一种钻铣螺纹组合刀具的制作方法
1.本实用新型属于机械加工刀具技术领域,具体涉及一种钻铣螺纹组合刀具。
背景技术:
2.传统内螺纹加工的方法是先用合适的钻头钻出螺纹底孔,然后再用单只或成组丝锥手动或者机动攻制螺纹,其工序分散,加工时要用的辅助工具多,更换刀具的次数频繁,加工时间长,生产效率低;而且丝锥容易折断,由于攻丝为最后一道工序,如果零件报废,则会造成大量的人力和成本的浪费。
技术实现要素:
3.有鉴于此,本实用新型的目的是提供一种钻铣螺纹组合刀具,以解决现有技术中的不足。
4.为了达到上述目的,本实用新型的目的是通过下述技术方案实现的:
5.提供一种钻铣螺纹组合刀具,其包括硬质合金钻头刀体,所述硬质合金钻头刀体的一端为圆柱形钻尖,所述圆柱形钻尖包括依次连接的颈部和圆柱刃,所述颈部上设有至少一个带有刀刃的pcd刀头,所述pcd刀头上的刀刃沿着所述颈部的轴向分布。
6.如所述的钻铣螺纹组合刀具,所述颈部上设有沿着所述颈部的中心轴对称分布的两个pcd刀头。
7.如所述的钻铣螺纹组合刀具,所述颈部的外径小于所述圆柱刃的外径。
8.如所述的钻铣螺纹组合刀具,所述pcd刀头的刀刃的数量控制在5-30个螺距数,所述pcd刀头的刃径为3-12mm。
9.本实用新型技术方案的有益效果是:
10.加工螺纹孔时不需换刀,减少加工时多用的辅助工具数量,降低加工时间,加工效率得到很大提高。
附图说明
11.为进一步说明本实用新型的上述目的、结构特点和效果,以下将结合附图对本实用新型进行详细的描述。
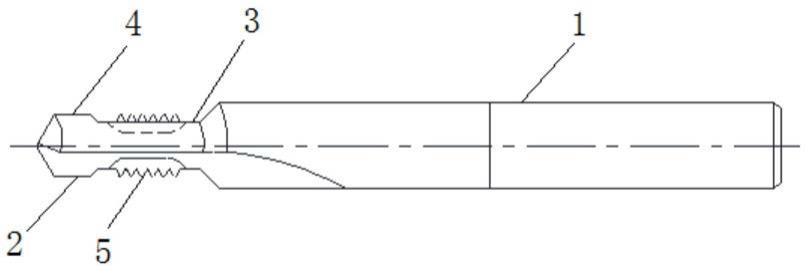
12.图1为本实用新型结构示意图。
13.其中:1、硬质合金钻头刀体;2、圆柱形钻尖;3、颈部;4、圆柱刃;5、pcd刀头。
具体实施方式
14.下面结合附图和具体实施例对本实用新型作进一步说明,但不作为本实用新型的限定。
15.参看图1所示,本实用新型钻铣螺纹组合刀具包括硬质合金钻头刀体1,硬质合金钻头1的一端为圆柱形钻尖2,圆柱形钻尖2包括依次连接的颈部3和圆柱刃4,颈部3上设有
至少一个带有刀刃的pcd刀头5,pcd刀头5上的刀刃沿着颈部3的轴向分布。
16.本案的优选实施方案中,颈部3上设有沿着颈部3的中心轴对称分布的两个pcd刀头5。颈部3的外径小于圆柱刃4的外径,如此可以使得pcd刀头5的部分结构下沉,减少额外磨损情况。进一步优选的,pcd刀头5的刀刃的数量根据被加工产品的深度及螺距而定,一般控制在5-30个螺距数,pcd刀头的刃径为3-12mm,刀刃的宽度以被加工产品的要求而定,从而实现切削能力好,不易崩刃。
17.本实用新型加工螺纹孔时不需换刀,减少加工时多用的辅助工具数量,降低加工时间,加工效率得到很大提高。
18.以上仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本实用新型说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本实用新型的保护范围内。
技术特征:
1.一种钻铣螺纹组合刀具,其特征在于,包括硬质合金钻头刀体(1),所述硬质合金钻头刀体(1)的一端为圆柱形钻尖(2),所述圆柱形钻尖(2)包括依次连接的颈部(3)和圆柱刃(4),所述颈部(3)上设有至少一个带有刀刃的pcd刀头(5),所述pcd刀头(5)上的刀刃沿着所述颈部(3)的轴向分布。2.如权利要求1所述钻铣螺纹组合刀具,其特征在于,所述颈部(3)上设有沿着所述颈部(3)的中心轴对称分布的两个pcd刀头(5)。3.如权利要求1或2所述钻铣螺纹组合刀具,其特征在于,所述颈部(3)的外径小于所述圆柱刃(4)的外径。4.如权利要求3所述钻铣螺纹组合刀具,其特征在于,所述pcd刀头(5)的刀刃的数量控制在5-30个螺距数,所述pcd刀头(5)的刃径为3-12mm。
技术总结
本实用新型公开了一种钻铣螺纹组合刀具,其包括硬质合金钻头刀体,所述硬质合金钻头刀体的一端为圆柱形钻尖,所述圆柱形钻尖包括依次连接的颈部和圆柱刃,所述颈部上设有至少一个带有刀刃的PCD刀头,所述PCD刀头上的刀刃沿着所述颈部的轴向分布。本实用新型加工螺纹孔时不需换刀,减少加工时多用的辅助工具数量,降低加工时间,加工效率得到很大提高。加工效率得到很大提高。加工效率得到很大提高。
技术研发人员:刘俊超 鲍成龙
受保护的技术使用者:上海新山田精密刀具有限公司
技术研发日:2021.06.28
技术公布日:2022/2/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1