一种细牙吸嘴组装机构的制作方法
1.本实用新型应用于产品组装技术领域,特别涉及一种细牙吸嘴组装机构。
背景技术:
2.目前,在吸嘴产品的组装生产中,一般都是通过人工组装的方式进行,将细牙吸嘴与壳体上的螺孔螺纹配合,但是这样作业方式存在以下缺点:1、耗费人力,长时间的作业容易产生疲劳,工作效率比较低。2、手工作业的失误率高,导致产品组装质量不稳定,可靠性比较低。如能设计出一种结构简单、可靠性高并且能够提高工作效率的细牙吸嘴组装机构,则能够很好地解决上述问题。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种结构简单、可靠性高并且能够提高工作效率的细牙吸嘴组装机构。
4.本实用新型所采用的技术方案是:本实用新型包括x轴移动模组、翻转模组以及锁入模组,所述翻转模组设置在所述x轴移动模组的活动端,设置有螺孔的待组装壳体固定在所述翻转模组的活动端,所述锁入模组包括支撑座、z轴直线模组以及电批,所述z轴直线模组设置在所述支撑座上,所述电批设置在所述z轴直线模组的活动端,所述电批的头部与细牙吸嘴上的一字槽相适配。
5.由上述方案可见,外部的机械手将壳体定位放置在所述翻转模组上,通过所述翻转模组的驱动,将壳体逆时针翻转90
°
,使壳体上螺孔的开口方向朝上,通过所述x轴移动模组的驱动,带动壳体移动到所述电批的下方,并且壳体的螺孔与所述电批的头部相对位,外部的机械手再将细牙吸嘴预先适配在壳体的螺孔中,通过所述z轴直线模组的驱动,所述电批向下移动,直至所述电批的头部与细牙吸嘴上的一字槽相适配,通过所述电批和所述z轴直线模组的同时驱动,将细牙吸嘴打入壳体的螺孔中,从而完成产品的组装。因此,本实用新型不仅结构简单,而且自动化程度比较高,大大地提高了产品的组装效率,并且确保了产品的组装质量,可靠性比较高,适用于工厂的大批量生产。
6.进一步地,所述翻转模组包括伺服电机、气动夹爪以及托板,所述伺服电机设置在所述x轴移动模组上,所述托板与所述伺服电机传动连接,所述气动夹爪设置在所述托板上,所述托板上设有开孔,所述气动夹爪的夹紧端穿过所述开孔,待组装壳体放置在所述托板上并且通过所述气动夹爪对其夹紧。由此可见,外部的机械手将壳体放置在所述托板上,通过所述气动夹爪的驱动,所述气动夹爪将壳体夹紧,然后通过所述伺服电机的驱动,壳体逆时针旋转90
°
,使壳体上螺孔的开口方向朝上。
7.进一步地,所述x轴移动模组包括第一气缸、底板、滑动板以及立板,所述第一气缸设置在所述底板上,所述滑动板与所述第一气缸传动连接,所述滑动板沿x轴方向滑动配合在所述底板上,所述立板设置在所述滑动板上,所述伺服电机设置在所述立板上。由此可见,通过所述第一气缸的驱动,可以带动所述翻转模组沿x轴方向做直线移动。
8.进一步地,所述一种细牙吸嘴组装机构还包括锁入深度检测模组,所述锁入深度检测模组包括第二气缸、第一底座、安装板以及测高板,所述安装板设置在所述第一底座上,所述第二气缸设置在所述安装板上,所述测高板与所述第二气缸传动连接,所述测高板沿y轴方向滑动配合在所述安装板上,所述安装板的前侧设置有第一槽型光电传感器,所述测高板的前侧设置有第一感应片,所述第一感应片与所述第一槽型光电传感器的凹槽相适配,所述安装板的后侧设置有不良品盒。由此可见,当完成产品的组装后,通过所述第二气缸的驱动,所述测高板沿着y轴方向做直线移动。在所述测高板进行了一段预设距离的直线移动后,如若所述测高板顶靠在细牙吸嘴上,则所述第一感应片不会适配在所述第一槽型光电传感器中,外部的控制系统没有接收到一个感应信号,则表明细牙吸嘴没有完全打入壳体的螺孔中,后续会驱动外部的机械手会将不良品放置在所述不良品盒中进行回收;如若所述测高板没有顶靠在细牙吸嘴上,则所述第一感应片会适配在所述第一槽型光电传感器中,所述第一槽型光电传感器传输感应信号到外部的控制系统中,表明细牙吸嘴已经完全打入了壳体的螺孔中。
9.进一步地,所述立板的侧部设置有限位板,所述限位板上设置有缓冲器,所述伺服电机的输出端通过旋转轴与所述托板相连,所述旋转轴上设置有限位块,所述限位块顶靠在所述缓冲器上,所述限位板上还设置有光电开关,所述光电开关的输出端与待组装壳体的安装部位相对设置。由此可见,通过所述伺服电机的驱动,壳体逆时针旋转90
°
,所述限位块会顶靠在所述缓冲器上,对壳体的旋转动作起到一个缓冲作用,此时所述光电开关所射出的的红外线被壳体的安装部位所遮挡,然后所述光电开关便会传输感应信号到外部的控制系统中,表明壳体已经准确翻转。
10.进一步地,所述电批通过缓冲组件设置在所述z轴直线模组的活动端,所述缓冲组件包括连接板、挡板、滑块以及若干根弹簧,所述连接板设置在所述z轴直线模组的活动端,所述挡板设置在所述连接板上,所述滑块滑动配合在所述连接板上,所述挡板通过若干根所述弹簧与所述滑块相连,所述电批设置在所述滑块上。由此可见,在所述电批将细牙吸嘴打入壳体螺孔的过程中,若干根所述弹簧起到缓冲作用,确保细牙吸嘴与壳体之间具有一定的柔性,避免细牙吸嘴与壳体对位不太准确时也能够在外力的作用下将位置调整至准确。
11.进一步地,所述支撑座上设置有若干个第二槽型光电传感器,所述z轴直线模组的活动端设置有第二感应片,所述第二感应片与所述第二槽型光电传感器的凹槽相适配。由此可见,所述第二感应片适配在所述第二槽型光电传感器,以此来表明所述电批在所述z轴直线模组的驱动下移动到了相应的位置。
12.进一步地,所述一种细牙吸嘴组装机构还包括上料组件,所述上料组件包括第二底座和载具,所述载具设置在所述第二底座上,所述载具上设有若干个仿形槽,待组装壳体适配在所述仿形槽中。由此可见,所述载具上装放有若干个待组装壳体,便于机械手将壳体放置到所述托板上。
附图说明
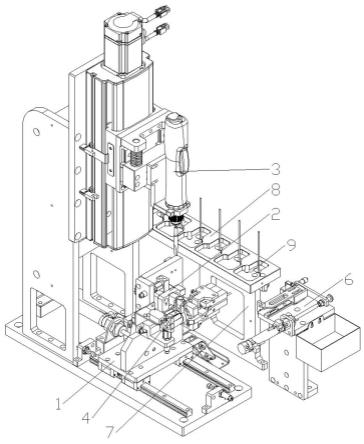
13.图1是本实用新型的立体图;
14.图2是所述翻转模组的立体图;
15.图3是所述x轴移动模组的立体图;
16.图4是所述锁入模组的立体图;
17.图5是所述锁入深度检测模组的立体图。
具体实施方式
18.如图1至图5所示,在本实施例中,本实用新型包括x轴移动模组1、翻转模组2以及锁入模组3,所述翻转模组2设置在所述x轴移动模组1的活动端,设置有螺孔的待组装壳体4固定在所述翻转模组2的活动端,所述锁入模组3包括支撑座31、z轴直线模组32以及电批33,所述z轴直线模组32设置在所述支撑座31上,所述电批33设置在所述z轴直线模组32的活动端,所述电批33的头部与细牙吸嘴上的一字槽相适配。
19.在本实施例中,所述翻转模组2包括伺服电机、气动夹爪22以及托板23,所述伺服电机设置在所述x轴移动模组1上,所述托板23与所述伺服电机传动连接,所述气动夹爪22设置在所述托板23上,所述托板23上设有开孔,所述气动夹爪22的夹紧端穿过所述开孔,待组装壳体4放置在所述托板23上并且通过所述气动夹爪22对其夹紧。
20.在本实施例中,所述x轴移动模组1包括第一气缸11、底板12、滑动板13以及立板14,所述第一气缸11设置在所述底板12上,所述滑动板13与所述第一气缸11传动连接,所述滑动板13沿x轴方向滑动配合在所述底板12上,所述立板14设置在所述滑动板13上,所述伺服电机设置在所述立板14上。
21.在本实施例中,所述一种细牙吸嘴组装机构还包括锁入深度检测模组6,所述锁入深度检测模组6包括第二气缸61、第一底座62、安装板63以及测高板64,所述安装板63设置在所述第一底座62上,所述第二气缸61设置在所述安装板63上,所述测高板64与所述第二气缸61传动连接,所述测高板64沿y轴方向滑动配合在所述安装板63上,所述安装板63的前侧设置有第一槽型光电传感器65,所述测高板64的前侧设置有第一感应片66,所述第一感应片66与所述第一槽型光电传感器65的凹槽相适配,所述安装板63的后侧设置有不良品盒67。
22.在本实施例中,所述立板14的侧部设置有限位板24,所述限位板24上设置有缓冲器25,所述伺服电机的输出端通过旋转轴28与所述托板23相连,所述旋转轴28上设置有限位块26,所述限位块26顶靠在所述缓冲器25上,所述限位板24上还设置有光电开关27,所述光电开关27的输出端与待组装壳体4的安装部位相对设置。
23.在本实施例中,所述电批33通过缓冲组件设置在所述z轴直线模组32的活动端,所述缓冲组件包括连接板34、挡板35、滑块36以及若干根弹簧37,所述连接板34设置在所述z轴直线模组32的活动端,所述挡板35设置在所述连接板34上,所述滑块36滑动配合在所述连接板34上,所述挡板35通过若干根所述弹簧37与所述滑块36相连,所述电批33设置在所述滑块36上。
24.在本实施例中,所述支撑座31上设置有若干个第二槽型光电传感器38,所述z轴直线模组32的活动端设置有第二感应片39,所述第二感应片39与所述第二槽型光电传感器38的凹槽相适配。
25.在本实施例中,所述一种细牙吸嘴组装机构还包括上料组件,所述上料组件包括第二底座7和载具8,所述载具8设置在所述第二底座7上,所述载具8上设有若干个仿形槽9,
待组装壳体4适配在所述仿形槽9中。
26.在本实施例中,本实用新型的工作原理如下:
27.外部的机械手将待组装壳体4放置在所述托板23上,通过所述气动夹爪22的驱动,所述气动夹爪22将待组装壳体4夹紧,然后通过所述伺服电机的驱动,待组装壳体4逆时针旋转90
°
,使待组装壳体4上螺孔的开口方向朝上。
28.通过所述第一气缸11的驱动,带动待组装壳体4沿x轴方向移动到所述电批33的下方,并且待组装壳体4的螺孔与所述电批33的头部相对位,外部的机械手再将细牙吸嘴预先适配在待组装壳体4的螺孔中,通过所述z轴直线模组的驱动,所述电批33向下移动,直至所述电批33的头部与细牙吸嘴上的一字槽相适配,通过所述电批33和所述z轴直线模组的同时驱动,将细牙吸嘴打入壳体的螺孔中,从而完成产品的组装。
29.当完成产品的组装后,通过所述第二气缸61的驱动,所述测高板64沿着y轴方向做直线移动。在所述测高板64进行了一段预设距离的直线移动后,如若所述测高板64顶靠在细牙吸嘴上,则所述第一感应片66不会适配在所述第一槽型光电传感器65中,外部的控制系统没有接收到一个感应信号,则表明细牙吸嘴没有完全打入壳体的螺孔中,后续会驱动外部的机械手会将不良品放置在所述不良品盒67中进行回收;如若所述测高板64没有顶靠在细牙吸嘴上,则所述第一感应片66会适配在所述第一槽型光电传感器65中,所述第一槽型光电传感器65传输感应信号到外部的控制系统中,表明细牙吸嘴已经完全打入了壳体的螺孔中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1