,并在输入端处将内外管焊接,即完成对双层吐丝管6施加周向预应力;最后解除锁具4对双层吐丝管6的固定。
33.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1