一种四方胶圈组装模组的制作方法
1.本技术涉及阀体制造设备的领域,尤其是涉及一种四方胶圈组装模组。
背景技术:
2.随着我国社会的发展,惠及国民的民生项目也越来越多,使得燃气管、电网等铺设的范围越来越广,而随着燃气管的铺设,对燃气阀的需求也就水涨船高。
3.如图4所示,一般燃气阀中需要安装一个四方胶圈,四方胶圈用来增强燃气阀的密封性,一般安装四方胶圈,需要工作人员从一堆杂乱的四方胶圈中取出一个,然后撑开四方胶圈,由于四方胶圈为长方形,需要将四方胶圈调整到正确的方向,然后对准燃气阀预装件上供四方胶圈放置的密封槽中。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:通过工作人员人工安装四方胶圈效率较低,人工成本较高,且工作人员长时间进行工作会进一步降低安装效率。
技术实现要素:
5.为了改善工作人员安装四方胶圈效率较低的问题,本技术提供一种四方胶圈组装模组。
6.本技术提供的一种四方胶圈组装模组,采用如下的技术方案:
7.一种四方胶圈组装模组,包括有用于传输四方胶圈的传输模块,还包括有用于从传输模块上抓取四方胶圈的取料组件,还包括有用于将取料组件传输到燃气阀预装件上的传输气缸,所述取料组件包括有取料块,所述取料块用于供四方胶圈套设,所述取料块上滑动有若干解锁块,所述解锁块用于将四方胶圈从取料块上顶出。
8.通过采用上述技术方案,通过取料块插入在四方胶圈内圈侧壁上,来将传输模块上传输的四方胶圈取出,再通过传输气缸将取料块滑动到燃气阀预装件上,然后通过解锁块将取料块上的四方胶圈顶入燃气阀预装件上的密封槽内,从而完成了四方胶圈的安装,缩减了安装四方胶圈的过程,方便了四方胶圈的安装,增加了安装四方胶圈的效率。
9.优选的,所述取料块上设置有若干旋转支点块,所述旋转支点块上均转动有夹爪块,所述夹爪块与取料块将四方胶圈夹于中间,所述夹爪块与旋转支点块之间均连接有用于将夹爪块抵触在四方胶圈上的弹簧。
10.通过采用上述技术方案,通过夹爪块与取料块将四方胶圈夹于中间,使得四方胶圈在取料块上更加稳定,降低了四方胶圈从取料块上脱离掉落的概率;弹簧对夹爪块提供一个向取料块靠近的弹力,使得夹爪块与取料块将四方胶圈夹的更紧,进一步降低了四方胶圈从取料块上脱离掉落的概率。
11.优选的,所述夹爪块侧壁上设置有用于引导解锁块插入的斜面。
12.通过采用上述技术方案,通过斜面来引导解锁块插入至夹爪块与取料块之间,从而将四方胶圈从取料块上顶出,降低了夹爪块阻挡解锁块插入的概率,使解锁块将四方胶圈顶出的过程更加顺畅。
13.优选的,所述取料组件包括有第一气缸,若干所述解锁块连接在第一气缸的活塞杆上,所述第一气缸的活塞杆沿解锁块的滑动方向伸缩。
14.通过采用上述技术方案,通过第一气缸的活塞杆来控制解锁块插入或拔出在夹爪块与取料块之间,实现了四方胶圈安装的自动化,提升了四方胶圈的安装速度。
15.优选的,所述取料组件还包括有第二气缸,所述取料块与第一气缸均安装在第二气缸的活塞杆上。
16.通过采用上述技术方案,通过第二气缸的活塞杆来控制取料块的滑动,从而控制取料块插入四方胶圈内圈侧壁,再控制取料块抬升,从而实现了取料块从传输模块上取料的自动化,提升了四方胶圈的取料速度,实现了四方胶圈从取料到安装的自动化。
17.优选的,所述第二气缸的活塞杆上设置有第三气缸,所述第三气缸的活塞杆用于抵触在第一气缸的活塞杆远离第一气缸的一端上。
18.通过采用上述技术方案,通过第三气缸的活塞杆伸缩,来控制第一气缸的活塞杆下降的高度,从而控制解锁块在取料块上滑动的范围,使得解锁块从取料块上顶出四方胶圈的距离可控,降低了解锁块伸出距离太长,从而对燃气阀预装件造成损伤的概率。
19.优选的,所述传输模块包括有用于将四方胶圈整理整齐并传输的振动盘组件,所述传输模块还包括有连接在振动盘组件的出料口上的胶圈直振板,所述胶圈直振板上连接有用于将四方胶圈运输到取料块下方的托板,所述托板的一端设置有用于阻挡四方胶圈传输的直振挡板。
20.通过采用上述技术方案,通过振动盘组件来将散乱的四方胶圈整理整齐,并使四方胶圈有序地从胶圈直振板上传输而出,再通过托板将胶圈直振板上的四方胶圈运输到取料块下方,方便了取料块套取四方胶圈,还降低了取料块套取四方胶圈时受到相邻的四方胶圈的影响的概率。
21.优选的,所述传输模块还包括有光电传感器,所述光电传感器用于感应托板上是否传输有四方胶圈,所述取料块外侧壁上安装有若干挡块,所述挡块用于远离第一气缸的一端呈倾斜设置。
22.通过采用上述技术方案,通过光电传感器来对托板上是否传输有四方胶圈进行感应,当光电传感器感应到托板上传输有四方胶圈,托板才会开始传输,降低了托板未运送四方胶圈,而第一气缸的活塞杆却控制取料板开始工作的概率,挡块的一端呈倾斜设置用于引导四方胶圈套设。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过取料块插入在四方胶圈内圈侧壁上,来将传输模块上传输的四方胶圈取出,再通过传输气缸将取料块滑动到燃气阀预装件上,然后通过解锁块将取料块上的四方胶圈顶入燃气阀预装件上的密封槽内,从而完成了四方胶圈的安装,缩减了安装四方胶圈的过程,方便了四方胶圈的安装,增加了安装四方胶圈的效率。
25.2.通过夹爪块与取料块将四方胶圈夹于中间,使得四方胶圈在取料块上更加稳定,降低了四方胶圈从取料块上脱离掉落的概率;弹簧对夹爪块提供一个向取料块靠近的弹力,使得夹爪块与取料块将四方胶圈夹的更紧,进一步降低了四方胶圈从取料块上脱离掉落的概率。
附图说明
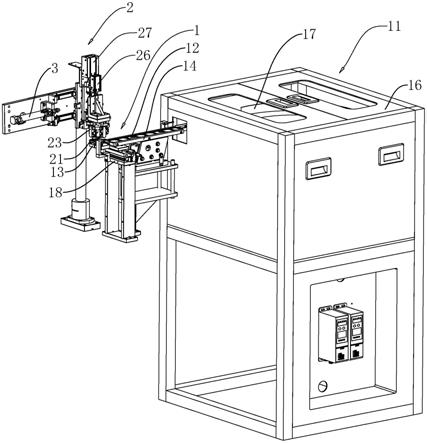
26.图1是本技术实施例的整体结构示意图。
27.图2是图1中凸显取料块的局部结构示意图。
28.图3是图2中凸显解锁块的局部结构示意图。
29.图4是本技术实施例中的燃气阀预装件的结构示意图。
30.附图标记说明:1、传输模块;11、振动盘组件;12、胶圈直振板;13、托板;14、直振挡板;15、光电传感器;16、振动盘架子;17、振动盘;18、第四气缸;2、取料组件;21、取料块;22、解锁块;23、旋转支点块;24、夹爪块;25、弹簧;26、第一气缸;27、第二气缸;28、第三气缸;29、挡块;3、传输气缸。
具体实施方式
31.以下结合附图1-4对本技术作进一步详细说明。
32.本技术实施例公开一种四方胶圈组装模组。参照图1与图2,四方胶圈组装模组包括有用于传输四方胶圈的传输模块1,还包括有用于从传输模块1上抓取四方胶圈的取料组件2,还包括有用于将取料组件2传输到燃气阀预装件上的传输气缸3,取料组件2包括有取料块21,取料块21用于插在四方胶圈内圈侧壁上并与四方胶圈内圈侧壁抵触贴合,从而取出四方胶圈,取料块21上滑动有若干解锁块22,解锁块22用于将四方胶圈从取料块21外侧壁上顶出。
33.参照图2,取料组件2包括有第一气缸26与第二气缸27,第二气缸27安装在传输气缸3的活塞杆上,取料块21与第一气缸26均固定安装在第二气缸27的活塞杆上,解锁块22固定连接在第一气缸26的活塞杆上,第一气缸26活塞杆的伸缩方向与解锁块22的滑动方向平行,第一气缸26与第二气缸27的活塞杆伸缩方向相互平行。第二气缸27的活塞杆上安装有第三气缸28,第三气缸28的活塞杆沿插入在第一气缸26的活塞杆与取料块21之间的方向伸缩,第三气缸28的活塞杆用于抵触在第一气缸26的活塞杆远离第一气缸26的一端与取料块21之间,当第二气缸27活塞杆抵触在第三气缸28活塞杆上时,第二气缸27活塞杆将难以继续向靠近取料块21的方向滑动。
34.参照图3,取料块21上固定连接有四个旋转支点块23,四个旋转支点块23呈周向均匀分布在取料块21外侧壁上,每个旋转支点块23上均安装有一对铰接耳,铰接耳的长度方向沿靠近取料块21的方向延伸。每对铰接耳内均转动连接有夹爪块24,夹爪块24与取料块21将四方胶圈夹于中间,夹爪块24远离铰接耳的一端安装有弹簧25,弹簧25的另一端安装在旋转支点块23上,弹簧25使夹爪块24更加牢靠地将四方胶圈抵触在取料块21侧壁上。夹爪块24面朝取料块21的侧壁上设置有用于引导解锁块22插入的斜面,取料块21外侧壁上固定安装有四个挡块29,挡块29远离第二气缸27的侧壁呈倾斜设置,挡块29远离第二气缸27的侧壁倾斜用于引导四方胶圈滑上取料块21。
35.参照图2与图3,解锁块22滑动在挡块29上,解锁块22面朝夹爪块24的侧壁上固定连接有凸块,凸块用于顶开夹爪块24,使夹爪块24与四方胶圈分离,同时解锁块22远离第二气缸27的一端还能将四方胶圈从取料块21上顶出。
36.参照图1与图2,传输模块1包括有用于将四方胶圈整理整齐并传输的振动盘组件11,振动盘组件11包括有振动盘架子16,振动盘架子16内放置有用于整理四方胶圈并传输
的振动盘17。传输模块1还包括有连接在振动盘17的出料口上的胶圈直振板12,胶圈直振板12通过振动盘17的振动传输四方胶圈。胶圈直振板12远离振动盘17的一端上滑动连接有用于将四方胶圈运输到取料块21下方的托板13,托板13的滑动方向沿垂直于胶圈直振板12的长度方向滑动,托板13沿自身滑动方向的一端上固定安装有用于阻挡四方胶圈传输的直振挡板14。当托板13运输四方胶圈滑动到取料块21下方时,直振挡板14将会阻挡胶圈直振板12上四方胶圈继续传输。传输模块1还包括有第四气缸18,第四气缸18的输出轴安装在托板13上并用于控制托板13滑动。传输模块1还包括有光电传感器15,光电传感器15安装在第四气缸18上,光电传感器15用于感应托板13上是否传输有四方胶圈,当光电传感器15感应到托板13上有四方胶圈时将会启动第四气缸18使托板13开始传输。
37.本技术实施例一种四方胶圈组装模组的实施原理为:工作人员将四方胶圈倒入振动盘17内,振动盘17通过振动来将四方胶圈整齐地传输到胶圈直振板12上,四方胶圈通过胶圈直振板12传输到托板13上,光电传感器15感应到有四方胶圈进入,第四气缸18将会使托板13向取料块21下方滑动,此时直振挡板14将会堵住胶圈直振板12的开口,使四方胶圈难以继续传输。在第一气缸26活塞杆的作用下,解锁块22先插入至挡块29与夹爪块24之间,然后取料块21插入至托板13上的四方胶圈内圈侧壁上,此时四方胶圈随着挡块29上倾斜的侧壁套设在四个挡块29外侧壁上,然后解锁块22退出挡块29与夹爪块24之间,使夹爪块24在弹簧25的弹力作用下抵触在四方胶圈上。在第二气缸27与第四气缸18的作用将取料块21滑动到燃气阀预装件上,然后第一气缸26的活塞杆向远离第一气缸26的方向伸出,使解锁块22插入至挡块29与夹爪块24之间,使得夹爪块24向远离挡块29的方向转动,并且解锁块22将四方胶圈从挡块29外侧壁上向远离第一气缸26的方向顶出至燃气阀预装件的密封槽内。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1