一种手术电极部件焊接设备的制作方法
1.本实用新型涉及焊接设备领域,尤其涉及一种手术电极部件焊接设备。
背景技术:
2.手术电极与高频发生器配合使用,在高频手术中进行电凝、电切用。
3.参见图1,专利号为cn201420725271.9,名称为一种新型手术电极,公开了排状的手术电极,可通过输送带进行输送,但是,还没有为加工该手术电极设计的焊接装置,并且,没有为该为手术电极设计的夹紧焊接工装,导致在生产该手术电极时是通过人工固定,这就导致容错率较高,最终导致生产效率底。
4.综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
5.针对上述的缺陷,本实用新型的目的在于提供一种手术电极部件焊接设备,其可以通过所设计的夹紧模具,具有更好的固定效果,并且带有缓冲组件的焊头可避免长时间作用后焊头因冲击造成的损坏。
6.为了实现上述目的,本实用新型提供一种手术电极部件焊接设备,包括位于装置左侧的工作台及位于装置右侧的操作台;所述工作台包括焊头及夹紧模具;所述焊头通过一缓冲组件固接于气缸的输出端;所述气缸底座固接于l型支撑架;所述夹紧模具通过移动组件安装于所述工作台;所述l型支撑架固接于所述工作台;所述工作台内设有空气净化组件。
7.根据本实用新型的手术电极部件焊接设备,所述夹紧模具包括夹具底座、第一侧板、第二侧板及顶板;所述夹具底座上设有横向的定位块;对应所述定位快,所述第一侧板及第二侧板上均设有定位槽;所述第一侧板及第二侧板通过所述定位块安装于所述夹具底座,并通过一固定组件进行固定;所述顶板一侧设有柱形滑槽;所述柱形滑槽内滑动安装有两个柱型滑块;所述第一侧板及第二侧板通过弹性组件连接所述柱型滑块。
8.根据本实用新型的手术电极部件焊接设备,所述滑槽内还设有若干三角型挡块;三角型挡块包括滑动部及工作部;所述滑动部滑动安装于所述滑槽内;所述工作部呈三角形。
9.根据本实用新型的手术电极部件焊接设备,所述弹性组件包括设于第一侧板及第二侧板靠近所述顶板一端设有容置槽、设于所述容置槽内的第一弹簧及固接于所述柱型滑块上的安装板;所述安装板滑动安装于所述容置槽内;所述第一弹簧一端固接所述安装板,另一端固接所述容置槽底部。
10.根据本实用新型的手术电极部件焊接设备,所述缓冲组件包括固接于所述气缸输出端的套筒、套接于所述套筒内的导向柱;所述导向柱外套有第二弹簧;所述第二弹簧一端固接所述套筒,另一端固接所述焊头。
11.根据本实用新型的手术电极部件焊接设备,所述移动组件包括安装于所述工作台
一侧的伺服电机、安装于所述伺服电机的输出端的丝杠及螺接于所述丝杠的移动座;所述夹紧模具通过滑动组件活动安装于所述移动座。
12.根据本实用新型的手术电极部件焊接设备,所述空气净化组件包括设于底座内的换气扇、连接所述换气扇的排气管及安装于所述工作台的端面的吹气口;所述排气管的另一端连接所述吹气口。
13.本实用新型提供了一种手术电极部件焊接设备,包括位于装置左侧的工作台及位于装置右侧的操作台;所述工作台包括焊头及夹紧模具,通过焊头实现对电极组件的焊接,通过所述夹紧模具实现对电极组件的固定;所述焊头通过一缓冲组件固接于气缸的输出端,通过缓冲组件实现缓冲效果;所述气缸的底座固接于l型支撑架;所述夹紧模具通过移动组件安装于所述工作台;所述l型支撑架固接于所述工作台;所述工作台内设有空气净化组件。本实用新型可以通过所设计的夹紧模具,具有更好的固定效果,并且带有缓冲组件的焊头可避免长时间作用后焊头因冲击造成的损坏。
附图说明
14.图1是本实用新型所焊接的工件的结构图;
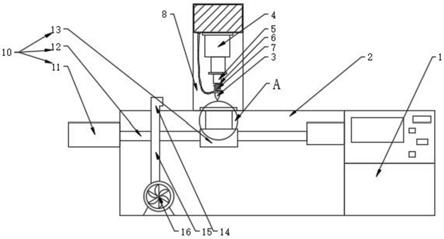
15.图2是本实用新型的结构示意图;
16.图3是图2中夹紧模具的结构示意图;
17.图4是夹紧模具与移动座的安装示意图;
18.图5是图3中弹性组件的结构示意图;
19.图6是图3中三角型挡块的安装示意图;
20.在图中,1
‑
操作台,2
‑
工作台,3
‑
焊头,4
‑
气缸,5
‑
套筒,6
‑
导向柱,7
‑
第二弹簧,8
‑
l型支撑架,10
‑
移动组件,11
‑
伺服电机,12
‑
丝杠,13
‑
移动座,14
‑
吹气口,15
‑
排气管,16
‑
换气扇,17
‑
总工件,171
‑
子工件,172
‑
焊接点,21
‑
底座,91
‑
夹具底座,92
‑
定位块,93
‑
第一侧板,94
‑
柱形滑槽,95
‑
第二侧板,96
‑
紧定螺钉,97
‑
顶板,98
‑
弹性组件,99
‑
柱形滑块,121
‑
方形滑槽,910
‑
三角形挡块,911
‑
滑动部,912
‑
工作部,913
‑
方形滑块,931
‑
定位槽,961
‑
螺纹孔,981
‑
容置槽,982
‑
安装板,983
‑
第一弹簧。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明,应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
22.参见图2,本实用新型提供了一种手术电极部件焊接设备,该手术电极部件焊接设备包括位于装置左侧的工作台2及位于装置右侧的操作台1。
23.工作台包括焊头3及夹紧模具;焊头3通过一缓冲组件固接于气缸4的输出端,缓冲组件包括固接于气缸4的输出端的套筒5、套接于套筒5内的导向柱6;导向柱6外套有第二弹簧7;第二弹簧7一端固接套筒5,另一端固接焊头3,该固接方式可采用焊接,通过缓冲组件实现缓冲效果,减少焊头3的损坏;当气缸4向下伸出,当焊头3顶部与焊接工件接触后,第二弹簧7会收缩,导向柱6会收缩于套筒5内。
24.参见图2及图4、气缸4的底座固接于l型支撑架8;l型支撑架8固接于工作台2;夹紧
模具通过移动组件安装于工作台2,移动组件包括安装于工作台2一侧的伺服电机11、安装于伺服电机11的输出端的丝杠12及螺接于丝杠12的移动座13;夹紧模具通过滑动组件活动安装于移动座13,滑动组件包括设于夹具底座91的方形滑块913及设于移动座13的方形滑槽121;方形滑块913安装于方形滑槽121内;位于方形滑槽121内的方形滑块913沿垂直于丝杠12轴线方向前后移动;方形滑块913通过紧定螺钉96固定于方形滑槽913内。
25.移动时,伺服电机11会带动丝杠12进行转动,正转或反转的丝杠12会带动移动座13进行往复移动。
26.参见图3、图5及图6、夹紧模具包括夹具底座91、第一侧板93、第二侧板95及顶板97;夹具底座91上设有横向的定位块92;对应定位快92,第一侧板93及第二侧板95上均设有定位槽931;第一侧板93及第二侧板95通过定位块92安装于夹具底座91,并通过一固定组件进行固定,固定组件包括为设于第一侧板93与第二侧板95上的螺纹孔961及安装于螺纹孔961内的紧固螺钉96;顶板97一侧设有柱形滑槽94;柱形滑槽94内滑动安装有两个柱型滑块99;柱形滑槽94内还设有若干三角型挡块910;三角型挡块910包括滑动部911及工作部912;滑动部911滑动安装于柱形滑槽94内;滑动部911为柱形,工作部912呈三角形;第一侧板93及第二侧板95通过弹性组件连接柱型滑块99,弹性组件包括设于第一侧板93及第二侧板95靠近顶板97一端设有容置槽981、设于容置槽981内的第一弹簧983及固接于柱型滑块99上的安装板982;安装板982滑动安装于容置槽981内;第一弹簧983一端固接安装板982,另一端固接容置槽981的底部;工作台2内设有空气净化组件,空气净化组件包括设于工作台2内的换气扇16、连接换气扇16的排气管15及安装于工作台2的端面的吹气口14;排气管15的另一端连接吹气口14。
27.夹紧模具在夹紧时,首先,旋松紧固螺钉16,调节第一侧板93与第二侧板95之间的距离,然后将排状的总工件17放置于第一侧板93与第二侧板95之间,通过第一侧板93与第二侧板95对工件左右两侧进行加紧,拉起顶板97,然后通过三角型挡块910放置于子工件171之间的顶部缝隙中,在第一弹簧983的作用下通过顶板97对总工件17的上部进行夹紧,最后旋紧紧固螺钉96。
28.在本实例中,首先,将需要焊接的总工件放置于工作台2上,并通过夹紧模具进行固定,通过移动组件移动到预定位置,之后,气缸4伸出,通过安装于气缸4上的焊头3对工件进行焊接。
29.通过操作台1控制气缸4的伸缩及伺服电机11的转动,通过二者的配合实现对工件排状若干焊接点172的焊接。
30.综上所述,本实用新型提供了一种手术电极部件焊接设备,包括位于装置左侧的工作台及位于装置右侧的操作台;所述工作台包括焊头及夹紧模具,通过焊头实现对电极组件的焊接,通过所述夹紧模具实现对电极组件的固定;所述焊头通过一缓冲组件固接于气缸的输出端,通过缓冲组件实现缓冲效果;所述气缸的底座固接于l型支撑架;所述夹紧模具通过移动组件安装于所述工作台;所述l型支撑架固接于所述工作台;所述工作台内设有空气净化组件。本实用新型可以通过所设计的夹紧模具,具有更好的固定效果,并且带有缓冲组件的焊头可避免长时间作用后焊头因冲击造成的损坏。
31.当然,本实用新型还可有其它多种实施例,在不背离本实用新型精神及其实质的情况下,熟悉本领域的技术人员当可根据本实用新型作出各种相应的改变和变形,但这些
相应的改变和变形都应属于本实用新型所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1