一种起动机前端盖轴承或油封压装组件的制作方法
1.本实用新型涉及一种起动机生产设备,尤其是一种起动机前端盖轴承或油封压装组件。
背景技术:
2.起动机在组装生产时,需要在前端盖上组装油封和轴承,目前,油封通常是采用人工放置的方式组装在前端盖上的,而轴承则是采用先人工预放置后借助压力机敲入前端盖的方式进行组装的,生产效率相对较低。
3.有鉴于此,本技术人对上述问题进行了深入的研究,遂有本案产生。
技术实现要素:
4.本实用新型的目的在于提供一种生产效率相对较高的起动机前端盖轴承或油封压装组件。
5.为了实现上述目的,本实用新型采用如下技术方案:
6.一种起动机前端盖轴承或油封压装组件,包括支架、水平滑动连接在所述支架上的送料板、压料头、用于驱动所述送料板滑动的送料气缸、位于所述送料板正上方且竖直布置的料筒、以及用于驱动所述压料头上下移动的压料气缸或压料电动推杆,所述料筒的下端与所述送料板之间的间距小于油封或轴承的厚度,所述送料板的上端开设有料槽,所述料槽的下方设置有顶料块以及用于驱动所述顶料块上下移动的顶料气缸。
7.作为本实用新型的一种改进,所述料槽内嵌设有料杯,所述料杯的底部开设有用于供所述顶料块穿过的顶料孔。
8.作为本实用新型的一种改进,所述压料头上端固定连接或一体连接有连接柱,下端固定连接或一体连接有接料柱,所述连接柱上开设有第一销孔,所述压料气缸的活塞杆或所述压料电动推杆的推杆下端开设有与所述连接柱配合的连接孔,且所述压料气缸的活塞杆或所述压料电动推杆的推杆侧壁上开设有与所述连接孔连通的第二销孔,所述第一销孔中穿插有同时穿插在所述第二销孔中的连接销。
9.作为本实用新型的一种改进,所述压料头的侧壁上开设有竖直布置的贯穿滑槽,所述贯穿滑槽内竖直滑动连接有滑杆,所述滑杆上固定连接有套设在所述压料头外的退料筒,当所述滑杆位于下极限位置时,所述退料筒的下端低于所述压料头的下端面。
10.作为本实用新型的一种改进,所述顶料块包括固定连接在所述顶料气缸的活塞杆上端的支撑块、竖直固定连接在所述支撑块上端的支撑套、竖直滑动连接在所述支撑套内的缓冲块、位于所述缓冲块和支撑块之间的缓冲弹簧以及固定连接在所述缓冲块上端的活动块。
11.作为本实用新型的一种改进,所述压料气缸的活塞杆或所述压料电动推杆的推杆包括上杆段和下杆段,所述上杆段和所述下杆段之间连接有压力传感器。
12.采用上述技术方案,本实用新型具有以下有益效果:
13.1、本实用新型的压装组件可代替人工完成油封或轴承的组装,有效提高了起动机轴承或油封的组装效率,生产效率相对较高。
14.2、通过设置料筒和送料板,能够实现自动送料,进一步提高生产效率。
15.3、通过设置料杯,可根据实际轴承或油封尺寸更换内径与之配合的料杯,使得压装组件能够适应不同规格的起动机生产。
附图说明
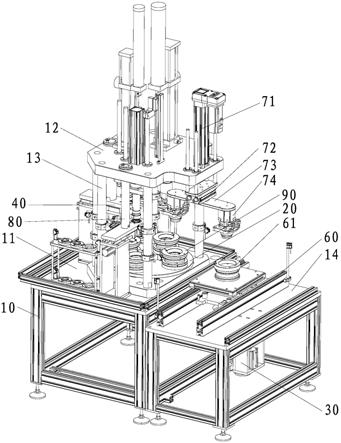
16.图1为实施例中起动机前端盖的油封轴承组装设备的结构示意图;
17.图2为实施例中起动机前端盖的油封轴承组装设备另一视角的结构示意图;
18.图3为实施例中升降旋转组件的结构示意图;
19.图4为实施例中组装设备的局部剖切结构示意图;
20.图5为实施例中组装设备另一位置的局部剖切结构示意图;
21.图6为图4中a处位置的局部放大图;
22.其中,图4和图5的剖切面都竖直布置且相互垂直,图中标示对应如下:
23.10-机架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11-水平基板;
24.12-顶板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13-立柱;
25.14-工作台;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15-缓冲垫;
26.20-旋转盘;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30-升降旋转装置;
27.31-悬挂架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32-升降架;
28.33-升降气缸;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34-轴承座;
29.35-旋转电机;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
36-托架;
30.37-位置传感器;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
38-感应块;
31.40-轴承压装组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41-支架;
32.42-送料板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43-送料气缸;
33.44-料筒;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45-压料头;
34.45a-连接柱;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45b-接料柱;
35.45c-连接销;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45d-贯穿滑槽;
36.45e-滑杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45f-退料筒;
37.46-压料电动推杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
46a-上杆段;
38.46b-下杆段;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
46c-压力传感器;
39.46d-导杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
46e-滑板;
40.46f-支板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
46g-支撑柱;
41.47-顶料块;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
47a-支撑块;
42.47b-支撑套;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
47c-缓冲块;
43.47d-缓冲弹簧;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
47f-活动块;
44.48-顶料气缸;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
49-料杯;
45.50-轴承铆压组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51-铆压头;
46.51a-连接块;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51b-过渡块;
47.51c-导向套;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51d-铆压块;
48.51e-减震弹簧;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52-铆压电动推杆;
49.60-输送装置;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61-随行工装;
50.70-装卸组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
71-装卸电动推杆;
51.72-旋转气缸;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
73-旋转板;
52.74-气动夹爪或电动夹爪;
ꢀꢀꢀꢀꢀ
80-油封压装组件;
53.90-工件定位座;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
91-基座;
54.92-工件导向杯;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
93-外凸缘;
55.94-压缩弹簧;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
95-工件定位套;
56.96-工件定位销。
具体实施方式
57.下面结合附图和具体实施例对本实用新型做进一步的说明。
58.如图1-图6所示,本实施例提供一种起动机前端盖的油封轴承组装设备,包括机架10,还包括转动连接在机架10上的旋转盘20、用于驱动旋转盘20转动的分度电机以及沿顺时针或逆时针顺序依次等间距设置在旋转盘20旁的油封压装组件80、轴承压装组件40和用于将组装好的轴承铆接在起动机前端盖上的轴承铆压组件50,具体的,机架10具有位于旋转盘20下方的水平基板11、位于旋转盘20上方的顶板12以及连接在水平基板11和顶板12之间的立柱13,油封压装组件80和轴承压装组件40都同时安装在水平基板11和顶板12上,轴承铆压组件50安装在顶板12上。
59.优选的,本实施例提供的起动机前端盖的油封轴承组装设备还包括位于机架10旁的输送装置60,且机架10上还设置有用于在旋转盘20和输送装置60之间搬运起动机前端盖(即工件)的装卸组件70。具体的,机架10上固定连接有水平布置的工作台14,输送装置60具有两个平行布置且位于工作台14上方的传送机构,这类具有两个相互平行布置的传送机构的输送装置为常规的装置,广泛应用于各类流水生产线中,并非本实施例的重点,此次不再详述。两个传送机构之间设置有升降旋转装置30。此外,输送装置60上放置有两端同时放置在两个传送机构上的随行工装61,该随行工装61为常规起动机流水生产线所采用的工装,此处也不再详述。
60.升降旋转装置30包括固定连接在工作台14下端的悬挂架31、竖直滑动连接在悬挂架31上的升降架32、用于驱动升降架32滑动的升降气缸33、固定连接在升降架32上的轴承座34、竖直布置且转动连接在轴承座34上的转杆、用于驱动转杆转动的旋转电机35以及固定连接在转杆上端的托架36,其中,悬挂架31上固定连接有用于供升降架32滑动的滑轨,升降气缸33的缸体固定连接在悬挂架31上,其活塞杆固定连接或铰接在升降架32上,轴承座34固定连接在升降座32的上端,转杆和轴承座34之间设置有轴承;托架36位于工作台14上方,且托架36上设置有与随行工装61配合的定位柱。此外,轴承座34上固定连接有位于工作台14上方的位置传感器37,托架36上固定连接有与位置传感器37配合的感应块38,以便控制系统确认托架36的旋转停止位置。
61.旋转盘20上设置有至少四个以旋转盘20的轴线为中心匀布的工件定位座90,当其中一个工件定位座90位于与油封压装组件80对应的位置时,其余工件定位座90的其中两个分别与轴承压装组件40和轴承铆压组件50一一对应布置,在本实施例中,工件定位座90有
四个,当其中一个工件定位座90位于与油封压装组件80对应的位置时,其余三个工件定位座90分别与轴承压装组件40、轴承铆压组件50和装卸组件70一一对应布置。
62.旋转盘20在与各工件定位座90对应的位置处分别开设有穿孔,水平基板11在与油封压装组件80、轴承压装组件40和轴承铆压组件50对应的位置处分别固定连接有与穿孔配合的缓冲垫15,具体的对应关系为,当其中一个工件定位座90位于与油封压装组件80对应的位置时,各缓冲垫15分别位于对应的工件定位座90的正下方。
63.工件定位座90包括固定穿插在对应的穿孔内的基座91,基座91具有竖直布置的通孔,通孔内穿插有杯口朝上布置的工件导向杯92,工件导向杯92的上端具有外凸缘93,外凸缘93的下端和基座91之间设置有多个以通孔为中心匀布的压缩弹簧94,这样有助于降低压装或铆压动作对旋转盘20的冲击。外凸缘93的上端固定连接有工件定位套95,工件定位套95的上端设置有用于与起动机前端盖配合的工件定位销96。需要说明的是,工件定位套95可以为一体式的定位套,也可以为通过螺栓连接的分体式定位套。
64.装卸组件70包括安装在顶板12上且竖直朝下布置的装卸气缸或装卸电动推杆71、固定连接在装卸气缸的活塞杆或装卸电动推杆71的推杆下端且旋转盘朝下布置的旋转气缸72、水平固定连接在旋转气缸72的旋转盘上的旋转板73以及分别安装在旋转板73两端的气动夹爪或电动夹爪74。使用时,当放置在随行工装61随着输送装置60被运送到与装卸组件70对应的位置时,利用升降旋转装置30将随行工装61从输送装置60上抬起,使得该随行工装61的上端面与工件定位套95的上端面平齐,然后装卸气缸或装卸电动推杆71驱动两个气动夹爪或电动夹爪74下降,分别抓取位于对应随行工装61上的起动机前端盖(即待组装油封和轴承的工件)以及位于对应的工件定位座90上的起动机前端盖(即已经完成组装油封和轴承的工件),之后装卸气缸或装卸电动推杆71驱动两个气动夹爪或电动夹爪74上升一端距离,然后旋转气缸72驱动两个气动夹爪或电动夹爪74交换位置,接着装卸气缸或装卸电动推杆71再次驱动两个气动夹爪或电动夹爪74下降,将对应的起动机前端盖分别放置在对应的工件定位套95和随行工装61上,最后装卸气缸或装卸电动推杆71复位,完成整个装卸过程。
65.油封压装组件80和轴承压装组件40的结构可以完全相同,也可以不相同,本实施例中提供的油封压装组件80和轴承压装组件40的主要结构是相同的,局部结构存在区别,但两者都可以独立用于油封压装或轴承压装,即本实施例实质上还同时提供了一种轴承或油封压装组件。本实施例提供的油封压装组件80和轴承压装组件40(即轴承或油封压装组件)都包括固定连接在机架10的水平基板11上的支架41、水平滑动连接在支架41上的送料板42、用于驱动送料板42滑动的送料气缸43、位于送料板42正上方且竖直布置的料筒44、位于旋转盘20正上方的压料头45以及用于驱动压料头45上下移动的压料气缸或压料电动推杆46,其中,料筒44的下端与送料板42之间的间距小于对应的油封或轴承的厚度,送料板42的上端开设有料槽,料槽的下方设置有顶料块47以及用于驱动顶料块47上下移动的顶料气缸48。使用时,送料气缸43驱动送料板42滑动,使得料槽运动到料筒44的正下方,料筒44上的油封或轴承在重力作用下掉落到料槽内,送料气缸43驱动送料板42复位,使得料槽移动到压料头45正下方,然后顶料气缸48驱动顶料块47将油封或者轴承往上顶压,使得油封或轴承套设在压料头45上,接着顶料块47复位,同时送料气缸43驱动送料板42滑动,使得料槽运动到料筒44的正下方进入下一个送料循环,当旋转盘带动放置有起动机前端盖的工件定
位座90运动到与油封压装组件80或轴承压装组件40对应的位置时,压料气缸或压料电动推杆46带动压料头45下移,将油封或轴承穿入起动机前端盖,然后复位,由于油封或轴与压料头45之间的摩擦力小于其与起动机前端盖之间的摩擦力(通过控制三者之间的间隙尺寸来实现),压料头45复位后,封油或轴承会被留在起动机前端盖上,当然,也可以通过在压料头45上设置常规的电磁吸附装置或真空吸附装置来实现压料头45和封油或轴承之间的连接和分离。
66.优选的,料槽内嵌设有料杯49,料杯49的底部开设有用于供顶料块47穿过的顶料孔,且料杯49的深度等于或略小于对应的油封或轴承的厚度,以保证每次进入料杯49的油封或轴承只有一个。通过设置料杯49,当生产不同规格的起动机时,可根据不同规格的油封或轴承更换料杯49而无需更换整个送料板42。
67.优选的,压料头45上端固定连接或一体连接有连接柱45a,下端固定连接或一体连接有接料柱45b,连接柱45a上开设有第一销孔,压料气缸的活塞杆或压料电动推杆46的推杆下端开设有与连接柱45a配合的连接孔,且压料气缸的活塞杆或压料电动推杆46的推杆侧壁上开设有与连接孔连通的第二销孔,第一销孔中穿插有同时穿插在第二销孔中的连接销45c,以此实现压料头45和压料气缸或压料电动推杆46之间的可拆卸连接,便于根据不同规格的起动机更换压料头45,当然,当连接柱45a穿入连接孔之后,压料头46的上端面最好紧贴在压料气缸的活塞杆或压料电动推杆46的推杆的下端面上以避免摆动。此外,压料头45的侧壁上开设有竖直布置的贯穿滑槽45d,贯穿滑槽45d内竖直滑动连接有滑杆45e,滑杆45e上固定连接有套设在压料头45外的退料筒45f,当滑杆45e位于下极限位置时,退料筒45f的下端低于压料头45的下端面。这样,在将油封或轴承压入起动机前端盖的过程中,退料筒45f会抵压在起动机前端盖上,避免起动机前端盖歪斜,同时退料筒45f会往上滑动,当其往上滑动至极限位置时,会压紧在起动机前端盖上,避免压料头45下压位置准确,进而保证油封或轴承在起动机前端盖上的安装位置准确。
68.优选的,压料气缸的活塞杆或压料电动推杆46的推杆包括上杆段46a和下杆段46b,上杆段46a和下杆段46b之间连接有压力传感器46c,以便控制压装力。具体的,顶板12的下端固定连接有两个竖直布置的导杆46d,两个导杆46d上竖直滑动连接有同一个滑板46e,压力传感器46c固定连接在滑板46e的上端,下杆段46b固定连接在滑板46e的下端,滑板46e的上方还设置有支板46f,支板46f和滑板46e之间设置有支撑柱46g,支板46f上开设有导向孔,压力传感器46c位于支板46f正下方,上杆段46a穿过导向孔并抵顶在压力传感器46c上,这样可以保证压力传感器所受到的压力的方向始终朝下,进而保证压力检测的准确性。
69.顶料块47可以为一体式顶料块,也可以为分体式顶料块,考虑到油封具有一定的弹性,刚性顶压可能会破坏油封,优选的,在本实施例中,轴承压装组件40的顶料块47采用通过螺旋连接的方式相互固定的分体式顶料块,而油封压装组件80的顶料块47包括固定连接在顶料气缸48的活塞杆上端的支撑块47a、竖直固定连接在支撑块47a上端的支撑套47b、竖直滑动连接在支撑套47b内的缓冲块47c、位于缓冲块47c和支撑块47a之间的缓冲弹簧47d以及固定连接在缓冲块47c上端的活动块47f。
70.轴承铆压组件50包括位于旋转盘20正上方的铆压头51和用于驱动铆压头51上下移动的铆压气缸或铆压电动推杆52,其中,铆压气缸或铆压电动推杆52安装在顶板12上,铆
压头51包括与铆压气缸的活塞杆或铆压电动推杆52的推杆的下端固定连接的连接块51a、通过插销与连接块51a可拆卸连接的过渡块51b、固定连接在过渡块51b下端的导向套51c、滑动连接在导向套51c上的铆压块51d以及位于铆压块51d和过渡块51b之间的减震弹簧51e,其中,过渡块51b和连接块51a之间的连接结构与压料头45和压料气缸的活塞杆或压料电动推杆46之间的连接结构相同,此处不再详述。优选的,过渡块51b的下端开设有用于容纳减震弹簧51e的盲孔。使用时,当旋转盘20带动放置有起动机前端盖的工件定位座90从与轴承压装组件40对应的位置运动到与轴承铆压组件50对应的位置时,铆压头51下压,在起动机前端盖的轴承孔上端口处挤压出一圈内翻的金属环,使得起动机前端盖的轴承孔上端口的内径变小,轴承难以脱出。
71.上面结合附图对本实用新型做了详细的说明,但是本实用新型的实施方式并不仅限于上述实施方式,本领域技术人员根据现有技术可以对本实用新型做出各种变形,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1